pullo
-
Posts
464 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by pullo
-
I have a camaix based post and all I have to do to control the machine like that is to give it a vector of 0, 0.707 , 0.707 instead of 0, 1,0 . Gracjan
-
The answer is I'm sure yes. I think this requires a more general approach for explanation. For a three axis machine you usually think of three axis which are perpendicular to each other. Well , the general theorem is that any point in a 3-d space can be described by using three axes , WHICH DO NOT HAVE TO BE PERPENDICULAR to each other . A Cartesian (perpendicular) coordinate system just makes some things easier in terms of calculations (and setup for us ). Now this I did not check here , but I'd be willing to bet that if you have two rotating axes which are not parallel , any positioning between a spindle and a part can be achieved rotating them. An angle of 90 degs or 45 degs just makes calculations easier. Therefore you will get a pair of angles where you will get "one of the chamfers perpendicular with the spindle" , with the nutating axis (a nutating axis is a rotary axis which is not perpendicular to another rotating axis) Gracjan
-
1mm ball end . A depth of just 0.03 mm gives you readable text . 0.06 mm deep is good for most applications ( matrix calendars , recycle markings ). The main reason for it's use is because it's the smallest ball end I have permanently in my tool magazine of 24 pcs... Gracjan
-
M140 MB MAX (Move Back ) is only available on the HH530 and upwards .... Gracjan
-
VERISURF TOOLS For MASTERCAM 2024
pullo replied to Verisurf - Ernie Husted's topic in Industrial Forum
