Search the Community
Showing results for tags 'Okuma'.
Found 16 results
-
 Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp
Hello everyone, I'm new to okuma programming and so far only know Heidenhain. (measuring was standard here and much easier) Is it possible to write a macro on my horizontal machine that measures / calculates the angle between two points in x and then rotates this value in the program so that I have "aligned" the workpiece? Okuma MA 600 hii with renishaw. maybe someone has such a macro? Many thanks in advance Regards Philipp -
Hello, I have a problem with my Okuma Mu 400 VA. We bought this machine a few weeks ago and I ran a few tests on it but it wont make a full 5 axis cut. I read about TCPC (G169) on Okuma and tried it but it throws an error. I cant find a solution maybe someone can help me out here?
-
 Hello All, This post is for an Okuma MV460-VE with a OSP-P300MA Controller. I'm trying to write a custom probing cycle using one of the custom drill cycles in Mastercam 2021. I constantly have to write out by hand a program that probes the location of two dowel holes where one of them is 0,0 and the other is at some angle. The program then compares the actual measured angle to the nominal and makes a correction with work coordinate rotation. I have written custom drilling cycles to use probing before, but I have never needed the points to make a calculation. Where I'm stuck is how do I "get" the points inside of my custom drill cycle so that the post can calculate the angle between the points so that it can be posted out with the rest of the code? Here is my hand written code: (PROBE DATUM B - SET P1 WORK OFFSET) (PROBE DATUM C - FIND ACTUAL ANGLE ) (T32 - PROBE) G116 T32 (STAGE NEXT TOOL HERE) M201 (LOOK AHEAD OFF) (PROBE DATUM B - DIA 0.2502 - SET P1) (POSITION PROBE) G15 H1 G90 G00 X0.0 Y0.0 G56 HA G00 Z2.0 CALL O9832 (PROBE ON) CALL O9810 PZ=-0.5 (PROTECTED MOVE INSIDE DATUM A HOLE) CALL O9814 PD=0.2502 PS=1 (MEASURE DATUM A AND SET P1) CALL O9810 PZ=0.25 (PROTECTED MOVE OUT OF HOLE) CALL O9810 PX=9.0720 PY=3.7335 (PROTECTED MOVE TO DATUM C) (PROBE DATUM C - DIA 0.2502 - FIND ANGLE) CALL O9810 PZ=-0.5 (PROTECTED MOVE INSIDE DATUM C HOLE) CALL O9814 PD=0.2502 (MEASURE DATUM C POSTION) CALL O9810 PZ=0.25 (PROTECTED MOVE OUT OF HOLE) CALL O9833 (PROBE OFF) VS120 = VS75 (STORE DATUM C X POSITION) VS121 = VS76 (STORE DATUM C Y POSITION) (CALCULATE ACTUAL ANGLE) VS122 = ATAN[VS76/VS75] (CALCULATE CORRECTION AMOUNT) VS123 = 22.369 - VS122 IF[VS123 LT 0]NSKIP VS124 = VS123 (NEGATIVE ANGLE MATH) NSKIP VS124 = [VS123 + 360] (ROTATE ENTIRE WORK COORDINATE SYSTEM) G17 G11 X0.0 Y0.0 P=VS124 M202 (LOOK AHEAD ON) G30 P1 REST OF PROGRAM...... Here is the custom probe cycle I wrote that works ( it's probably sloppy but it works): if drillcyc$ = 8, [ pcom_moveb probe_Dia = peck1$ tool_wear = peck2$ probe_zvalDepth = depth$ probe_Feed = feed probe_zvalRetract = refht$ noform_probeDia = peck1$ noform_Tool = peck2$ pbld, n$, "M201 (LOOK AHEAD OFF)", e$ pbld, n$,"(POSTION PROBE)", e$ pbld, n$, pxout, pyout, e$ pbld, n$, "CALL O9832 (Probe On)", e$ pbld, n$, "CALL O9810", *probe_zvalDepth, *probe_Feed, "(Protected Move to Bore Measurement Height)" e$ pbld, n$, "CALL O9814", *probe_Dia, "(Measure Diameter)", e$ pbld, n$, "VC120 = VS78", e$ pbld, n$, "CALL O9810", *probe_zvalRetract, *probe_Feed, "(Protected Move out)" e$ pbld, n$, "CALL O9833 (Probe Off)", e$ pbld, n$, *sg00, initht$, e$ pbld, n$, "(CALCULATE DIAMETER OFFSET ADJUST T",*noform_Tool,")", e$ pbld, n$, "VC121 = VC120 - ", *noform_probeDia, e$ pbld, n$, *tool_wear, "= [VC121/2] +", *tool_wear, e$ pbld, e$ pbld, n$, "M202 (LOOK AHEAD ON)", e$ #pcom_movea ] pcom_movea Basically I just need to figure out how I can have the post calculate the "22.369 deg" in my hand written code and then I can figure out the rest. Thanks for any help, I'm really scratching my head because I'm not a computer programmer by any means!!
