Leaderboard



Popular Content
Showing content with the highest reputation on 04/08/2024 in all areas
-
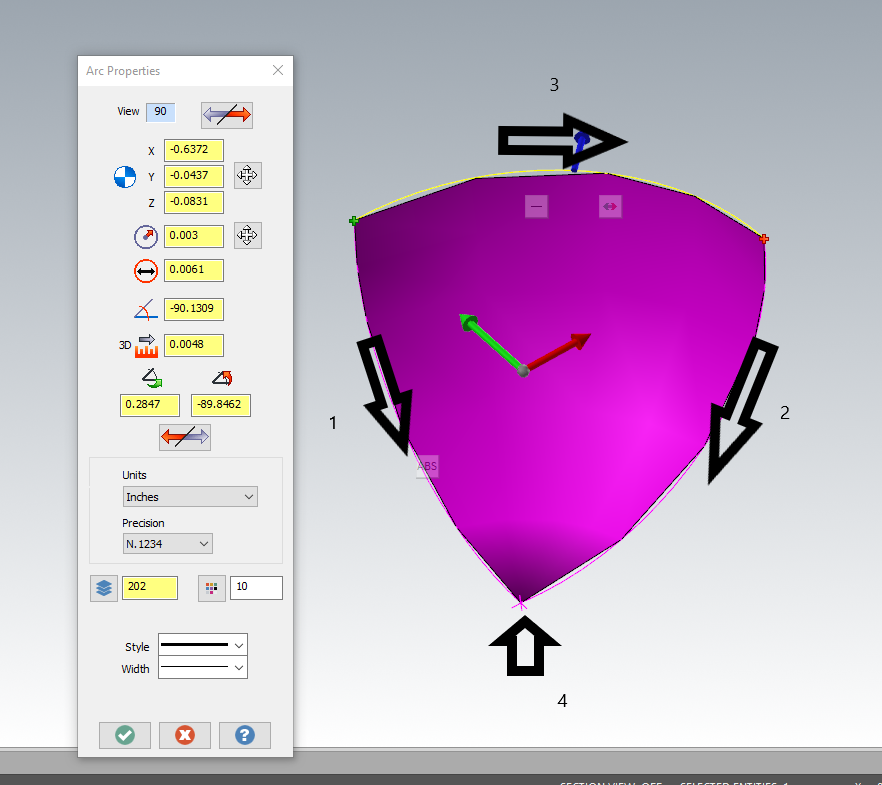
.003" yes, definitely a size issue....scale it up 50 times...make your surface, then scale it back down to make a Coons, the selection order
 3 points
3 points -
We had a Fanuc controlled VTL that was very touchy about arcs A Fanuc service tech came out and adjusted some parameters that controled the tolerance of arc endpoints and radiuses. That solved the problem2 points
-
Sorry been on the road for the last 6 weeks and still on the road the next 4 weeks and was killing a little bit of time on my 16 hours home between trips. Was trying to give you more feedback, but out of space to post up more screen shots than what I did. It was education file and as such only a few people could even open it. Like I said I don't have an older version of Mastercam on this computer so what good would have it done to post it up anyway? qc (at) mastercam (dot) com is where you are more than welcome to report the issue you have found. You came in blaming the software and its lacking and I wanted to help point you in the direction to know it was possible. Free time is funny when people try to be helpful to others thinking someone else owes them something. I helped on my own dime taking away from other things I could be doing and sorry I did it in a hurry taking care of 5 other things at the same time. Your attitude is what I suspected it was going to be when