





Aaron Eberhard
-
Posts
1,415 -
Joined
-
Last visited
-
Days Won
103
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Aaron Eberhard
-
 Correct. If you're going to run a server (website or database), Xeons are the way to go!
Correct. If you're going to run a server (website or database), Xeons are the way to go! -
Is 2024 working well or should we stick with 2023?
Aaron Eberhard replied to amw's topic in Industrial Forum
Can't help you with P+, but on the solids front if you use the Open button on the top of the screen, then choose "Step" from the pull down, you can get to those options on the fly without going into configuration first:
-
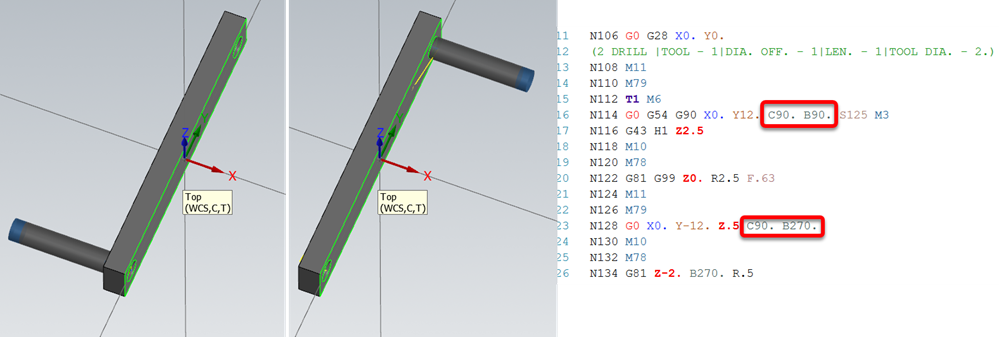
Right! Horizontal 5 axis! Do you do the axis inversion thing in the control def? The default MPFan seems to work fine in that arrangement, although it came out as C90 B90/0 instead of C-90. Check out Op1 - the 5 axis drill cycle. B axis only.zip
-
Seems like it, would you mind orienting the part I created in the correct order so I'm not guessing?
-
Ah, okay, using Generic MP.. I just downloaded the latest generic MP and it seems to behave? I don't know if I have the same setup as you, though. Either doing it as a single 5 axis path or two 3 axis paths seem to give me good results: I didn't have to fiddle with any misc integers? B axis only.MCAM-CONTENT
-
Try setting the C to something close to (but not) C-90. Like, C-88 or C-91, I've seen that have an affect on the older MPFan based posts, but I don't think I've had to try that yet on a Postability post. Might be worth a phone call to them?
-
Bob - To my knowledge, there's no way to force that inside of Mastercam, and it'll have to come from the post. If I recall, you use Postability posts, right? You should be able to set the "Initial Secondary (more modern posts call it "Rotary Start") misc integer to force it into position?
-
Perhaps the newer Lathe toolpaths like Custom Thread? I believe there's also a few places in MT that only display info from modern coolant, but that's not a generic toolpath and it's inside of a "controlled" environment. Advanced Drill is the only mill toolpath that I know of that can't use the generic coolant page populated by the main toolpath dialog framework.
-
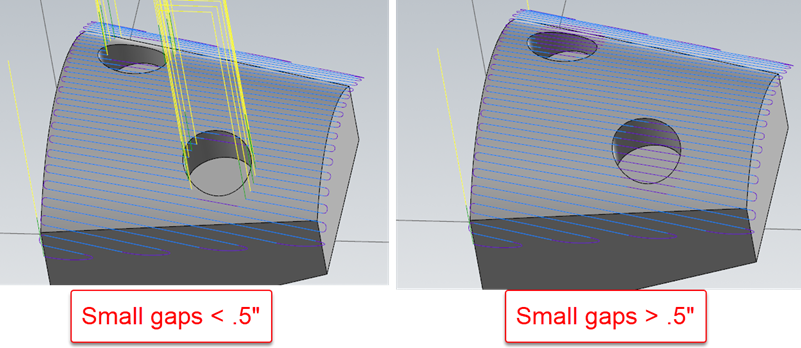
Or you can just have it leave it on "add" and create a plug that can be selected. The even lazier way (if you have it) is to use Unified, on the linking page make sure your Small Gap size is larger than the holes.