I'm not asking . Everything is fine now ... Gracjan -
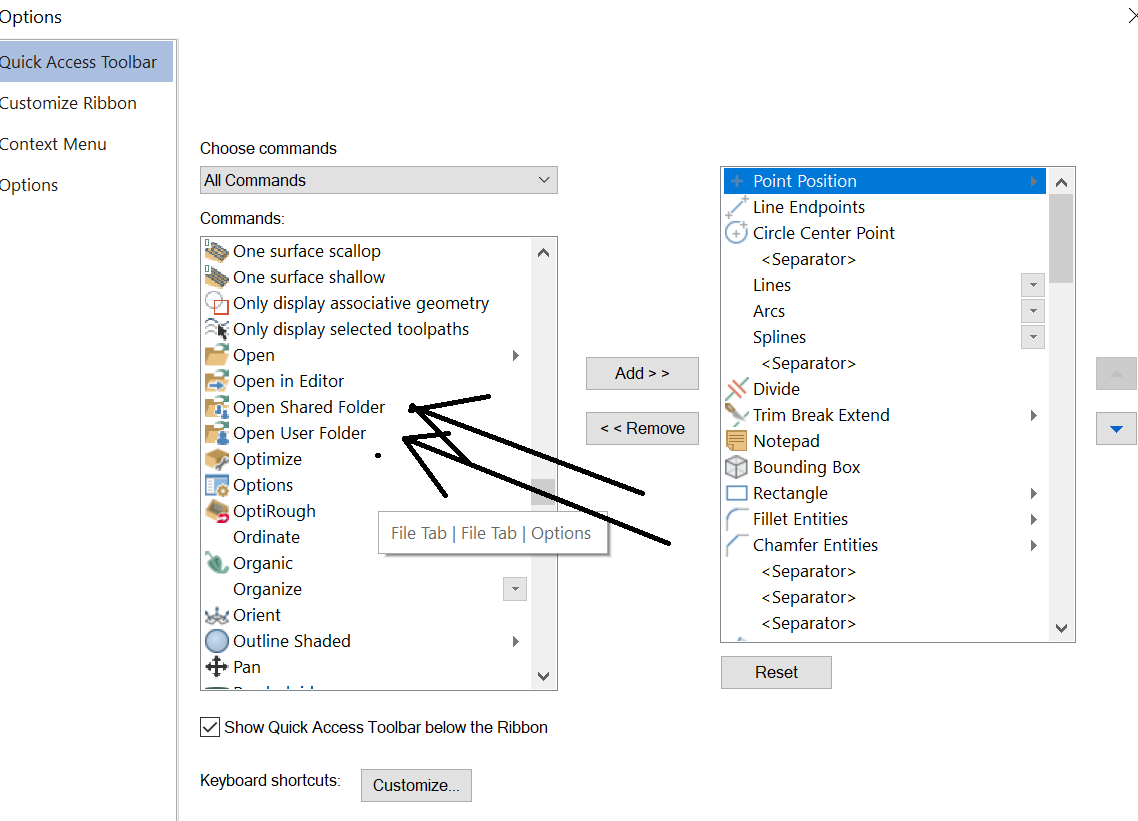
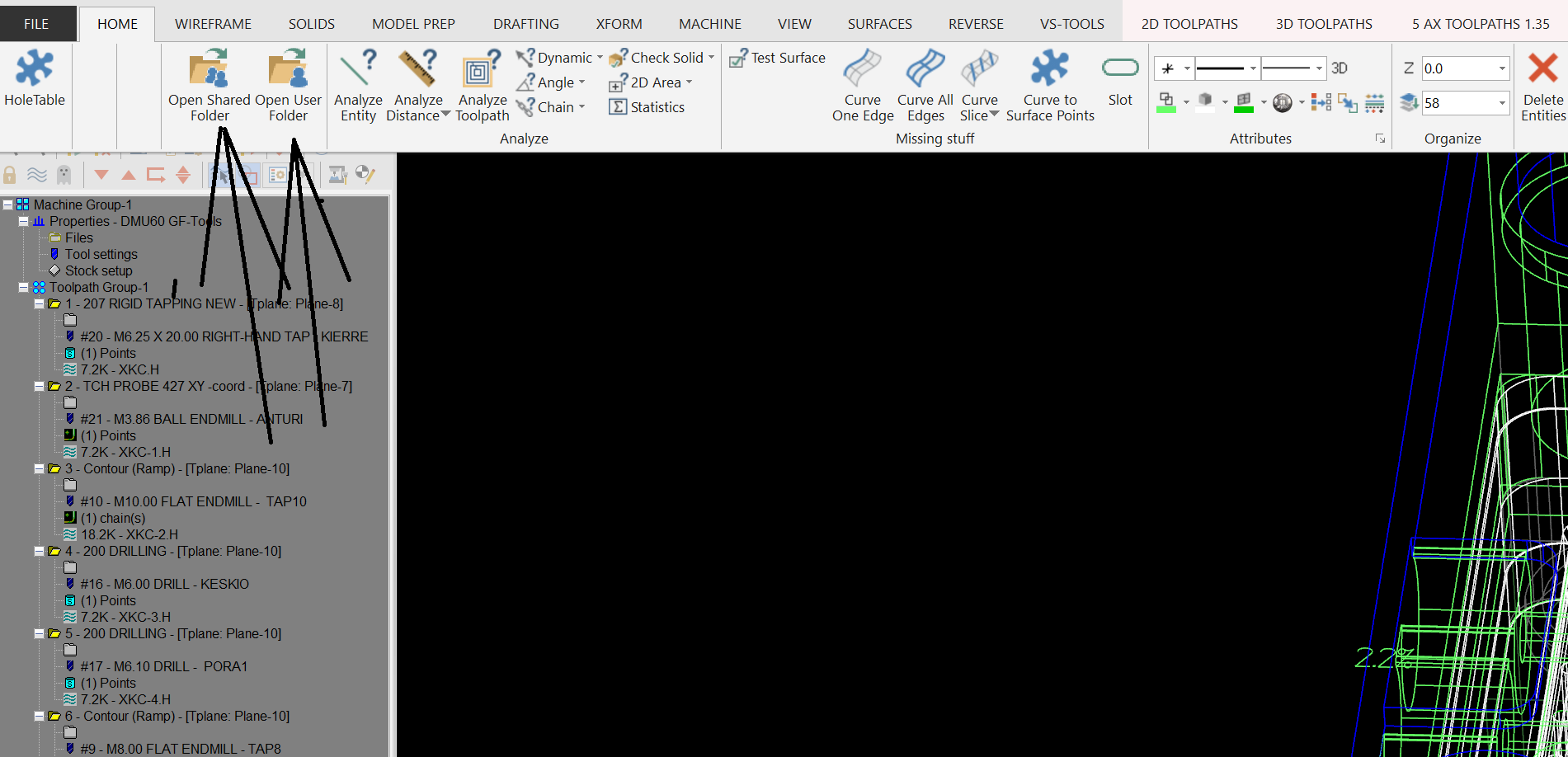
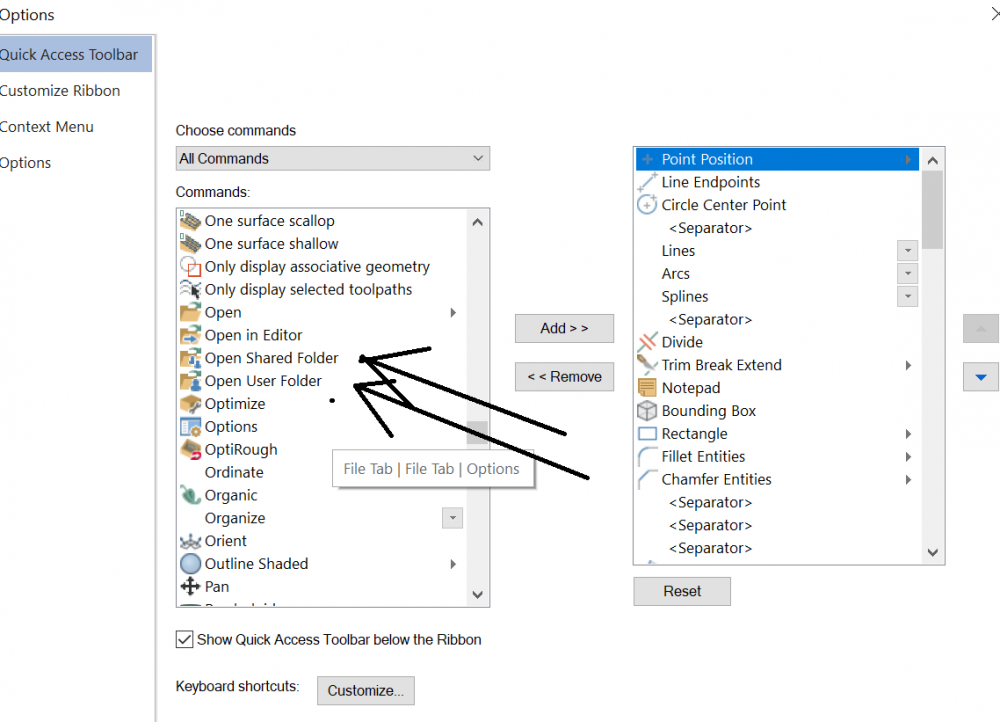
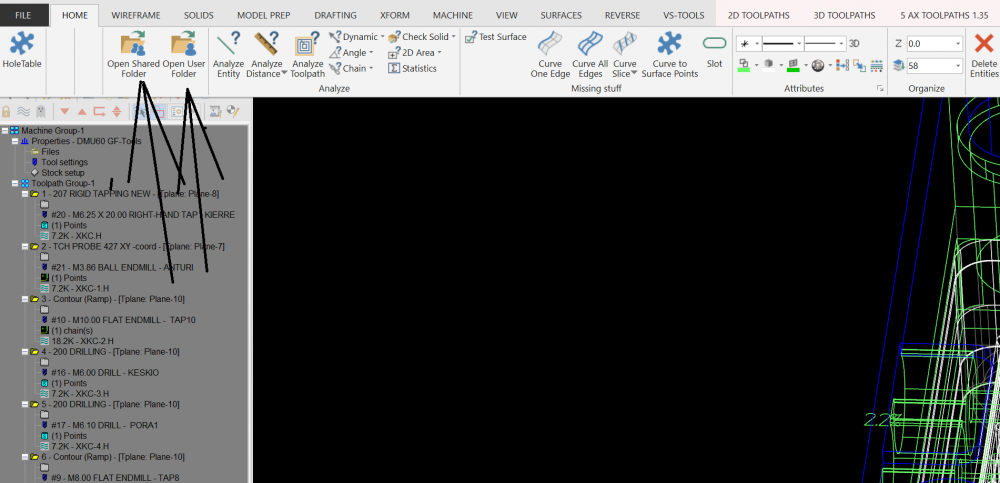
No need for making shortcuts on the desktop for Shared and My Mcam
pullo replied to pullo's topic in Industrial Forum
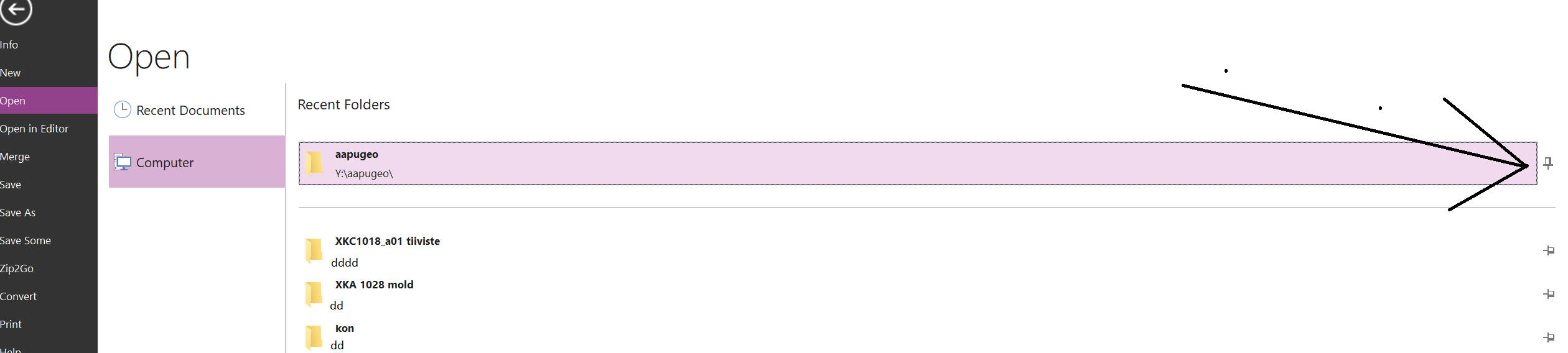
The next best thing is File open , Computer and in recent folders you can use the tack symbol to keep a recent directory permanently at the top of the list .