reading that first posting and like the last 21 years on this forum you have followed it to a script. Come in blaming Mastercam for its shortcoming. Get upset when someone shows you that yes it can do what was asked and when others point out that you are being an a$$hole then deflect it on to them verse being a person and admitting you came in with a axe to grind verses looking for real assistance. Was is possible? Yes it was. Was it shared in a way others can help with? No it was not, but you got answers anyway, Now your upset that yes the software can do what you want just not the way you feel it should do it and as such it is crap software because you don't like the way it does it when it can do exactly what you originally asked for was can it do it. That about sum it up? Is this a bug? How would any us know if it is a bug or not? We can theorize all day long and call things we find bugs. I do the same thing all the time calling things in Mastercam bugs, but when it could get the job done with some settings that needed to be changed does it make a bug or a user preference?2 points
-
Thanks for your help everyone! I did scale it up and than create the coons surf, and scale it back. It looks like it should work for me.1 point
-
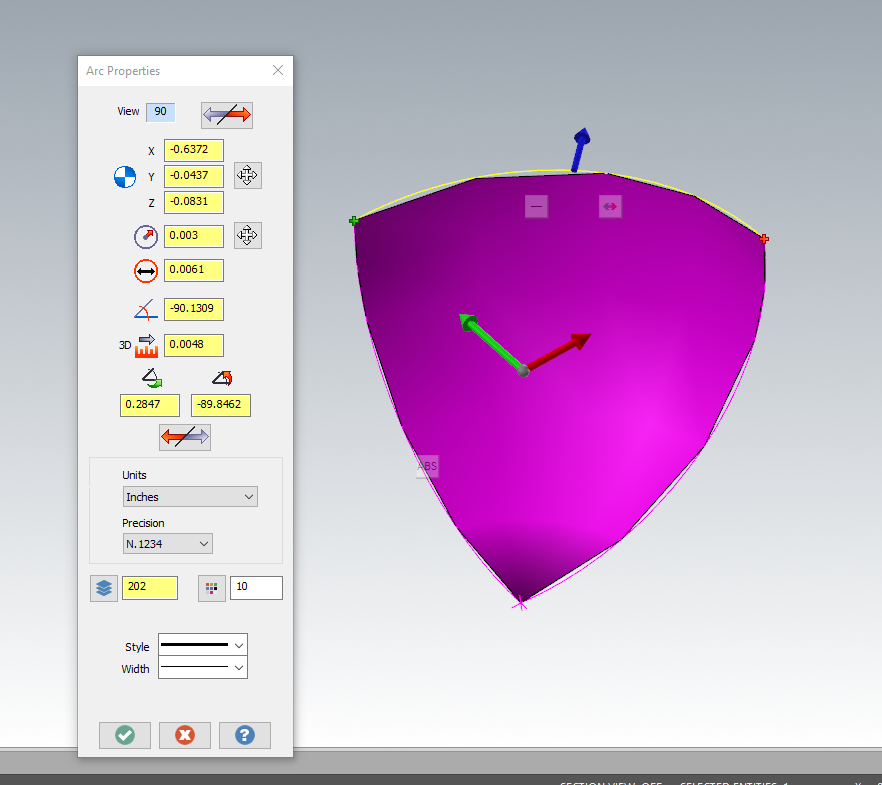
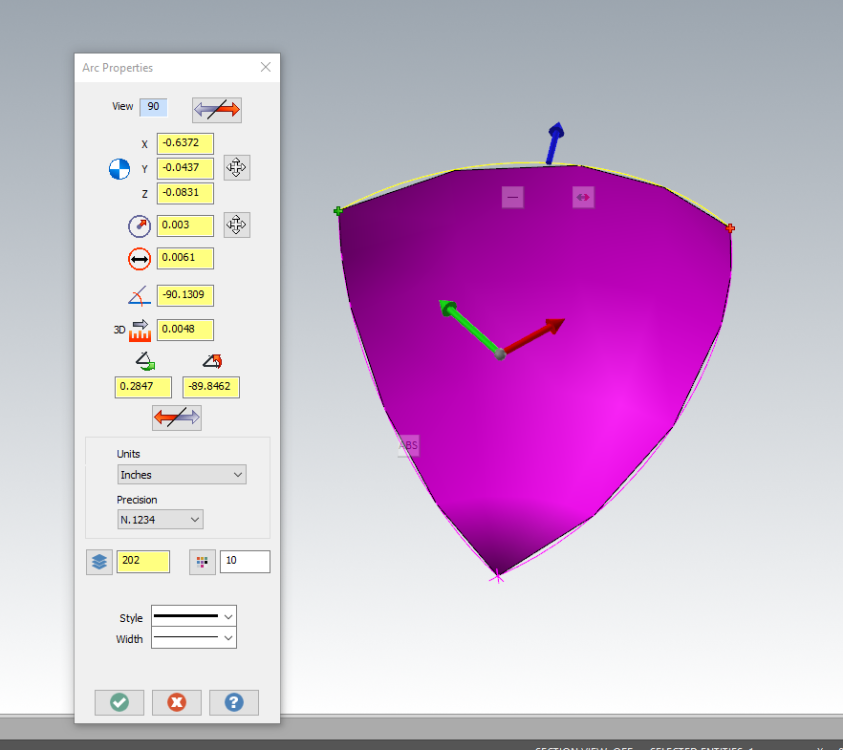
Power Surface. Thank you Verisurf for sharing this awesome tool with Mastercam.1 point
-
Oh...I just found out that cruzila has proposed 2D tool paths...! Sorry for the repetition...
