





Jobnt
-
Posts
427 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Jobnt
-
I tried a trackball once. Couldn't stand it. Mouse in left hand, 10-key or space mouse in right.
-
That may be it. Try a clean install and manually redo the configs. The long way around but should clean up the mess.
-
So you had MC installed, it ran good, then it started acting up so you replaced the PC and the problem persists? That's weird. Only thing I can think of at this point is you copied a config file from the old install and used it on the new intstall? Or there's something up with the net hasp (if you use that?). That's all I got. Sorry.
-
Has this been happening from the start or did it just start happening? Do you have any other instances of MC open when you try to start it? Could be a million things wrong if it's just on one PC. Bad ram, bad hdd sectors, corrupt swap file (are those still a thing?) bad/corrupt registry, maybe even affinity set too low.
-
Wouldn't that just be a 9000 program? Why should their F1 cars be any different than their machining centers? I mean, yeah, their F1 cars can finish a race just like their machining centers can finish a part. But it's almost NEVER going to be the first one done.
-

Tool Manager / Export Report: Any Way to Add "Type"?
Jobnt replied to Jobnt's topic in Industrial Forum
Waaaayyyy too much info on way too many pages. The basic report (once I get it out of that xxxx xxx ActiveReports App) is real compact and has almost everything I want except Tool Type. Which brings me to my next installment of "OMG WTF were you thinking": Why would CNC Software build a tool list that has things like Coolant, RPM and Feedrate in it? It's NOT an operation list. The Coolant, RPM and Feedrates can change with the same tool. The Tool Type doesn't. C'mon, CNC Software, where's the applied logic here?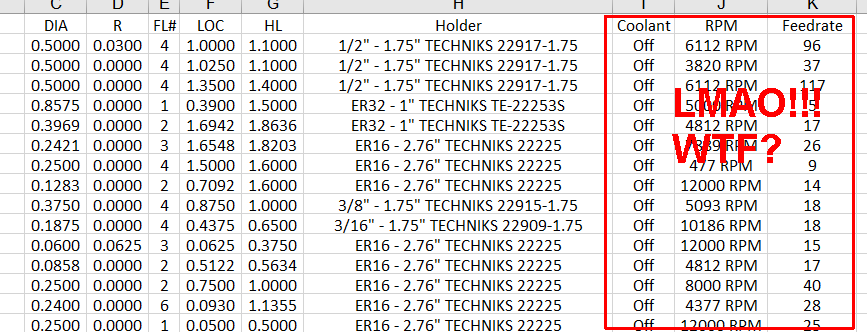
-
The Tool Manager has Tool Type in it but the Report doesn't. Is there a way to add it?
-
In my very long love/hate relationship with haas I've realized when someone from there says something along the lines of "nope. just M50", it's because that particular person just doesn't know what they're talking about. Ask a few other people and you'll get the info you're looking for.
-
Something I've had to do in plastics is machine the part, deburring last, then running the finishing tool around the top and side of the deburred edge at high feed to clean it up. For the top be sure to climb mill so you push any persistent burrs into the part to get cut off instead of folding them over the edge.
-
And his attitude towards the community and his uncanny desire to share his knowledge puts him in the top 1% of the top 1%. @gcode you truly are a pillar in this community and have been as long as I can remember. Much love, brother (in a manly, hands-above-the-waist kind of way).
-
People's chemistry is different. I'd try the allergy test first. My brother has an acidic touch. When he picks up calipers or anything else shiny or chrome it would rust where he touched it. You could literally see his fingerprints in dark gray on the shiny surfaces. He always has to wipe his tools and stuff.
-
We do use a lot of different stock models, along with a fair bit of surfacing. We don't use Moduleworks though. I guess it won't hurt to install it and give it a test drive" I said with a shaky voice.
-
Post the code you're trying to use?
-
It won't and you damned well know that! Have you seen the THREE different Toolpath Dialogs they have? It's xxxxing comical AF. I would seriously be embarrassed to say I worked in Product Development at CNC Software. I keep tricking myself into considering moving away from 2020 but so far I haven't seen a single reason to do so and I always LOL at myself afterwards.
-
Also, some functions you can select geometry then the function and the function remembers what geometry you selected. Other functions make you select geometry again after running the function? Why is this so inconsistent?
-
When you use functions in MC sometimes you have to select geometry first and sometimes you can set settings first. Why are they so different? In WIREFRAME tab, hit Point Postion, it lets you set parameters or select geometry first. Same with things like rectangle, curve, trim, fillet, etc etc etc. But when I try to project chains, create a bolt circle, or a bounding box among others the settings are greyed out and you have to select geometry first. When doing this with offset chains you have to select the chain then the offset direction THEN you can set the distance. The default for offset chains is .500 so most of my chains error out because that's too big of an offset. So I can't offset chains until I get past all the errors and popups telling me there's no room. Is there logic here? Is there a way to change the default offset value at least?