-
I also overclocked the memory to 3066MHz and finally got a result : 3 min 57 secs. Easy to remember , under 4 mins. Gracjan
-
No need for making shortcuts on the desktop for Shared and My Mcam
pullo replied to pullo's topic in Industrial Forum
I have also been scouring that list , but I guess I'll have to more methodical about it next time . Gracjan -
It's been there since 2018 , I actually asked for it in 2017 , but nobody ever informed me that this was acted upon. There has been talk of formalizing the feedback process ... I just love finding these little undocumented improvements . Gracjan
-
You will have to use the machine coordinate output as your secondary coordinate viewing system to find out what machine coords the XY point is ( so that it always stays the same no matter what your work origin is). I am going to guess that your machine coordinate system is Z negative when moving away from the spindle so I'll go with a Z-5 for that . That is 5 mm from the machine limit or Z-0.2 inch. the other two coordinates , you'll have to find out , but the line goes L X xxxx Y yyyy Z -0.2 M91 FMAX - , where the crucial thing here is the M91 Gracjan
-
Watercooling installed and the processor is running at 4.6 GHz Mastercam 2019 of course, and a total time of 4 min 02 sec Benchmark 3.0 link repaired by gcode 06/28/18 Gracjan
-
Gracjan

-
Hi Gunther . I finally got around to try the Add Fixtures C-hook. Adding a fixture with this user interface is good , but I'm thinking that , with one little add on , you could make this very simple but very effective c-hook be applcable to other file based geometry . I would be very interested in using your interface for mold design. Until now I have used Merge, for this but if you added the same kind of placement interface as Merge has then this tool would be even more universal. Also , if you could post a link to the video describing this c-hook again , I would be very obliged. I tried a search on this site but could not find it.... Gracjan
-
This problem can be divided into two solutions. 1. there are times , when I'll get this message when doing roughing.As my tolerance is set to 0.15 mm , in a few cases raising the tolerance to 0.015 will get me thru' without having to creating surfaces from solid. 2. if raising the tolerance won't help then you have to convert the solid to surfaces and then continue machining using surfaces. Gracjan
-
First of all that is the most awsome looking machine ever! Also if it's occasional like and then I suspect you have at least the 530 HH , then you have Preset Table and you can save all your data concerning Datum handling , including different Basic Rotations. Gracjan
-
Hi Husker . It's Gigahertzes in the processor and the fastest memory that will get you inner peace. I once again tried a virtual disk and directed all the temp files there. Niente on that lead Gracjan
-
VERISURF TOOLS For MASTERCAM 2024
pullo replied to Verisurf - Ernie Husted's topic in Industrial Forum
that is related to X+ , I just popped this up to show that all the errors related to Verisurf have disappeared. so again thanx. Gracjan -
VERISURF TOOLS For MASTERCAM 2024
pullo replied to Verisurf - Ernie Husted's topic in Industrial Forum
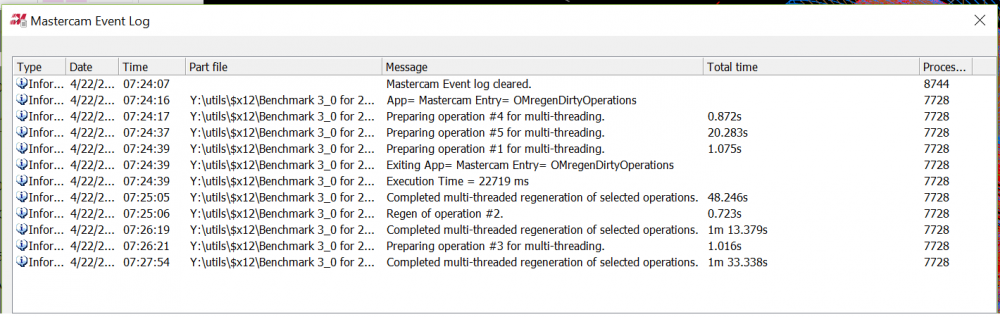
No more any errors in the event log at startup. Nice Gracjan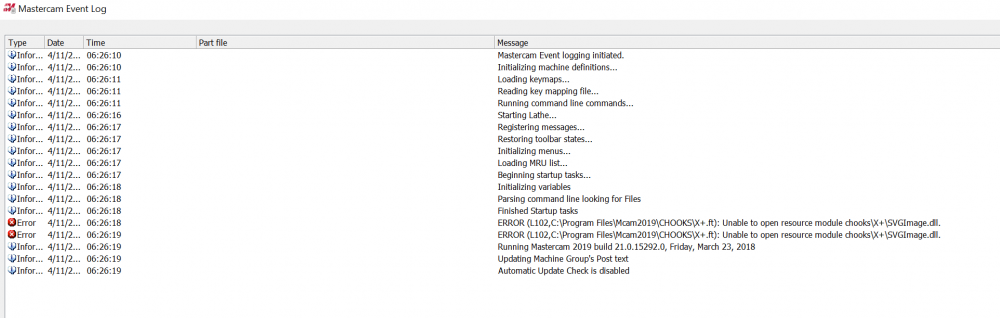
-
what was your starting frequency here ? Gracjan
-
T10-316 DET 101 3.mcam op 3 ok ?