Hello All, This post is for an Okuma MV460-VE with a OSP-P300MA Controller. I'm trying to write a custom probing cycle using one of the custom drill cycles in Mastercam 2021. I constantly have to write out by hand a program that probes the location of two dowel holes where one of them is 0,0 and the other is at some angle. The program then compares the actual measured angle to the nominal and makes a correction with work coordinate rotation. I have written custom drilling cycles to use probing before, but I have never needed the points to make a calculation. Where I'm stuck is how do I "get" the points inside of my custom drill cycle so that the post can calculate the angle between the points so that it can be posted out with the rest of the code? Here is my hand written code: (PROBE DATUM B - SET P1 WORK OFFSET) (PROBE DATUM C - FIND ACTUAL ANGLE ) (T32 - PROBE) G116 T32 (STAGE NEXT TOOL HERE) M201 (LOOK AHEAD OFF) (PROBE DATUM B - DIA 0.2502 - SET P1) (POSITION PROBE) G15 H1 G90 G00 X0.0 Y0.0 G56 HA G00 Z2.0 CALL O9832 (PROBE ON) CALL O9810 PZ=-0.5 (PROTECTED MOVE INSIDE DATUM A HOLE) CALL O9814 PD=0.2502 PS=1 (MEASURE DATUM A AND SET P1) CALL O9810 PZ=0.25 (PROTECTED MOVE OUT OF HOLE) CALL O9810 PX=9.0720 PY=3.7335 (PROTECTED MOVE TO DATUM C) (PROBE DATUM C - DIA 0.2502 - FIND ANGLE) CALL O9810 PZ=-0.5 (PROTECTED MOVE INSIDE DATUM C HOLE) CALL O9814 PD=0.2502 (MEASURE DATUM C POSTION) CALL O9810 PZ=0.25 (PROTECTED MOVE OUT OF HOLE) CALL O9833 (PROBE OFF) VS120 = VS75 (STORE DATUM C X POSITION) VS121 = VS76 (STORE DATUM C Y POSITION) (CALCULATE ACTUAL ANGLE) VS122 = ATAN[VS76/VS75] (CALCULATE CORRECTION AMOUNT) VS123 = 22.369 - VS122 IF[VS123 LT 0]NSKIP VS124 = VS123 (NEGATIVE ANGLE MATH) NSKIP VS124 = [VS123 + 360] (ROTATE ENTIRE WORK COORDINATE SYSTEM) G17 G11 X0.0 Y0.0 P=VS124 M202 (LOOK AHEAD ON) G30 P1 REST OF PROGRAM...... Here is the custom probe cycle I wrote that works ( it's probably sloppy but it works): if drillcyc$ = 8, [ pcom_moveb probe_Dia = peck1$ tool_wear = peck2$ probe_zvalDepth = depth$ probe_Feed = feed probe_zvalRetract = refht$ noform_probeDia = peck1$ noform_Tool = peck2$ pbld, n$, "M201 (LOOK AHEAD OFF)", e$ pbld, n$,"(POSTION PROBE)", e$ pbld, n$, pxout, pyout, e$ pbld, n$, "CALL O9832 (Probe On)", e$ pbld, n$, "CALL O9810", *probe_zvalDepth, *probe_Feed, "(Protected Move to Bore Measurement Height)" e$ pbld, n$, "CALL O9814", *probe_Dia, "(Measure Diameter)", e$ pbld, n$, "VC120 = VS78", e$ pbld, n$, "CALL O9810", *probe_zvalRetract, *probe_Feed, "(Protected Move out)" e$ pbld, n$, "CALL O9833 (Probe Off)", e$ pbld, n$, *sg00, initht$, e$ pbld, n$, "(CALCULATE DIAMETER OFFSET ADJUST T",*noform_Tool,")", e$ pbld, n$, "VC121 = VC120 - ", *noform_probeDia, e$ pbld, n$, *tool_wear, "= [VC121/2] +", *tool_wear, e$ pbld, e$ pbld, n$, "M202 (LOOK AHEAD ON)", e$ #pcom_movea ] pcom_movea Basically I just need to figure out how I can have the post calculate the "22.369 deg" in my hand written code and then I can figure out the rest. Thanks for any help, I'm really scratching my head because I'm not a computer programmer by any means!! -