 1 point
1 point -
My brain was thinking Verisurf, but my fingers typed Vericut1 point
-
The ModuleWorks 5X toolpaths are licensed from ModuleWorks in Germany. Everything else is created and maintained by CNC Software. That includes all the old legacy 5x toolpaths, 2 and 3d contouring, pocketing, high speed surfacing, drilling, 2 and 3D dynamic roughing and finishing and all lathe toolpaths. To Mastercam's credit, the toolpath filters are much better than they used to be. It used to be a little scary using the filter because you never knew when a filtered toolpath was going to get a glitch and blast through a wall or an arc was going to wipe out a part with a 358° move instead of the desired 2° arc. Filtering used be scary, I worked with people who would not use filtering under any circumstances... even if they had to break a file into multiple programs to get it in the machine. Filtering is much more reliable and safer than it used to be. It has been years since a filtered toolpath bit me.1 point
-
Bitdefender Endpoint Security updates their threat definitions several times a day. I was able to install with no issues at home on a machine the uses the personal version of Bitdefender. I did not hear back from QC, but I tried the install again at work this morning and it ran fine. I guess BD got things straightened out.1 point
-
True dat.. If it doesn't work, they shouldn't be selling it,,,, and they sure as hell shouldn't be calling it "turnkey"1 point
-
Seriously though, I have forwarded this thread on to a few people to see if I can help get those guys some support1 point
-
Put yourself forward Aaron for a PO from rusty! You're well into MTM and having worked at the ivory tower, I bet you still have the right numbers to phone if needed - unless they changed them all when you left1 point
-
The machine support from DMG is pretty top notch, they moved some mountains when my old shop was getting through the commissioning of our CTX. App support was decent, really good with anything controller related, absolute pants with CAM/post things. Overall, I really liked that machine. The only post solution IHS was willing/able to offer was an M/T environment that would post bare bones ISO. No Cycles (rough turning, threading, etc.), just good old line by line, "re-post if you need to change something at the machine". I ended up just adding a ton of modifications to MPLMASTER and made a CHOOK to generate the MPF and SPF files after being told by the post department that they couldn't do it. Hopefully there's better options available (doesn't sound like it from your post), but you guys should be all over them if the provided solution isn't coming close to expectation, it certainly wasn't provided cost free.1 point
