cruzila
-
Posts
257 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cruzila
-
Very cool part!!!!
-
Right now, it's been difficult to even get a resume, much less someone willing. I am glad that I am not doing the hiring!
-
Is there a Long Cutter Rule of Thumb?
cruzila replied to [email protected]'s topic in Industrial Forum
I use Harvey tools, the best for those beyond too long endmills. My longest was one of those 20X lengths. Less than 50% stepdown and very small step overs. I would use more than one small EM. Rough with a nice big tool and finish to size, then reduce endmill size so it cuts a small amount. Then use the remachining feature and look at it in verify and use all your talent to decide if its right. I used to drill corners, but it seems like a waste if you setup the passes well. Also, depending on part quantity and all, I might use a shorter/longer combo of the same size tool. No need to waste tool edges if you can use a shorter tool. Just get your guys to indicate the tools. It's a better habit if you can get them to learn it! -
I would dare say that anyone worth their salt in this trade was yelled at or at the very least firmly corrected as an apprentice. Are there even apprentices anymore? I see so many guys barley able to use a pair of calipers correctly anymore. I got yelled at for stirring my coffee too long way back in the day. haha It was my Dad so I had to take it.
-
Gap settings yes but it only extends in the direction of flow. I use z depths sometimes to keep the first cut in material if starting at the top or from going too far in depth. I prefer going the long way on surfaces if possible. Otherwise, make a surface and extend it. I have had great success just using the solid model and a correctly defined bull nose. Also the machine settings have to be spot on.
-
I asked a similar question on the MC forum a while back with about the same response. Use X+ reporting Asking for what amounts to basically an option for spreadsheet editing. Viewing at a minimum. Gibbscam was trying to go this route in the late 200x. I have seen other Cam programs do this as well.
-
1324 Thanks!!!
-
Hi, I have a OKK built Samsung HMC400 The travel envelope around the Y and Z when it is close to the B axis table has a limiting area. It keeps the edge of the spindle away from the table. The problen is, I get overtravel when there is 4-5" of gap between the table and spindle. I am looking to see if there is a parameter to adjust this envelope. Oh yeah, FANUC 30i-B control
-
What's the best way to become an expert on the 3D Toolpath section?
cruzila replied to volitan71's topic in Industrial Forum
Been riding this merry-go-round since 1980 and playing on computers since 1991. I am still learning. I feel a group hug coming.......haha -
What's the best way to become an expert on the 3D Toolpath section?
cruzila replied to volitan71's topic in Industrial Forum
The cap holes feature works on solids in MC. When you select both solids and surfaces the software knows to just keep going and in essence its all one surface or looks like it. Pretty cool now it does that vs the older/other software that either won't let you combine those types of geometry or forces retract at every edge when the tool passes over. How to get good??? Do it eleventy billion times.... just when you think you git it, another better way will pop in to your head. -
step 1 make a plan step 2 get the setup guys to follow said plan step 3 beatings will continue until morale improves All kidding aside, I made an exel file long ago but I'm only tracking 60 tools. T1-T13 of which are standard across the shop it is less than 50 tools This one machine has a nice feature where you can input a ton of info about the tool like HAAS does. The biggest thing is staying vigilant on updates. I sent you a message
-
Operator error.......
-
For the fewer and fewer people that had to turn handles that are still left out there, doing two Z passes and letting the tool deflection give you the XY finish cut is a no brainer. For that matter, back then on a single straight cut you could climb cut then back up and conventional to create a rough finish without moving the other axis. What I do in the software is no stepover and do a z finish pass and use the deflection, less, but still some, to create both ruff and finish. The Deflection would cause the tool to heel over a bit and not be totally flat on the bottom so depth is a better way to finish both. Doesn't leave as much stock for a finish cut? Push it harder on the rough LOL I agree on the just get it done as simply as possible
-
Hello, has anyone found a good way to implement the descending radial passes for dovetail tools in harder to machine materials????? The Harvey formula is reducing percentages based on the cut width, not tool diameter.

-
Crazy^millman always bringing real life........
-
I made a keyboard shortcut Alt L But I like the idea of the snaplock in RMB
-
Do you wan to use one G81 with multiple Z? Some machines may not support this.
-
Replace Solid Carbide end mills with Indexable inserts
cruzila replied to BradyCNC's topic in Industrial Forum
BRILLIANT!!!!!! -
This is fairly normal for the inside of the machine, vices, misc. labels and pretty much anything exposed to water based coolant. The oils present will be a deterrent to any coating sticking well for any length of time. As already noted, get the coolant level ratio correct, keep it correct and maintain the sump. NEVER add any sort of cleaner to the inside of the machine. New, fresh coolant is the best thing to clean the inside of the machine. We have a hose that services all our machines from a common inline mixer. Works good to wash down the inside,
-
Discussion: Who is responsible for the magic behind CAM software?
cruzila replied to ThickChips's topic in Industrial Forum
"Also in the mid 1960s, the Digigraphics division of Control Data Corporation released the first commercially available CAD software system. The system was a successor to ITEK's earlier CAD software research system (which was named "The Electronic Drafting Machine" and ran on a Digital Equipment Corp. PDP-1 mainframe computer) and as with the Sketchpad CAD software, input was made using a light pen. Digigraphics was priced at $500,000 per unit and only a very few units were ever sold." The first pen driven system was $500,000 in todays dollars that's $4,511,359 -
Best of luck!! Nothing like a straight up learning curve. You'll be a master after 1 job...