Hey all, This is my first post here. I'll skip pleasantries and get right to what I need help with. So far I have learned a ton from this forum, a really great group of people with a ton of knowledge. At our shop we have an M560 Mill and we want to start running some 5axis or at least 3+2. We went out and picked up a Tsudakoma TWA-160 Trunnion. The way we have it set in the machine is on the +X far side of the table with the actual body running in Y if that makes sense. Basically The table would tip down towards -X. I cannot seem to find anything on finding the center of rotation for a Trunnion that goes +30 -110. Would you "Trust" the manufactures claim that it's 55mm below the top of the table (minus Subplate) or how do you find that out. I have quite a few years of 3 axis and 4 axis lathe (machining and programming) experience, but this has me a little stumped. If you could help even just point me in the right direction to find the information on my own, I'd greatly appreciate it.
-
Okuma MB4000. Has anyone seen this? HSK63 holder. We've changed the spindle location for tool change and are trying to see if that fixes it. Brand new machine.

-
 Greeting Everyone, I am in need of a Probing (Gauging?) Manual for an Okuma OSP-P100M Control. Can anyone help me out... Thanks, Colin
Greeting Everyone, I am in need of a Probing (Gauging?) Manual for an Okuma OSP-P100M Control. Can anyone help me out... Thanks, Colin -
Will mcam work with Okuma TurnCut? Im totally new to this OSP feature. Looks pretty cool...on youtube. Anyone here ever use it? Is it worthwhile? ...survey time..
-
Helloo, I'm new to this forum, but i have got alot of good info from here so thank you all! Now i'm facing a problem that our Okuma M560 with OSP-P300 and it's .LIB file... I wanted to add G116 logic to our machine that controls the toolchange that we dont have to manually enter M64 each time wrong tool is prepared and we want to start a program. We are getting the 5223 error that says buffer overflow... We are using .lib file that allready has tool measurement macros in it and if i increase the size of the file by adding just a coupe of lines, then we get this error... So my question is. Is there a way to increase buffer size (at the moment its only 5Kb?) or can i rewrite the .lib file that it is selecting automatically a smaller program that contains CALL or GOTO-s to another program in MD1 directory? Thanks for your help!
-
I am the general how can I help the shop make money guy. We have an okuma millac 1000vh that we have been having problems getting mastercam to post out right. We had a guy that worked for us trying to get it correct but he no longer works for us. We went to our Mastercam dealer and they could not get a post to work on our Cincinnatti T35 so we are not asking them for help on this. I have filled out a request through this site for a post. However my question is do we need to have a post created at all? I see all kinds of things about mastercam can be configured with the base posts to do anything, I see you cant do anything and need an unlocked mastercam post to edit. So these are some of the problems we are fighting; 5 axis rotary motion not oreninting correct, 0 Can 3 axis cycle works not G19 correctly Tilt plane shifting does not work Rotary curvic for position does not lock head and table (m10,M12) G43.1 does not come in at right location in program What is the best direction to go from here? (Fanuc 30i, 5 axis bridge, 4 ax on head, 5 axis rotary table.)