-
2D contour, set the angle and go......I would set it at .005-.007 step with a high feed because of radial chip thinning. Or just get a big c'sink tool Or rough it 2D contour big steps and finish with the c'sink. Many times, there are other factors that drive these decisions related to individual tastes and customer preferences. 2D taper.mcam1 point
-
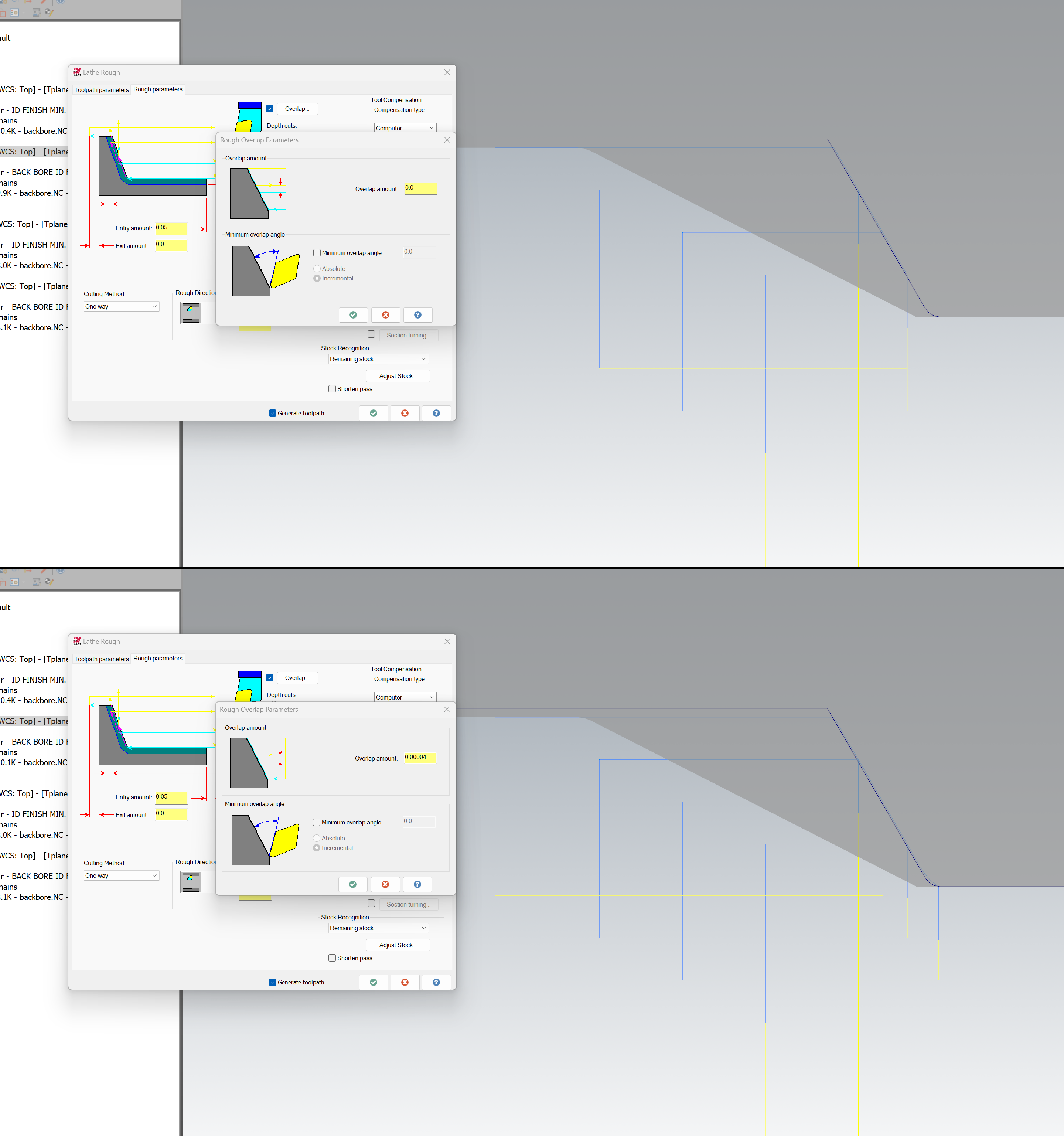
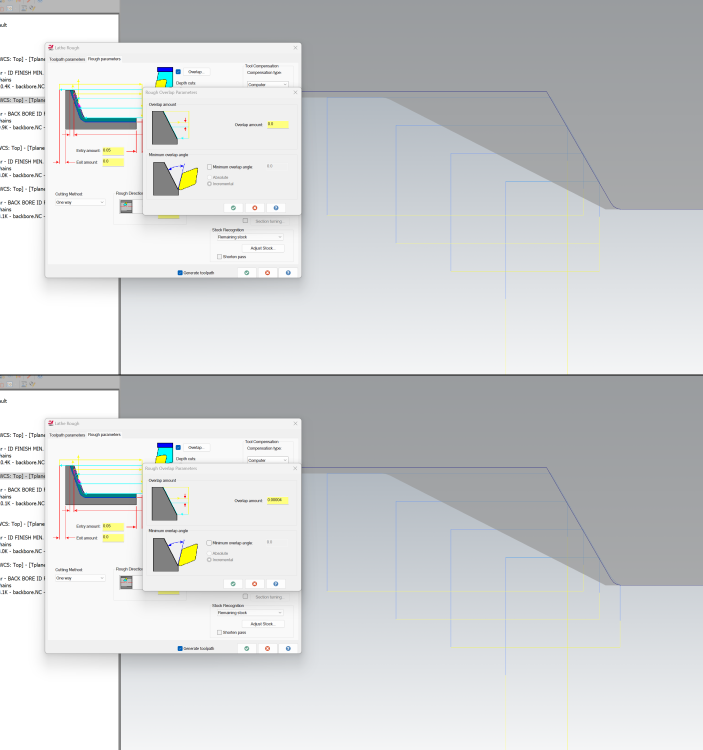
By my own admission? Like that's something I should be ashamed of and try to hide? What is it with the fragile egos here? And I thought that cliche was about the machinists not the programmers. Pro life tip: If you don't know something, it's okay to admit it. If you're wrong about something, there's no need to feel shame and lash out. That immature personality trait is how we get so many hard headed trump cultists in the U.S. I didn't post details on the bug because the case was closed and I'm not sure it effects the industrial version... However, thin shell up there apparently had to change something in their industrial version, so perhaps the bug is present. Not showing the toolpath or saying which setting was change is a total cop out. I suspect they didn't really have a solution and tried save face and run away. Lit me reiterate, there's no need to "save face" just because you don't know something. That's not a healthy mind set. The bug: Overlap enabled and set to Zero allows the tool to follow the chain back up to the previous pass. It worked on the left side as intended. On the right side, it worked on every pass except the 1st pass where you see the remaining nub of stock. The cutoff was .00004" to get the proper result. The behavior I don't want is for the toolpath to overlap more than 0; I want it to meet the previous tool position in X and not go past. I'm sure the post processor will round down so the nc output would still be what I want simply because there is less precision, but theoretically it's overlapping .00004 on every pass and it should be 0. That is a software error. You can tell me I'm wrong. I don't take offense, but you have to be able to back it up. I do take some issue to you being offended to my inoffensive matter-of-fact response. Sorry if this all comes off as a bit harsh but I'm not going to grovel and tip-toe