pullo
-
Posts
464 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by pullo
-
Setting up your Z: If you have a probe , use a probe. If you don't have a probe , get one . Heidehain without a probe is like a plane without instrumentation. You'll get there eventually, but in twice the time etc..... If you don't have a probe, use a shim , touch off on a flat surface , then switch to Hand Mode ( the black button with a hand on it) , press the orange button Z and enter the thickness of the shim as a positive value e.g. +0.05 mm or 0.001 in inch, done. ( that is if that surface is your zero in the Z axis) . Gracjan
-
Found it , must have typoed myself out of the answer the first time around....I just invented a new verb here Gracjan
-
Easy pizi , in Gringolandia you put the month first for your date, the rest of the world , day first then month....... in Heidenhain Conversational it's FEED first , then M codes ( max 2 pcs) . I thought you had a more serious problem here... Sort out your typos and then let's go from there... If you have your M130 coordinates in order, fine , someone knows vector math in MP , otherwise hard code it to 18 L IX+0 IY+0 IZ+0 FMAX M130 0 BEGIN PGM WW-5 MM 1 M129; 5AX POIS PAALTA DMU85 V1.6 06:19 16-08-18 2 PLANE RESET STAY ; TYOTASO OFF 3 *-T=17 PORA D= D6. ;> tool 0 .1 10. 5. 0. 10. 30. 50. 40. 10. 40. 30. 0. 10. 17 29 0 -80. 4 L Z-50. FMAX M91 5 *-Toolpl ORIGO X0. Y0. Z29. 6 * - PORA1 7 L A0 C0 FMAX 8 CYCL DEF 9.0 DWELL TIME 9 CYCL DEF 9.1 TIME 2.0 10 *-BLU T17 HALK= D6. NURKAN R= R0. 11 *-TP: Plane-18 WCS= Plane-16 12 TOOL CALL 17 Z S600 13 M3 M22; B-LOCK1 ;NO PRM INFO AVAILABLE 14 TOOL DEF17 15 L Y-650 Z-50 F6000 M91 16 PLANE SPATIAL SPA-23. SPB0 SPC0. TURN F5003 SEQ- 17 M22 M10 18 L IX+0 IY+0 IZ+0 FMAX M130 Gracjan
-
The M130 code is a very funky code , which will allow you to position right above your next point in the tilted coordinate system . I once did a lot of testing with this code and found that the silver bullet for that is L IX+0 IY+0 IZ+0 FMAX M130 on trunnion machines. You are getting here a whole day's worth of research , so treat it nicely The only people who I have seen use M130 in their posts is Camaix, so I'm guessing you use their post...like me. You did not tell us the nature of the alarm , but I am again guessing here the control told you that you hit an axis limit.... Gracjan
-
-.The 530 does not need to be drip fed . You need TNC remo , free software from Heidenhain and you can use a network cable . - The best post I have seen that comes from CNC Soft is called Generic Heidenhain_TNC530 3X mill . Ask your dealer for that. - Don't even look in the ISO direction with Heidenhain. - I don't have OCD , but N10 L M6 is silly on a Heidenhain . It can read N10 M6. If you wish to write that on the control (e.g. in the MDI ) , you don't start a line with the L button. you start it by pressing the orange X , Y or Z button , then press the No ENT and the coordinate letter will disappear. Then use the right arrow to get to the M letter.... - Your Heidenhain guy won't help with Mastercam , the other direction is possible - it is very seldom that the 530 is set up to need M6 . ... If you want it gone , there is a parameter for getting rid of that . Gracjan
-
Excerpt from bugs corrected in 2019 MU2: Gracjan
-
Colin , where is there mention of get_next$ ? Gracjan
-
The solution was not in the code being this or that. This expression will find me a line where the X and Y coordinates were left out due to modality : if (prv_x$ = x$ & prv_y$ = y$ & prv_z$ <> z$ ), "M113". But if write the code like this : pprintM113 if (prv_x$ = x$ & prv_y$ = y$ & prv_z$ <> z$ ), "M113". plin$ n$, sgcode, x$,y$,z$,pcc,pfr,pprintm113,e$ then what happens is that as I output X, Y an Z and THEN COMPARE their previous values to the present ones , I am a bit late here and am in fact comparing identical values as the prv_ values were updated upon output . But if I pick up the values of prv_x$ and prv_y$ and prv_z$ before output I will really get the previous values , not the present ones. pprintM113 if (help_x = x$ & help_y = y$ & help_z <> z$ ) , "M113" plin$ help_x = prv_x$ help_y = prv_y$ help_Z = prv_z$ # now I am picking up the right previous values as they precede the next line n$, sgcode, x$,y$,z$,pcc,pfr,pprintm113,e$ Gracjan
-
I finally figured it out . I did the comparison of x$ , y$ and z$ with their prv_ values after I had tried to output them . Therefore the prv_ values were always identical to what I had output and there was no trigger. Once I picked up the prv_ values upstream the code started to work. Gracjan
-
Finally I have closure , the man himself showed up )))) . Me plesha, it was a cool mind twister . Gracjan
-
