pullo
-
Posts
464 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by pullo
-
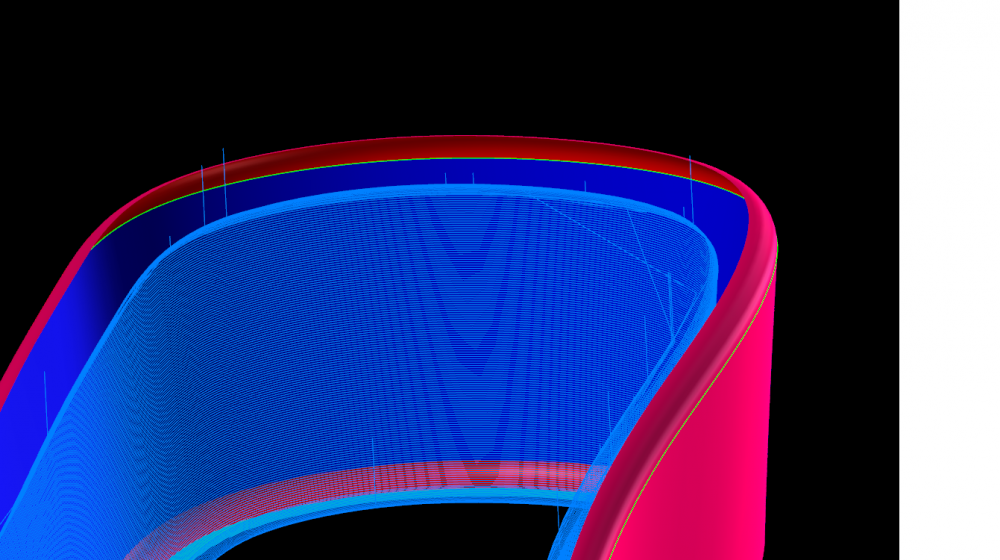
So many things wrong with the toolpath. 1. for starters , you should NOT be using a sharp edged tool for your toolpath 2. Your cut direction was in the wrong direction 3 . surfaces were overlapping . 4. your cyan surface cannot be used , it has to remodeled as it is a trimmed surface . 5. I would still have to take care of the gouges and remodel the cyan surf , but I ran out of time . 6 . As I only now have 2019 , sorry no file. Gracjan
-
OK , so now we have two approaches to analyzing the results. I'm glad both still agree that the shorter time wins GRacjan
-
Both methods yield the same result . i.e. a time that can be compared to somebody else's time. The thing with adding up the times is you don't have to be on the lookout when do the calculations stop. Just run the benchmark and go away for a coffee or something
-
if it's just movement you want , you could open an APT file with Cimco Editor and then save it to DXF , import it to Mastercam... You'd be missing out on a lot of info , but it would give a result of some sort Gracjan
-
Yep BenK , provided a link in Benchmark 2.0 to sum up all yhe times... Gracjan
-
It does not matter which method of summing up we do as long as we use the same method . One of the reason I made the Benchmark three was to reduce the ambiguities concerned with tweaking the file itself. I think there was even at one time a link to an excel file which would add the times together as long as you saved the results in .csv ? But I remember that it was the sum of all times we used for comparisons.... GRacjan
-
There is Verisurf in Mastercam ( the full version ) , Geomagic Wrap , Geomagic Design .... among others . If it's a one off , you could ask Ernie of Verisurf to create you the surfs. I am not very proficient with Verisurf yet... Gracjan
-
You have to add all the times together , as some of the processes run parallel . So it's 4 mins and 42 secs . Gracjan
-
This usually happens if you install Mastercam and you have not run it yet once , so it creates all the directories in the Users directory . I just installed the new version and it went fine... Gracjan
-
On the Surface parameters tab , there is a tool for plunge and retract direction . It's called "Direction..." Gracjan
- 1 reply
-
- 2
-

-
That is just your inner guilt skewing what you see
-
If were to create my solids and then make them into chunks of uneditable stuff, I would loose the control of my work. What I do is after a mold assembly is created , I blank all the wireframe . If I need to move a hole or change it's diameter I bring the One arc back to the work space , modify it and send it back "upstate" ..... Mastercam's Model Prep has still a long way to go before it is on par with KeyCreator ..... Gracjan