-
In our efforts to go paperless on the shop floor, we have installed Cimco V8 on all of our Okuma Controls. Most of my machines are running Windows XP & that was a problem for installing the latest version of Cimco. Cimco V8 does not support XP. Well, it didn't. After visiting with Jayson and the folks at Cimco during the most recent IMTS, I explained what I wanted to do, & they provided an update that allowed V8 to be installed on a pc running XP. Now my operators have setup sheets, prints, edit & backplot capabilities right at the machines. Many thanks to Jayson, ShopWare, & Cimco! My operators are very happy with this. I was recently at Methods Machine in Boston checking out a Nakamura Tome. They have Windows 8 64 bit on top of their Fanuc controls. I just happened to have a Mastercam Machine Sim presentation.exe on my thumb drive so I opened it up on the control and it worked great. I know Naks have their own simulation, but I thought this was added value for the operator.
-
Hey everyone, I'm working on getting our Okuma post to be able to use the available offset options in the control (HA/DA. HB/HB, HC/DC). We had help getting this option for tool changes and null tool changes, however I'm trying to get it to work in between different ops with the same tool number. Here is an example of the logic in the ptlchg0 block: if tlngno$ > 1000 & tloffno$ > 1000, [ if tlngno$ = 8000 & tloffno$ = 8000 & tlngno$ <> prv_tlngno$ & tloffno$ <> prv_tloffno$, [ pbld, n$, "G56", pfzout, "HB", "DB", scoolant, e$ ] if tlngno$ = 9000 & tloffno$ = 9000 & tlngno$ <> prv_tlngno$ & tloffno$ <> prv_tloffno$, [ pbld, n$, "G56", pfzout, "HC", "DC", scoolant, e$ ] ] else, [ pbld, n$, "G56", pfzout, "HA", "DA", scoolant, e$ ] As you can see, I'm trying to get it to recognize and output the new offset value only if it has changed. It's still posting out whatever offset value is active regardless if it was previously active or not. I may just be trying to put it in the wrong spot or maybe the logic just isn't right. Any help is always appreciated!
-
Hello everybody... I am new to this forum, and i am from Denmark. (so sorry in advance for the spelling/grammatic errors ) I am currently employed as a cnc-operator where i have been working on 6 cnc lathes all with siemens c200 iso programming software. But now my boss bought me an Okuma LC10 with OSP 5000 software and i am programmin this for the first time. I have some issues programming the thread cycle for this, and was hoping there was somebody out there that could help med with this. I need to make a standard 1/2" BSP thread. starting in Z-5.5 X20.955 and ending in Z-17.3 X20.955 Here is my program so far, if you are running Okuma, you would probably think this looks wrong, i dont really know, i have only programmed for Siemens before. T0808 (NC Drill) M03 S750 G0 X0 Z2 G1 G95 F.1 Z-2 G0 Z50 X500 Z800 T0101 (8.9 mm Drill) G0 Z2 X0 G1 G95 F.08 Z-18.25 G0 Z50 X500 Z800 T0505 (6 mm Drill) G0 Z2 X0 G0 Z-16.5 G1 G95 F.08 Z-26 G0 Z50 X500 Z800 T0404 (Internal turning) M03 S2500 G0 X13 Z2 G1 G95 F.1 Z0 X8.97 B0.7 Z-16 F.03 Z-18 F.06 X5.95 B0.8 Z-18.8 G0 Z50 X500 Z800 T0606 (roughing and finishing outside) G0 X26.5 Z2 G1 G95 F.2 Z-5.5 F.12 Z-26.3 X30 G0 Z5.5 X21.25 G1 G95 F.12 Z-20.3 X30 G0 Z2 X7 G1 G95 F.08 Z0 X12.8 B0.85 Z-3 X13.1 Z-6 X20.9 B2 Z-20.5 X26 B0.6 Z-26.5 X30.25 B1.5 Z-28 X35 G0 Z50 X500 Z800 T0707 (finishing clearance) G0 Z-17.3 X22 G1 G95 F.03 X17.5 X20.8 Z-20.5 X27 F.06 G0 X50 Z50 X500 Z800 T0202 (Thread cycle) G0 Z-4 X20.955 ""Here is where the threadcycle should be"" My normal threadcycle is L97 and goes like this - R20=1,8142 R21=20,955 R22=-5.5 R23=0 R24=-0.9071 R25=0 R26=0 R27=0 R28=-15 R29=0 R31=20.955 R32=-17.3 L97 But i dont know if the okuma can read this, it seems to me that it dont. I hope you can help me.