-
I don't use break two pieces often (normally just use trim, ahem, sorry, Dynamic Trim!, set to break), but I just tried it on a simple circle with a line intersecting it in 2024 and it seems to break as intended? Was there a different scenario I should have tried?
-
Correct. Advanced Drill does not support V9 style coolant.
-
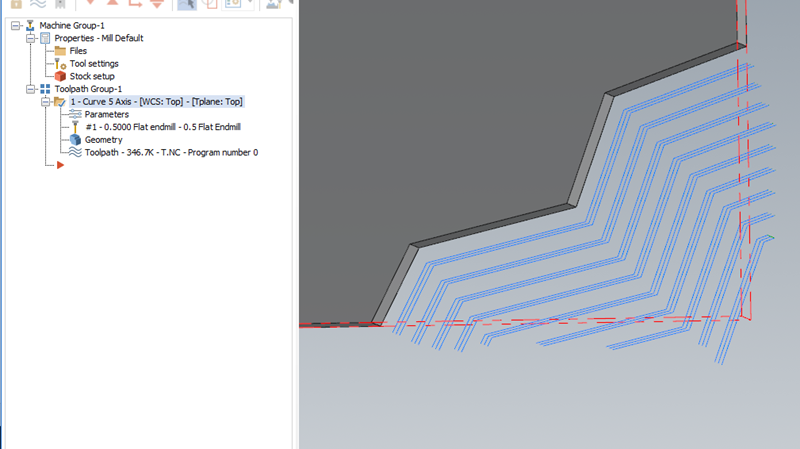
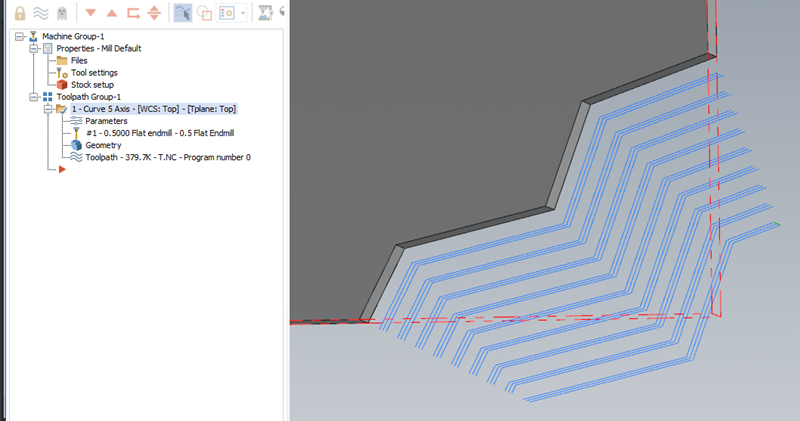
Yes, all toolpaths should support stock! You can often use 5ax Curve if you need to trim, it'll even trim to 3d stock nicely. Just lock it to a Plane for tool axis control. For example, if you had this 5x curve toolpath: Then turn on Stock, it'll result in this:
-
Right, I understand what he was asking for and why, but it sounded like an 2d Area Mill problem.. Which I haven't used in a long time I've done the same as you with 2d Contour and it works fine.
-
There's no file posted, so I didn't try it, but he said that changing the Depth Cut Order from Region to Depth didn't work?
-
"The company is there to look out for their brand You're there to look out for your (personal) brand. Employment is an agreement that both goals are aligned. Sometimes they don't align anymore."
-
Ah, I haven't used a facemill for that sort of application in a long time... I don't believe there's a way to do it with Opti, as it would do each layer at one go. I can't tell due to lack of scale, but you may have a lot less tool cost & cycle time if you slot that feature off with Peel mill.
-
Honest answer is it doesn't matter.... Opti that thing! If By Depth doesn't work, you may have discovered a bug. I don't think many people use Area Mill anymore, so it could have been there for a while.