-
JLW , that's why it's called a 2D drawing . I had a friend go at the age of 39 with ALS , terrible...... Orvie as usual has the best toys . I didn't know there was a video version of The Scream . Mark VIII , I'll take a look at it, although three mice is and three keyboards is just fine . I don't juggle them or anything like that. Gracjan

-
Mine is a bit tesselated too Gracjan
-
You were asking for it with that Ford ..... :)))))) Why is there less Mercedeses ? Gracjan
-
All these horror stories seem to be very related to the Fanuc control . In the Heidenhain control , the program transfer when using the RS232 has a BCC (Binary Check Code ) sent after every line , so as to eliminate transfer errors. Would there be a Fanuc parameter to force something like that ? There would then have to be a protocol for that of course in the data transfer software (Cimco) , which I have not seen up to now, so I think I answered that question myself , or have I ? NACK/ACK is definitely not that.... Gracjan
-
The function intended for this is axis substitution , no doubt about it. Jusrt to be crystal clear here are the parameters to accomplish this task : also , you will have to draw a circle that starts at 180 degs , or in your case 0 or 180 degs , as I cannot reach my 0 degs postion as on a D600 mm rotary table my X+ limit is X+150 mm here is the code for my Heidenhain : 0 BEGIN PGM T2019-1 MM 1 M129 ; Pullov:2.01 07:23 24-08-18 2 PLANE RESET STAY ; TYOTASO OFF 3 *-;T=15 DIA=50. R1=0.8 TXT= ;> tool 0 .1 10. 5. 0. 10. 30. 50. 40. 10. 40. 30. 0. 10. 15 1 0 -80. 4 L Z-1. FMAX M91 5 *-Toolpl ORIGO X0. Y0. Z0. 6 * - OTSA50 7 L B0 C0 FMAX M70;LASTUKULJETIN ON 8 CYCL DEF 9.0 DWELL TIME 9 CYCL DEF 9.1 TIME 2.0 10 *-GF T15 HALK=50. NURKAN R=0.8 11 *TP: Top WCS= Top 12 TOOL CALL 15 Z S1400 13 M3 M22; B-LOCK 14*-PROF#1. STK=0. DPTH=0. 2D 15 TOOL DEF15 16 L X-275. Y0. Z120. R0 FMAX 17 M128 18 CYCL DEF 32.0 TOLERANCE 19 CYCL DEF 32.1 T0.015 20 CYCL DEF 32.2 HSC-MODE:0 TA1.0 21 *-5-ax flag on 22 L X-275. Y0. Z120. R0 FMAX 23 L X-275. Y0. Z3. R0 FMAX 24 L X-275. Y0. Z0. R0 F1200 25 L X-274.984 Y-2.964 C0.617 R0 F3000 26 L X-274.936 Y-5.927 C1.235 R0 F3000 27 L X-274.856 Y-8.89 C1.852 R0 F3000 28 L X-274.745 Y-11.851 C2.47 R0 F3000 29 L X-274.601 Y-14.812 C3.087 R0 F3000 .............................. 604 L X-274.856 Y8.89 C358.148 R0 F3000 605 L X-274.936 Y5.927 C358.765 R0 F3000 606 L X-274.984 Y2.964 C359.383 R0 F3000 607 L X-275. Y0. C360. R0 F3000 608 L X-275. Y0. Z120. R0 FMAX 609 M5 610 M129 611 M117 612 *SUORISTUS N612 613 L Z-1. FMAX M91 614 M94 M9 615 PLANE RESET STAY ; TYOTASO OFF 616 M23 617 L B0 C0 FMAX 618 * LOPPU 619 620 * Z MIN =0. Z MAX =120. 621 * X MAX =275. X MIN =-275. 622 * Y MAX =275. Y MIN =-275. If you don't get your result with these cooking instructions, it's the post that has an issue .... Gracjan


