YoDoug®
-
Posts
1,309 -
Joined
-
Last visited
-
Days Won
45
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by YoDoug®
-
I am an Okuma fan. Their 5-axis tuning is top notch. Most builders will say they can do 5x checks with the probe but to make a difference the system needs to be able to apply real time comps while machining. If I was looking for a high end 5X machine any builder that wanted a chance at the sale would have to demonstrate this functionality to me to be considered.
-
 After thinking about this a little more, it sounds like the AE is not familiar with the use of the Mid-auto manual function. Where this comes into play is touching off for a zero offset. When you call a tool in MDI, the tool offset is active, but if you put the machine into manual/handle, it cancels the offset. Then if you try to touch of a part and CAL the Z, the tool offset is not accounted for. Instead, after calling the the tool you want to use to touch off with in MDI, turn on Mid-Auto Manual, leaving the control in MDI. You can handle the tool into position and CAL Z with the tool offset being accounted for.
After thinking about this a little more, it sounds like the AE is not familiar with the use of the Mid-auto manual function. Where this comes into play is touching off for a zero offset. When you call a tool in MDI, the tool offset is active, but if you put the machine into manual/handle, it cancels the offset. Then if you try to touch of a part and CAL the Z, the tool offset is not accounted for. Instead, after calling the the tool you want to use to touch off with in MDI, turn on Mid-Auto Manual, leaving the control in MDI. You can handle the tool into position and CAL Z with the tool offset being accounted for. -
If set up properly you don't need to use a master tool. We have our LT3000 set up so we can use the numbers from our CAM software for offsets. We load the program and hit go. Essentially the machines zero is the face of the spindle. Knowing that you can calc the chucks Z position, then add you part stick out. We can measure it with a caliper if necessary, type in the number and start machining. The sub spindle machine Z is the same, from the face of the spindle. The W zero is spindle face touching spindle face. The W value you will use is the distance between spindle faces when you are at the point you want to be W=0 in your program. As for the Sub-spindle tools on the LB3000, those have to be touched off manually. Once you know the Z machine position of the chuck face it is pretty easy to touch tool off that.
-
What do you mean by "Master tool"
-
I could have sworn that would allow you to go past stroke limits. I have only used that switch for recovery or setting Y axis turning position. Thats all I have to suggest, other than calling your Okuma dist.
-
There is a physical dip switch at the top of the MF-EC* board in the electrical cabinet. When turned on you will get an alarm stating "cancelling stroke end limits". This will allow you to hand wheel beyond limits. CAUTION: YOU CAN HAND WHEEL TO A POINT OF DAMAGING SOMETHING WITH THIS TURNED ON. Also make sure to move the machine back into the stroke limits before turning the switch off. On a P300L control machine this is also the switch used when resetting Y axis turning position.
-
I don't have access to IGF anymore so I can't look anything up, but I seem to remember this being related to how the offset is specified in the groove cycle.
-
There are parameters in IGF that determine whether or not the groove cycle is using one or two offsets to control width. is your groove off by one tool width?
-
Sandvik Coromant Y Axis Parting
YoDoug® replied to Mick's topic in Machining, Tools, Cutting & Probing
I have not tried one yet, but according to Iscar, their new cutoff tool can just about match the speeds of the Sandvik Y axis tool on a regular 2 axis lathe. https://www.iscar.com/newarticles.aspx/countryid/1/newarticleid/2992 -
Ideas for threading highly abrasive material
YoDoug® replied to Guess_who's topic in Machining, Tools, Cutting & Probing
If it is a repeat job you could probably get a tool mfg to do special coatings. When I worked in OK we used Evershap Tool in Tulsa. We had them do a lot of custom coatings for testing. From what I have seen, PVD works well on high silicon aluminum. -
Ideas for threading highly abrasive material
YoDoug® replied to Guess_who's topic in Machining, Tools, Cutting & Probing
Harvey tool makes single tooth threadmills with amorphous diamond coatings for composites and other abrasive materials. -
The rumor in the machine tool dist world is Mori is a billion dollars in debt and in serious trouble. I don't know if that is true or not but I have heard it from several different sources. I do know that in our area I have heard recent stories of people getting a machine delivered but having to wait 2-3 months to get in installed.
