AHarrison1
-
Posts
580 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AHarrison1
-
I am fairly certain of that. Someone can test this in 2023 if they want to verify.
-
New to 2024
-
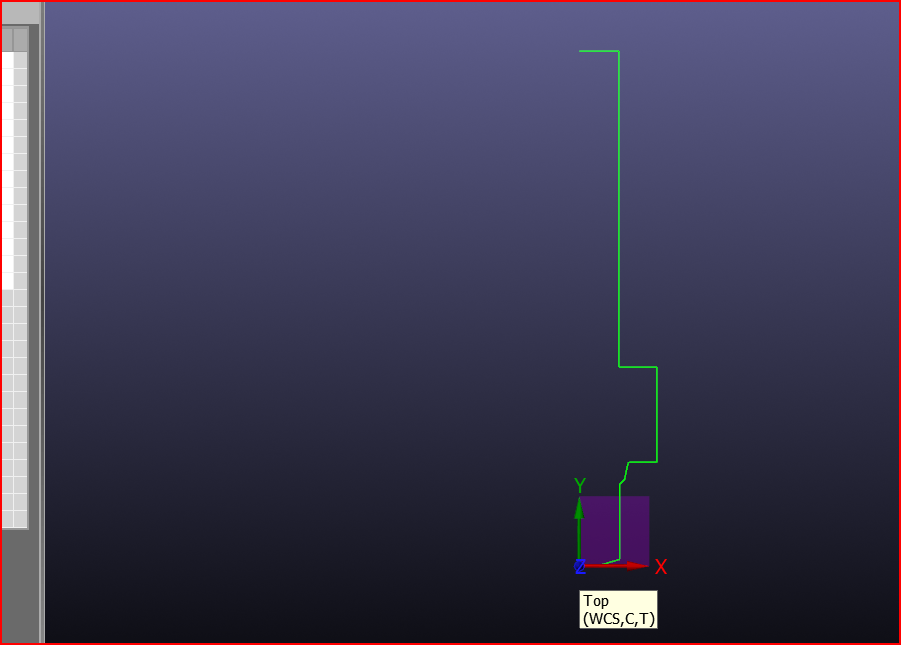
Red goes straight or direction of next chain, blue (or green in 3d) is alternate
-
No different really than the earlier versions, 2.23 and 2022 both had 4 patches Here is a link to resolved issues for 2024 https://cnc-prod-downloads.azureedge.net/public/public/general/mastercam2024-update1-resolved-issues.pdf?sv=2021-08-06&ss=b&srt=o&se=2024-01-23T19%3A57%3A53Z&sp=r&sig=j2vfmFLabBuJ63tjcLE1WuXyulsmmfqewMEMpmpLW1E%3D
-
Through that drop down, I changed the font to bold (left) compared to regular (right
-
Look at the options under this dropdown
-
Create a contour program maybe an inch or 2 in from your table extents, make it a sub-routine (after m30) loop sub-routine (n) times.
-
My orientation has always been xy plane.With step files make sure no extra geometry is created with wireframe
-
Anyone know how cutting tools are manufactured?
AHarrison1 replied to Metals and materials's topic in Educational Forum
magic... pffft... that there is pure witchcraft...the craftiest kind of witchcraft at that. -
Which I'm sure most people who use the mill package would agree with. Mill-Turn is a whole different product which handles differently than regular Mastercam and requires a lot of interaction with re-sellers. There has been talk of features being unlocked for future releases, but for now if it relates to Mill-Turn, it is best to speak to your re-seller.
-
If this is an issue for you, I would suggest getting hold of your re-seller, especially for the Mill-Turn product.
-
What version are you referring to? Planes are not only linked to toolpaths, there could be links to viewsheets, stock models, merged parts or downloaded files of tools/toolholders. Custom planes in multi axis also comes to mind.
-
Anyone know how cutting tools are manufactured?
AHarrison1 replied to Metals and materials's topic in Educational Forum
Been there...done that... Worked at a place once where you went to the tool crib to get a ball nose and they would give you a carbide blank and directions to your nearest tool-post grinder. -
I can confirm the behavior for the 1st part. The Z depth stays unchecked for the session that Mastercam is open. I tested this by jumping between various files within the same session. Upon closing and opening Mastercam the the Z depth reverted back to being checked. I cant find anything in config that effects this.
-
I'm using 2024 as well, maybe a PC restart is in order. Funny how different things are effected on different machines, mine, for eg, as soon as I loaded 2024 PB1 I could not use solid edges to drive toolpaths, As soon as I try then Mastercam crashes. The odd thing is that it effected the previous versions too. So now I have to use wireframe.
-
I've gone through the config settings and cant find anything that has an effect on that switch. On my system the switch stays on. Tested this by switching between files and re-starting Mcam with the same result.