-
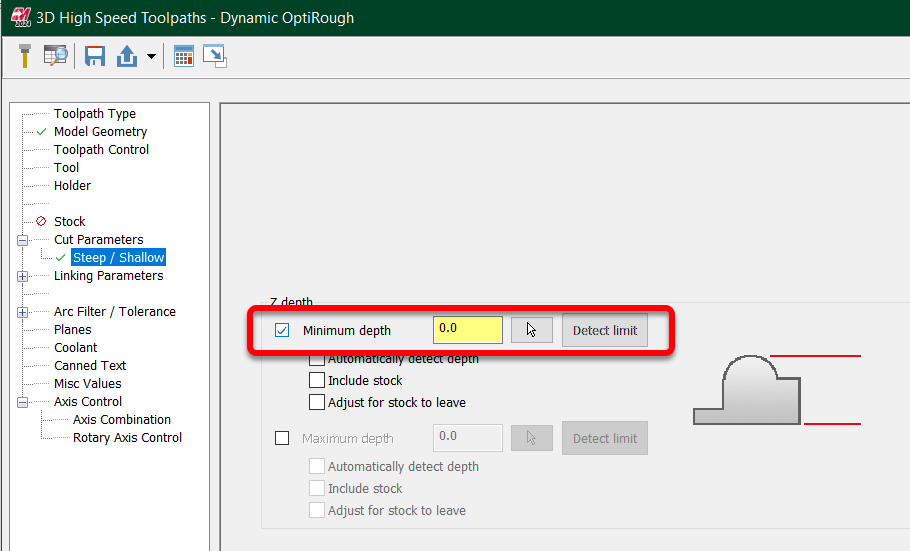
There's a few situations where this can happen. As Jake L says, if you tell it to leave .05" or whatever on your rough surface the model it will machine against is "puffed up,". If you have something like a 1" deep part, and you're telling it to take a 1" DOC, it will recognize that the part is now 1.05, so it has to do an extra step to not engage that additional material. Especially if you're using stock models to drive it, It could also be that the depth of the stock compared to my stepdown means that there's a smidge of material left at the top, and the math means there's a few thou of material at the top so it does an additional pass to clean it up. In either case the easiest solution is to use the "Steep/Shallow > Minimum Depth" set below the top of the part. For example, if your Z0 is the top of the part, maybe set the Minimum Depth to -.1":
-
2023 Multiaxis Pocketing - Stock to leave issues
Aaron Eberhard replied to TheLordsToe's topic in Industrial Forum
What's your floor surface look like? Since this toolpath is normal THE (singular) floor, if you are selecting a bunch of pockets, it's possible that the normal to the floor of the first pocket, which is causing your tool to be slightly tilted from the walls of the other pockets. Obviously, this is a shot in the dark. -
Good question. I generally depends on their use cases. Most of the modern ones (Unified, Swarf Milling, Deburr, Triangular Mesh) can be used 3/4/5 like Simon Says. Curve can also be used this way. Rotary only toolpaths like Rotary Advanced and Rotary can only be used in 4 axis. A lot of the older toolpaths such as Flow, Swarf, Multisurf, can only be used 4 or 5 axis. The specialty toolpaths Port Expert and Blade Expert can only be used in 5 axis mode. Multiaxis Linking is a neat case, though, although the motion can only be chosen to be in 4 or 5 axis mode, if you link 3 axis toolpaths (on the same plane) together, you'll still get 3 axis motion. Absolutely. Once you get the hang of using Unified, you'll find yourself using it for everything. Can't get one of the 3 axis paths to give you a good blend? Unified. Can't get a decent undercut toolpath on your 3 axis part? Unified. It's like Frank's Red Hot. I put that on EVERYTHING.
-
Is it possible to pick up an existing thread?
Aaron Eberhard replied to tony1001's topic in Industrial Forum
Can you over-drill it and just do a thread for an STI? Helicoils and their friends solve a lot of problems... -
Tips to establishing a world class programming department?
Aaron Eberhard replied to Jespertech's topic in Industrial Forum
Putting on the big hat and cowboy boots with spurs is just part of our daily routine over here You wouldn't understand... Seriously, good call on that. Yes, there's all sorts of tax breaks/grants/etc. available over here for process improvements & organizational restructuring. Look into your state's Manufacturing Extensions Program (MEP) if you guys haven't, they can likely get you in touch with the correct accountants if no one at your org knows who talk to. For example, I've worked a bit with the CT & Mass groups (CTSTEP and MASSMEP). -
Tips to establishing a world class programming department?