around someone just because they're sensitive old gatekeepers that think they're hot xxxx who had to work so much harder than everyone else so they hoard industry secrets for a sense of superiority when they know how to do something that requires a workaround instead of petitioning mastercam to fix the issue because they're dug in and by using convoluted software they receive job security. I freely share everything I learn; that's probably why they try to keep me around. Sadly corporate policy to "wear gloves at all times once you step foot in the building" was a dealbreaker. They just installed touch screens everywhere. They just installed fingerprint scanners. What the hell were they thinking. And they just ripped a guy's thumb off because they told him, a lathe operator, to put on gloves. Then they fired him. (tangent rant, my bad.) Idk, maybe the crazy mill guy is touchy because I said programming was easy that one time a long time ago? I mean, I just started a programming job and the day flies. It's like playing a video game all a day. Come on. The only difficulty is in Mastercam's under-documentation and inconsistent work flow stemming from haphazard implementation of new features. It's definitely more difficult being the machinist having to correct programs at the machine because the programmer can't be bothered to get the geometry correct and has an ego that prevents them from working with the machinist and uses excuses like "that's how we've always done it" or "how did Q.C. even found out about this? Because you told them huh you little jackass."... How about you stop shipping bad parts have you thought of that? (oh tangent rant again my bad) Back on topic. If I'm wrong, prove it. And PSA: grow some skin.
 0 points
0 points -
Why not? It sounds like they stole the money, got into the car turned the key and drove the getaway car..0 points
-
I'd be happy to help out Rusty if he needs and I can, but I don't have any real experience flying those machines.. For some reason, whenever I call my Mastercam friends, they all say, "New number, who dis?"
 0 points
0 points -
I'm afraid at over 2 years....it's so long ago....it'll be seen as "not a problem". As Aaron said - see if you can get direct contact into HQ and see what's the score. The problem with these situations, is machines are often more expensive than homes....but don't get treated accordingly. The old saying of he who shouts loudest, is very true, when you need a response Damn Machine's Garbage....was by memory....0 points