-
VERISURF TOOLS For MASTERCAM 2024
pullo replied to Verisurf - Ernie Husted's topic in Industrial Forum
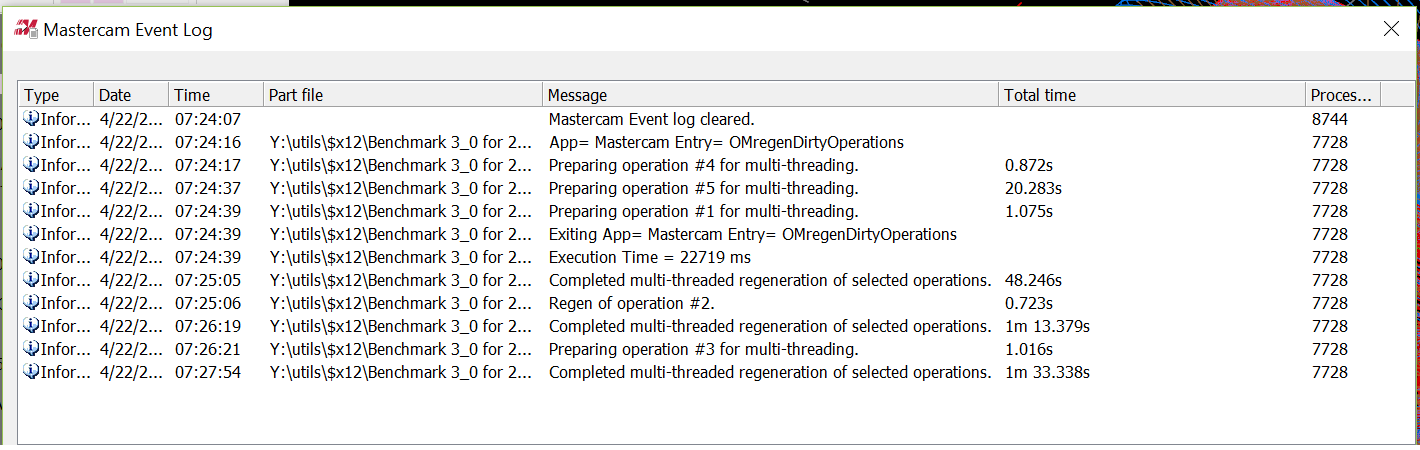
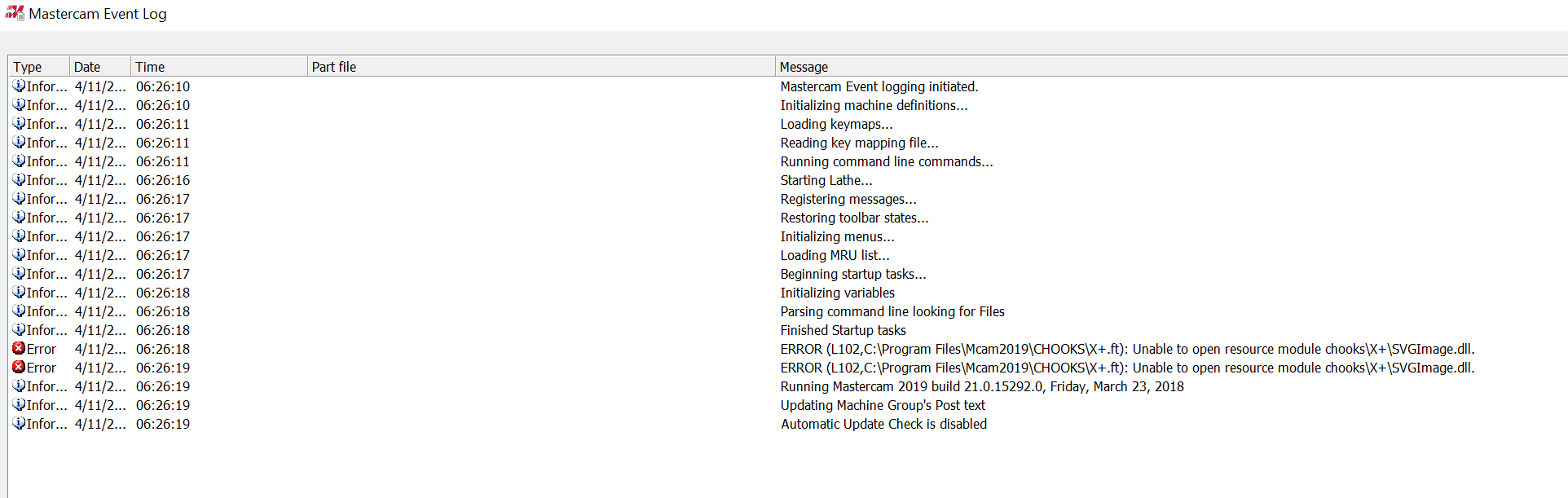
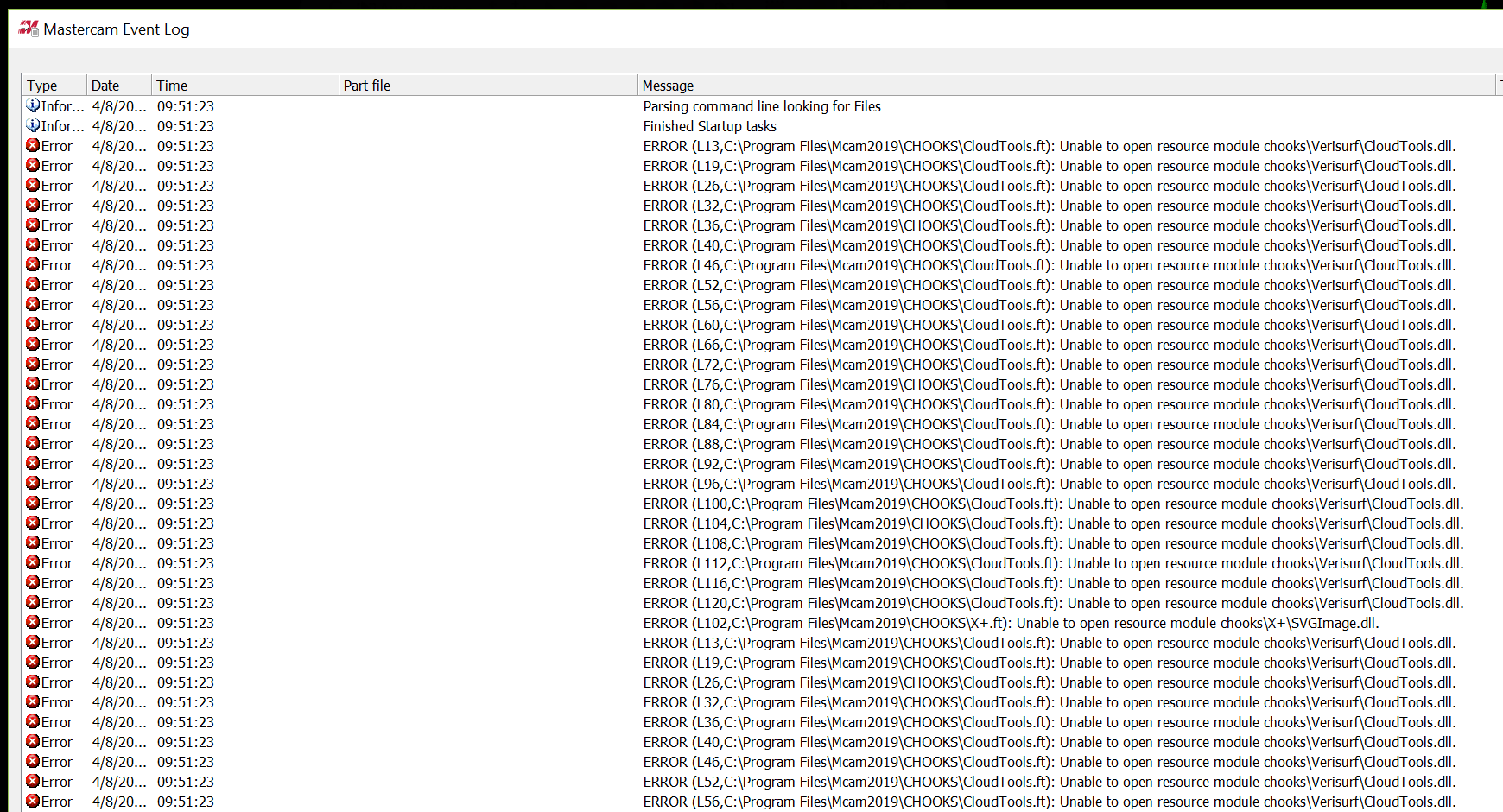
HI Ernie . Everything seems to work fine , but if I look at the event log I get a load of these errors ..... 1. Are they occurring as a result of errors in the Mastercam.Workspace file ? 