-
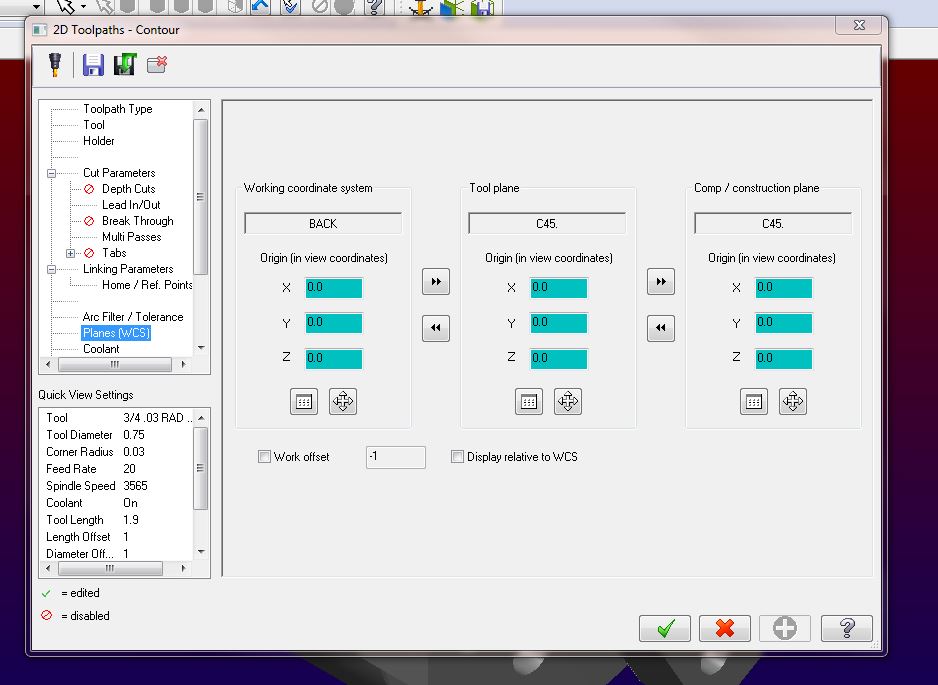
So I am messing around with a sample part and getting use to setting up planes for a mill/turn. I saw the pdf for setting up the planes which works great. I am just wondering if I should have my WCS set to top or back?

-
 Hi everybody, I am new in this forum, as you see I am looking for a post processors, I need a post processor for a HWacheon Lathe series Oi-T (Fanuc control), currently I program in MasterCam X5. The lathe has one turret... Thanks in advance Regards
Hi everybody, I am new in this forum, as you see I am looking for a post processors, I need a post processor for a HWacheon Lathe series Oi-T (Fanuc control), currently I program in MasterCam X5. The lathe has one turret... Thanks in advance Regards -
I have an Okuma LB3000 Lathe with live tooling. Im using Mastercam X7 MU1. Im wondering which post I should start with and are they capable of Macro programming??? The macro part isn't a huge deal but I thought Id throw this question out there instead of trying them one at a time. Any feedback is much appreciated. Thanks!!!
-
I have an Okuma LB3000 Lathe with live tooling. Im using Mastercam X7 MU1. Im wondering which post I should start with and are they capable of Macro programming??? The macro part isn't a huge deal but I thought Id throw this question out there instead of trying them one at a time. Any feedback is much appreciated. Thanks!!!