-
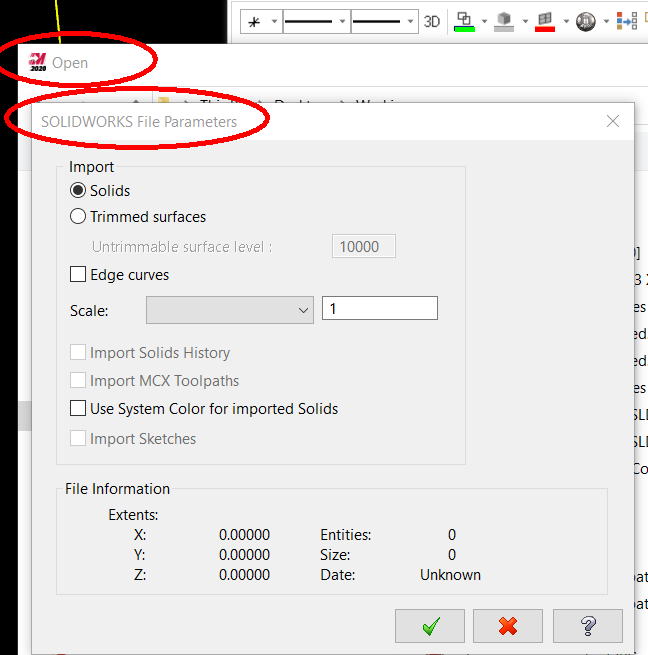
Is there a way to force MC to use MC file dialog? Does it even still have the file preview in it? The Solidworks one has the PDM preview that can't preview MC files. SMH.
-
Need assistance with old post HELP PLEASE!!!
Jobnt replied to Kampfzentrum's topic in Post Processor Development Forum
Yes, except maybe the M01. That's often turned off and on in Canned Text but the .pst will have the variable in it to call it where needed. Looks like you may be seeing it from ptlchng or something similar (been a while, I don't remember all the variable/function names in posts). Before you start editing your post, Make. A. Backup. Copy. Ask me how I know... -
Need assistance with old post HELP PLEASE!!!
Jobnt replied to Kampfzentrum's topic in Post Processor Development Forum
These should be easy fixes. The M01 is an Optional Stop. I can't think of any machines that don't support that so not sure why it's causing a problem. It's usually set in Canned Text in your operations. The T3 is a prestage move. In the post there is a switch to flip that off in a setting called stagetool in General Output settings, change it to 0. The stuff in the footer can all be removed, looks like some of it may be hard coded. Look in the peof$ section, maybe in pretract or something. If that's not the end of your file it may be in ptoolend$ or maybe ptlchgxxx -
In 2020 (don't laugh) there's an option for "Additional Offset". Check if that's selected. Also check that you have the right "Stock Plane" set if that's still a thing in the future.
-
I got no solution but I feel your pain. Daily. I don't remember if it was MC back in the day or Gibbs, but there was a Detect Flats feature that would try to ID all the flats in your part and set depth cuts to those. You could also type in your own step depths. Since most of my parts are not prismatic Opti rough really is tough to get good paths with. I'd love for some insight on how to do this. Now I just create wire geometry and use that.
-
I have a couple of linux boxes at home. I really can't stand windows any more but like you say, most CAD/CAM software is windows only so they have you by the short-n-curlies.
-
I won't be using Win 11 for many reasons. Mostly because they took away another large set of customizability. They're going the way of the Macintosh. The Task Bar absolutely sucks and is locked to the bottom of the screen and you can't drag stuff to it. The Start Menu is unfriendly as hell and I've had ads on it. WTF? I paid for this xxxx! They force you to create a Microcrap account. They force you to use their TPM crap. The context menus are crap. They push their crappy Edge browser like they did Internet Exploder. Most of this is non-negotiable for me. You all know how long I ran with WinXP right?
-
Milling flat surfaces Harden tool steel
Jobnt replied to Cp5010's topic in Machining, Tools, Cutting & Probing
Two tenths (±0.0001) flatness is a big ask for a machining process. If you can post an example of the shapes in question and where the tolerances apply we might be able to come up with a solution. -
Milling flat surfaces Harden tool steel
Jobnt replied to Cp5010's topic in Machining, Tools, Cutting & Probing
I don't think you'll hold .0002 with machining process, I think you'll have to grind it. That being said, depending on how big the part is you might have better luck with a face / shell mill with carbide or even ceramic inserts and then surface grinding to the .0002 spec.