2. How can I clean it up ? 3 Should I clean it up ? Gracjan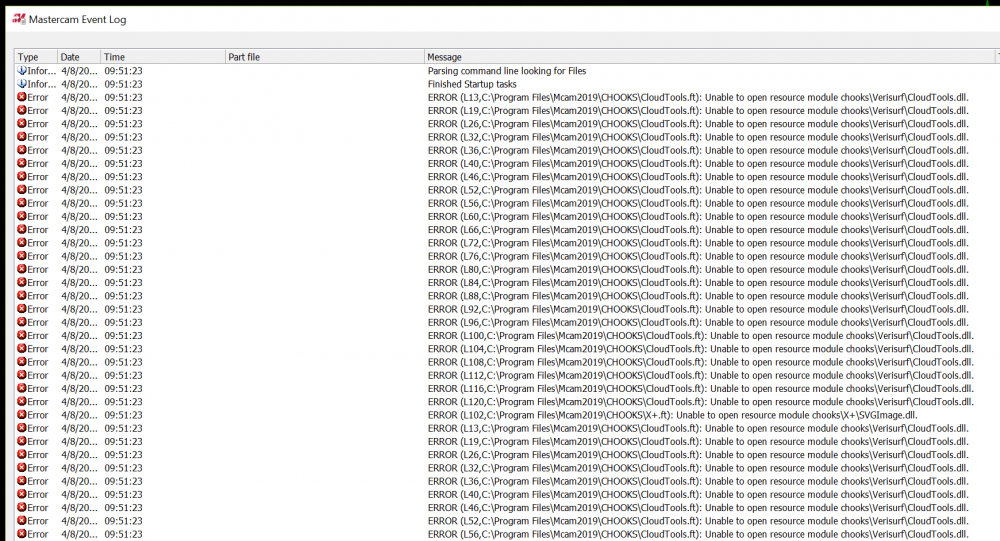
-
I'm guessing gcode you have SIMM3 memory , because you should be getting better times wit @4.5GHZ Gracjan
-
T10-316 DET 101 2.mcam is this what you wanted (second op) ?
-
You said punch , so I started from the outside .... I'll do the file again from the inside....
-
There is no separate cutoff or threading point in 2018 . It is just a point . SO when you start the chaining for the punch cut : 1. first choose as the chaining mode :Point 2 then chain your punch and now if you want to be fancy than select the point and choose HOME -Analyze Entity and then you can change your point style to look like a threading point or cut off point