One of the reasons I like the Verisurf command is that in many cases I need a new plane where I need to nudge the plane 10 to 15 degs in order for the holder to fit next to a vertical wall. The fact that The Verisurf rotates the new plane AND IMMEDIATELY rotates the Graphics view so that you are seeing the machining as the spindle does it is a time saver in evaluating the suitability of the new tool plane . Gracjan
-
The function Rotate plane and Rotate WCS were last seen in Mastercam in X9. But the same function still exists in the free Verisurf addon. It's called WCS XYZ-ABC. I would compare Dynamic Plane to a Swiss knife . Yes you will get everything done with a Swiss knife if it's the only tool you have , but other , specialized tools will perform even better. You just need a bigger tool box Gracjan
-
The control adds ERROR to the line because you have an error in your code (typo ) . But right now you have described your problem as " I can't start my car " . The least you could do is take a pic from your control screen where we can see the whole ERROR line. But that will just describe the error better , but it won't lead to a solution. I have two 530s here , so if you want help, e-mail me your post and the Mastercam file. I can then correct the post and proof it on the controls. I have been doing only Heidenhain for the past 30 yrs . Gracjan
-
Colin , I usually love to figure these things out for myself , but there are many things you mentioned that are intriguing/interesting . So I'll give it a few more jabs and then send it over to You. Gracjan
-
This is a post I have been nurturing since 1992 . It's for Heidenhain 415. For this control to move smoothly , I need to introduce M112 Txx.01 where T is the loosened tolerance of the toolpath and M113 turns it off. This was taken out of action in the next Heidenhain control , the 425 and replaced by CYCLE DEF 32.0 as it is difficult to work with... The thing is that M112 actually introduces a "fillet" at the control level. And as you know you cannot fillet a fillet, so one has to turn this off before an arc movement as it will be most probably tangent to the previous element ( line) . But it's not that easy , I found out that you have to turn it off one linear movement before an arc is output. Now the only case when my movement stops is when I have a line: (In Heidehain L is a linear line or G01 and C is circle ) L Zxxx.xxx . It has to be L Zxxx.xxx M113 . Hence my need to find out if X and Y were modally left out . There is something tricky working with the prv_ values when it comes to x , y and z , but I 'll iron it out Before dynamic came along I just simply turned off arc interpolation in all 3d toolpaths, but with dymanic the control starts to starve on the code .... hence my need to reintroduce arcs into 3d toolpaths. Gracjan
-
I would have thought that the addition of prv_z$ <> z$ would have curbed the unnecessary outputs , but so far it has not . Than You guys for showing me some new directions I can go . The code works so far so I can machine , but I'll try to implement the other stuff whenever I develop some free time. Gracjan
-
What the if (prv_x$ = x$ & prv_y$ = y$ ) , "M113" is doing is legitimate , it's just that it's covering more cases that I need ... I just need the cases where there is just a L Zxxx.xxx move ..... Gracjan
-
Right now I'm using a line : if (prv_x$ = x$ & prv_y$ = y$ ) , "M113" to add the M113 to the end of the line , but it's adding in many more M113 's than is necessary . It should only add an M113 if the line reads : 4444 L Zxx.xxx M113 i.e. only the Z coordinate creates a movement. I know this might sound cryptic, but I'll explain more if the need arises. Gracjan
-
Jeff , You OK ? Gracjan
-
MasterCam 9: Communications error: Parity Error
pullo replied to DonavanWhisler's topic in Industrial Forum
This is a pretty local , on the spot question. What control , how long is the cable, has the cable worked before ..... HAVE YOU READ YOUR CONTROL MANUAL ? "CNC Milling Machine" Gracjan -
that was an operating system I believe.....
-
Yeah , Fortran for sure , you forgot Pascal ? Methinks it's C and then add the appropriate amount of pluses.... (C-hooks ? ) Gracjan
-
Same here , works fine on my system , almost the cheapest Quadro I could find (250E) , WIN10 - frozen in time ver 1703 . Gracjan
-
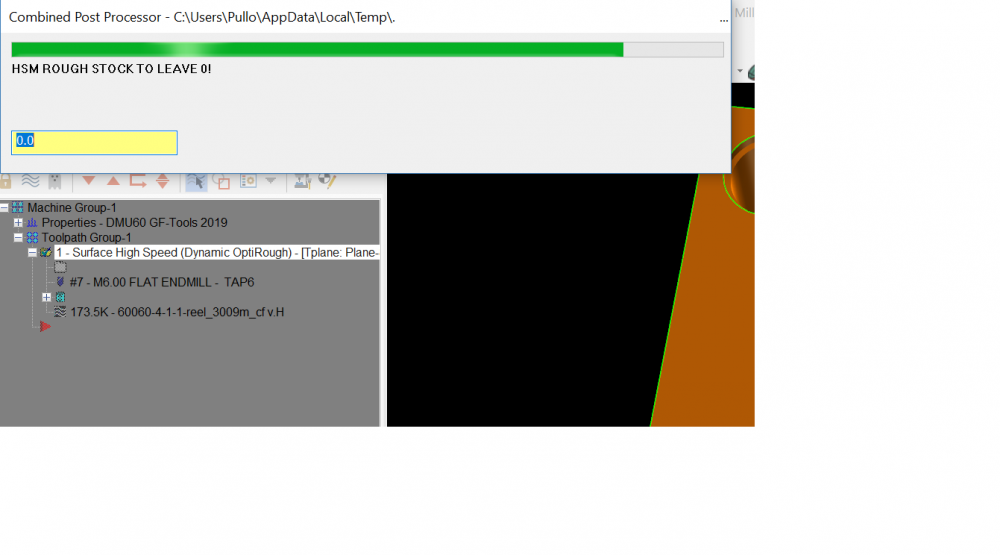
"beta" ? Sounds so ominous and grandiose . I reported into the teens of errors and the cutoff date I think just came and it was time to plop one out , the biggest work stoppers repaired . The name 2019 implies that there was still time to work on it .... Anyways I'm glad 2019 is out as it is such an improvement over 2018 in terms of overall stability. And now for some proactivity : What I suggest is you build into your post a warning of what your roughing parameters are . I get a heads up if roughing stock is set to zero during posting . There is a new function for accessing the numerous stock values in the HSS toolpaths . Gracjan
-
Thanx guys , appreciate the appreciation , finally the Uni degree paid off Gracjan