-
Mastercam should be sufficient ( Cimco edit standard version ) . I studied french for years , but never got around to using it, but I comprit what You wrote here Gracjan
-
World coordinate / WCS wireframe hide toolpath wireframe in 2019
pullo replied to SlaveCam's topic in Industrial Forum
And with only F9 in use , I'd be a little lost , as to what is happening on my screen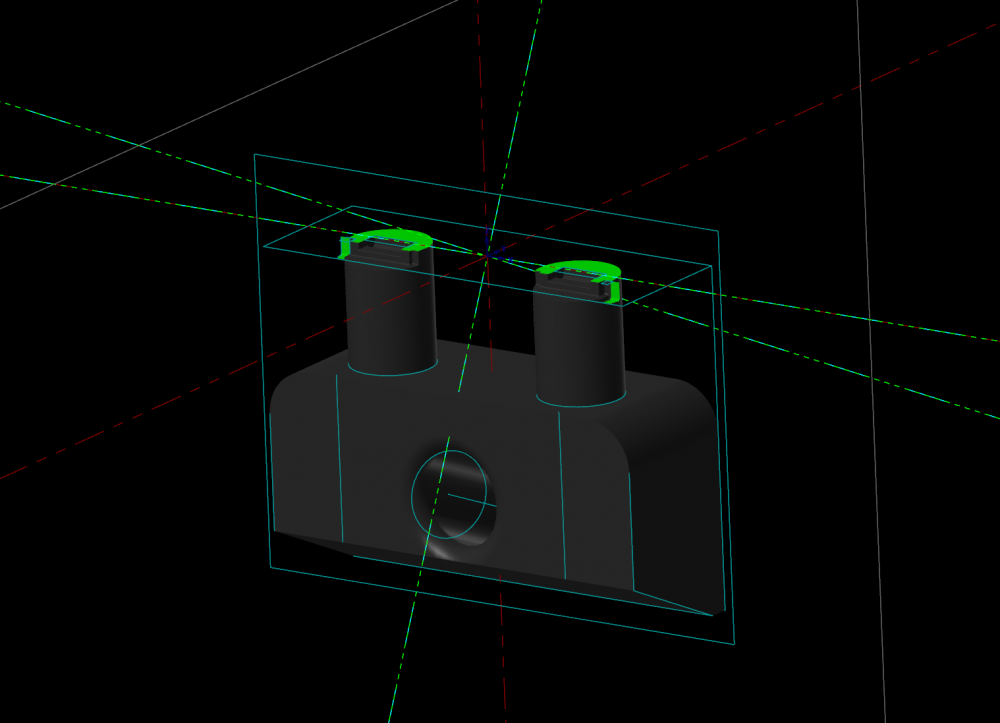
-
World coordinate / WCS wireframe hide toolpath wireframe in 2019
pullo replied to SlaveCam's topic in Industrial Forum
I don't use the F9 axes , instead I use the grid , a 50 x 50 mm square. 1. I know if something is the size of a house or the size of a pinhead by visually comparing it to my 50x50 . 2 at a glance I see my T/C plane is the same as the hole in the slider...
-
Even better , Windows defender is as suspended as legally possible Gracjan
-
World coordinate / WCS wireframe hide toolpath wireframe in 2019
pullo replied to SlaveCam's topic in Industrial Forum
The F9 button and "Toggle display on selected operations" (hide toolpath wireframe ?) are two different buttons, plz explain more..... Pullo -
Opening up 5-ax ops in 2019 has been speeded up compared to previous versions. it's either in the what's new or some CNC hero of the day proudly proclaimed on the other site that opening 5ax has become less painful . And I can attest to that. Just so that you know where you stand concerning your speed , plz try out the Benchmark 3.0 , I suggest in 2019 as there is a big leap forward compared to 2018 et al. I created a 933 MB file and opening the Planes tab was like a second.... there were four other sessions open besides this one , my PC is 4.6GHZ ... Gracjan
-
I ran this program on my machine : 1 I had to change Line 22 , ( the Y+1 to Y-1) so that I could be inside my limits 2. I had to correct the typo error in the M130 line from M130 FMAX to FMAX M130 otherwise the program ran somewhat fine ( in line 36 I added the Z 5.11 ): 36 L X+1.8375 Y-0.12 Z5.11 FMAX M3 It wasn't like I was looking at a swan dance , but as far as the program , if you make the changes I made, should run OK So the kinematics of the machine should be addressed if the machine does not behave properly. Gracjan
-
Do you keep the two rotating axes connected to the machine at all times i.e. are they set up as they should be? I have no experience with machines where you are adding rotating axes , but I would imagine you have to modify the kinematics of the machine to let it know that you have these rotary axes and you have to let machine know the position of the add on contraption , otherwise your M128 will not work. So in reiteration , do you think the machine is set up for 5-axis work as it should be, because a lack of movement when you give a Cycle 19 command would suggest that.... Gracjan