Aaron Eberhard replied to Jespertech's topic in Industrial Forum
I was thinking about this a bit more, and I realized I forgot the most important part that no one has talked about: Managing up. Obviously you'll have your work cut out for you getting all the grumpy guys who have been "doing it this way" "forever," but the biggest thing I see that hurts programming departments (well, really, any sort of mental/creative work departments) is unclear expectations from management. Make sure that they understand that this isn't going to be a lightswitch. You're not going from the wild west to civilization overnight. Assume that if the guys have been doing it this way for the past 20 years (including you), it takes a while to turn the ship around and get everyone to accept that the new structure actually does make things a lot better in the long run. And be prepared to let one or two of them go if they can't get their act together and work with the team after some time. Bob Wolcott has outlined some great thoughts on this on here throughout the years. You will be responsible for understanding management's viewpoint (i.e., $$$). This is a capital investment. It's like building a custom machine for your shop. It's going to take potentially tens of thousands of dollars for each component of it and each part is useless until it's basically complete. A guy paid $100k/yr (company pays a total of $150k/yr after benefits) has to work on building a comprehensive tool library for a big shop, that's a potentially a 4 week project. That means that the company is going to be paying $12,500 in salary for that library. And it's functionally useless until he's done. He's also not programming while he's doing it. The entire shop is losing that productivity (each employee should make at least 3x what their salary is to keep things sustainable), so the company is now $37,500 behind because you guys get a tool library. Imagine if you paid $37,500 for a tool, and mistakes that tool could solve keep being made on the shop floor? That's how management should be thinking about it if screw ups keep happening because someone isn't following the new paradigm. I would outline a rough roadmap of your goals and plans with management, and make sure they understand that it will take real time from knowledgeable programmers that they will not be doing production programming because they're going to be focusing on (make a list of) managing tool libraries/ops libraries/configurations/whatever else. Negotiate how much of the programmers' time you're allowed to devote to implementing the new libraries or whatever. You need to be a project manager now, not a programmer. It's a real full-time job for a reason. Take that list of what you're going to deliver to the company. Break each component out as a line item. Try to ballpark how long it will take in man-hours. Now add that up. I'll bet you end up with darn-near a full year of man hours. As a note, 1600 is an acceptable ballpark for a yearly hour load, we always assumed that a great day for this sort of work was actually ~6 hours of productivity. Meetings/planning/overhead will erode the common "2000 hours of work" a year. This is now the hardest part of the job. Is Johnny boy actually working properly on the tool library? Is Jimmy properly using the new tool library, or is still randomly defining tools because "it's faster?" Does he need more training? Does something need to be changed to be easier to use? Are you communicating milestones and progress correctly in a way your management understands? Do you have any metrics you can look at about how your improvements are helping your turn around time/job reliability/tool life & management improvements/down-time reduction/etc.? Good luck, you're now stuck in the middle. The dreaded Middle Manager! -
Tips to establishing a world class programming department?
Aaron Eberhard replied to Jespertech's topic in Industrial Forum
Yep, but I take it a bit further and expect everyone to find something interesting worth talking about for the team. It gives everyone some skin in the game, plus an organized time to do it. It's like the first step to making that shy person into an active contributor -
Tips to establishing a world class programming department?
Aaron Eberhard replied to Jespertech's topic in Industrial Forum
Oh, one other thing to managing a good team.. Build in a half-hour "meeting" to hang out with some good coffee or other motivating thing every week or two, and make everyone share something they did or learned that was cool since the last time you got together. It could be something simple ("I learned how to do X by reading the tips & tricks thread!") or some new workholding they learned about ("Hey, have you guys heard about Blue Photon?"). A lot of stuff that us old guys take for granted can be nice little speed "tricks" for the team. For example, literally last week I showed someone that in Windows explorer, if you're looking at a list of files, you can just start typing the file name you're looking for and it'll jump to it. That's the sorta thing that will save him 4 or 5 minutes a day. It adds up.