-
"Many variables affect the performance of threaded holes and the taps used to generate them. One very important factor is the drill size used to produce the hole that will be tapped. Most tap drill charts call out only one tap drill size, and that will produce an approximate 75 percent thread. In general, tap tool life can be increased significantly by using a lower percent of thread and we suggest using values between 60% and 70% for most applications. Thread strength is not directly proportional to percent of thread. For example a 100% thread specification is only 5% stronger than a 75% thread specification but requires 3 times the torque to produce." One of the best things I've read in a while
-
Congratulations!
-
Creating a new login on the computer could do this as well.
-
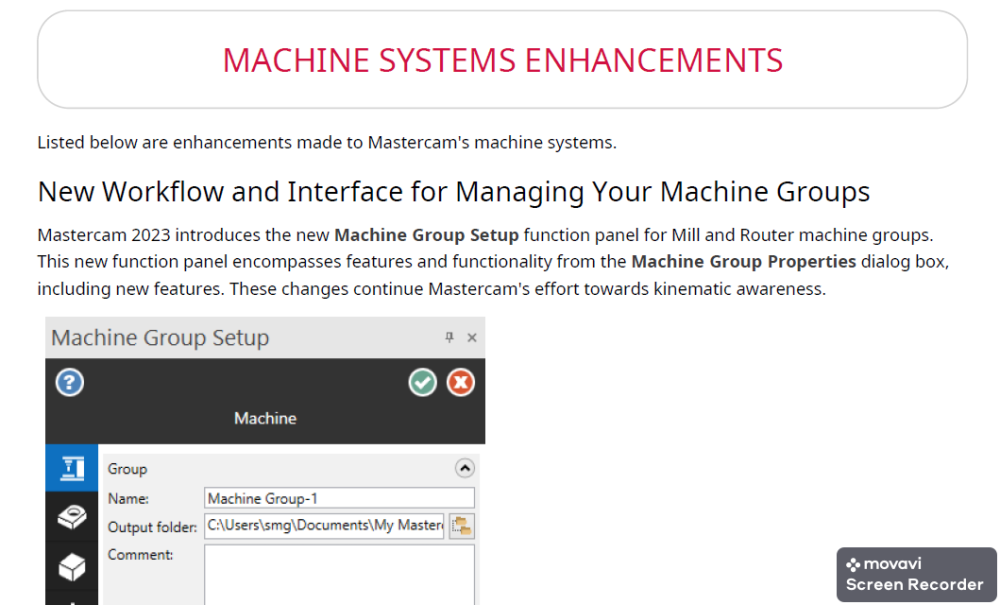
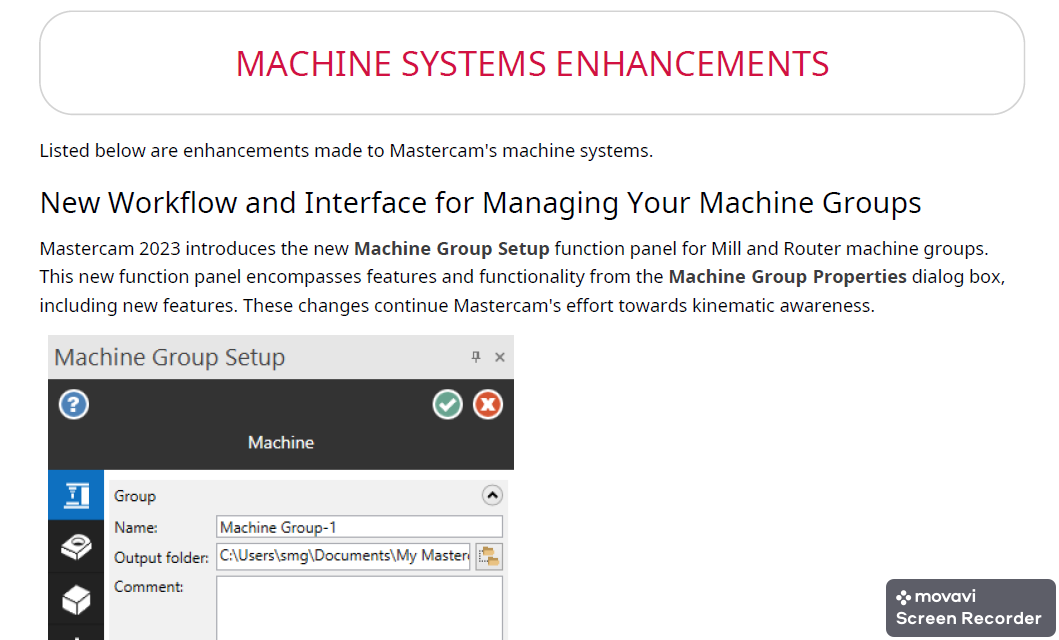
What is this kinetic awareness?