-
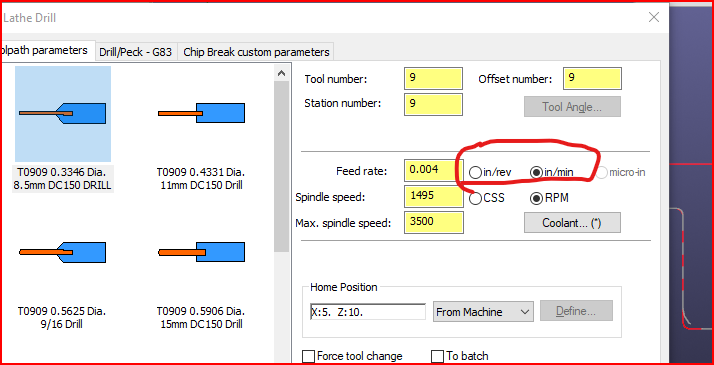
This might be a post issue, mine posts out what I have set for both drilling and turning.
-
From what I can see G99/G98 are triggered from within the parameter page of the toolpath. I believe the choices are there to give users control of output without having to change configurations or definitions
-
My approach has been to copy Machine/Control Def, Posts and tool libraries to network and create shortcuts for each on the network then replace the local files with the shortcuts so no need to re-map within Mastercam. This has worked for me on a small scale level (6 seats) for the last few years.
-
https://www.carbideanddiamondtooling.ca/Indexable.Carbide.Dovetail.Milling.Cutters.DX.DXL https://www.mscdirect.com/browse/tn/Indexable-Cutting-Tools/Indexable-Milling/Indexable-Milling-Cutters/Indexable-Dovetail-Cutters-Sets/Indexable-Dovetail-Cutters?navid=2107218&refinements=Shank+Diameter%3A1+in https://www.haascnc.com/haas-tooling/milling/indexable_dovetail_c/01-0521.html The Haas one seems to be the closest to what you are looking for
-
https://www.harveytool.com/products/specialty-profiles/dovetail-cutters/?utm_source=Pardot_Email&utm_medium=Email&utm_campaign=Harvey_Email_Dovetails_Dec23 Below is more for educational purposes https://www.harveyperformance.com/in-the-loupe/7-common-dovetailing-mistakes/?utm_source=Pardot_Email&utm_medium=Email&utm_campaign=Harvey_Email_Dovetails_Dec23
-
Which is a fair enough query, but then how many factors will influence that non-hard quote so you end up with a figure much like tooling sfm recommendations i.e 160sfm to 490sfm. That is a pretty large swing. Someone might respond and say they spent $1000 10 years ago someone else paid $10000 because of where they are located. Too many variables to get even a reasonably 'in-accurate' cost Factor in the OP's 40+ machines at 35k and you get about 3.5k for your 4 machines...+/-2.5k. JParis gave sound advise, call them.
-
You actually saw 35k, but maybe the OP did actually mean 35000
-
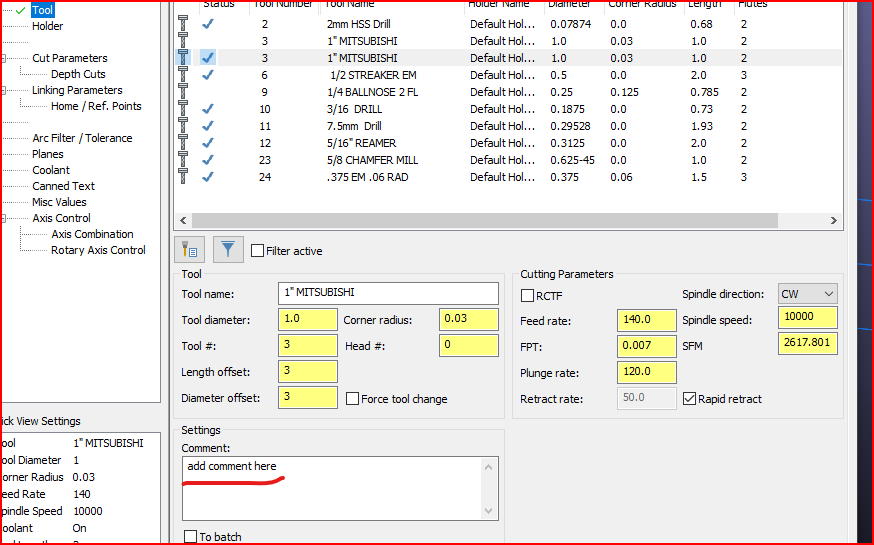
The force tool change will then send the machine to home position and break the operations. If OP is fine with Tool returning home after each operation than that is certainly viable. Put the tool # in the comment
-
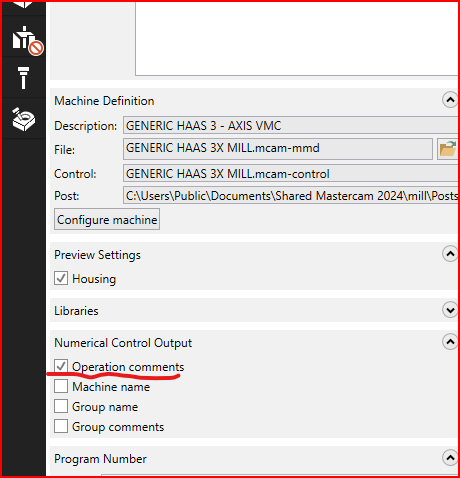
I am not aware of any setting to enable this. I would suggest maybe adding a tool comment per operation and posting the comment out(1). Be sure to enable Operation comments in Machine group Setup(2)