-
Dual spindle, Dual Turret live tooling lathes
YoDoug® replied to bigprody's topic in Machining, Tools, Cutting & Probing
You can bar feed irregular shapes with a special spindle liner, providing it is a shape that can be chucked on. -
Dual spindle, Dual Turret live tooling lathes
YoDoug® replied to bigprody's topic in Machining, Tools, Cutting & Probing
We were not happy to see that price but that machine needs to run all the time to make our production requirements so we had to eat the cost for a spare set. -
Dual spindle, Dual Turret live tooling lathes
YoDoug® replied to bigprody's topic in Machining, Tools, Cutting & Probing
We run all aluminum, mostly easy tolerance. Chip management was the biggest hurdle to lights out mfg. We tried at least 10 different insert styles for finishing. In the end it is a very specific combo of insert and coolant pressure/delivery type that works for us. We can take a .005" deep finish cut at 3000 rpm on a 2-6" diameter piece and .002 ipr with the chips breaking into a fines. -
Dual spindle, Dual Turret live tooling lathes
YoDoug® replied to bigprody's topic in Machining, Tools, Cutting & Probing
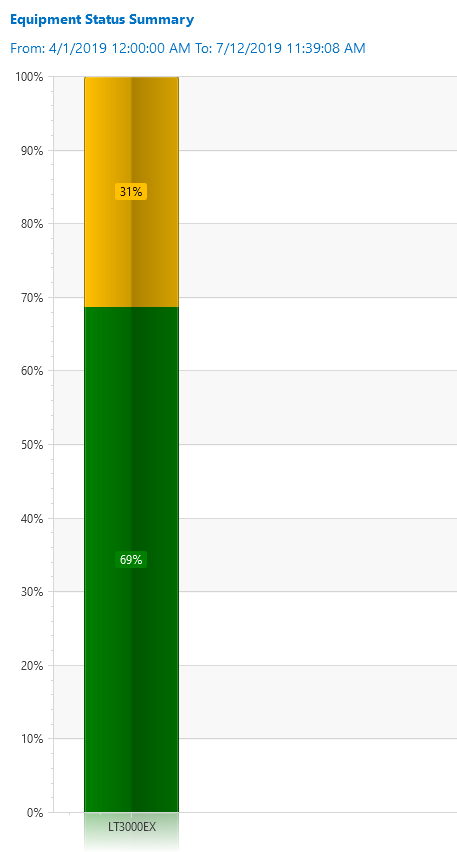
We have an Okuma LT3000ex. Twin turret/twin spindle. 3" through bore. We have an ABB robot feeding it. It runs on average 65% of the time 24/7. Absolutely awesome thermal comp. We can run for 24 hrs unattended and hold +/-.0005 bores without issue. The only issue we have had so far is we had a part that made 7-10" long tight spiral chips jam up the lower turret cover. I took them apart and pounded them back to working condition but they still leak a little so we ordered a new set ($7000). Other than that the machine has been awesome. Below is an in-cycle summary from our data collection software from 4/1 to today.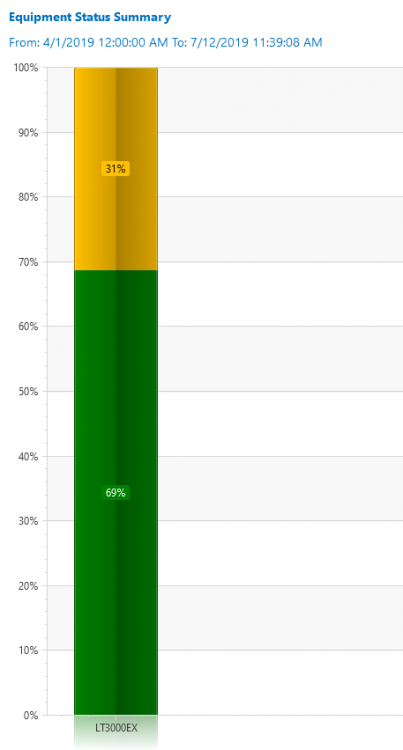
-
I don't know as I did not schedule or issue the PO.
-
If you are looking to send someone to Okuma training I would recommend here, specifically the Multus U training. https://www.yorktech.edu/CNC-Operation/ https://www.yorktech.edu/uploadedFiles/Pages/Programs_and_Classes/Workforce_and_Corporate_Training/_content/XMTT-509Syllabus_May2017.pdf
-
We have been training them on the machines ourselves. We sent the lathe programmer to TS and have been training him here as well. The Mill programmer is supposed to go to TS next month.
-
AB Shear hog - shop staple, or obsolete relic?
YoDoug® replied to Ewood42's topic in Machining, Tools, Cutting & Probing
We just recently switched over from a solid 3/4 endmill to the cutter below for a bunch of our 6061 plate roughing. We were able to reduce cycle time with 3-4kW less spindle power usage. The fixture has mightee bites that only grab .08" of the part so we need a free-er cutting tool to be able to bump up MMR. So far it is working great. http://www.iscar.com/eCatalog/item.aspx?cat=3106629&fnum=3372&mapp=ML&app=59&GFSTYP=I&isoD=1 -
Back to the original topic, we recently added two new employees. We needed a couple of people with both setup and programming experience. We were not able to find what we were looking for. We did however find two guys with good setup and machining experience (10+ years each). Both live local to us but were driving up to the cities for work. We hired them both with the promise of getting them to training to start programming. So far we have only sent the lathe guy. He is doing very well for never having used CAM software. He programs out LT3000 twin turret/twin spindle and our Multus machines with very little help from me. He still has the occasional issue that gets him stuck but he can ask me for help when he needs it. The mill guy will go next to training. I do not know all of the details of what it took the boss to get them both to come on board, but I can say we are pleased with their performance to date and look forward to helping them grow in the opportunity that is in front of them.
-
That is the difficulty. They can be hard to find and you need to be able to entice them away from their current gig. Usually that means $$$. I loved my job at the distributor, but in the end I wanted 2 things to make a jump, the chance to build robot cells and more $$$. My current job hits both.
-
Door to door from my house to your plant is about 20 minutes and it's a nice easy drive. I wish I had some free time to help you guys out but I have two robot cells to finish building this summer. In the fall I may have more time if you still need the help.
-
The other issue a lot of times is that unless the dealer gets one on their floor for a while or the AE's get to do a big turnkey, they often have very little time on the machines. You sell machine, install, train for a few days to week, then move on to the next project.
-
Another Okuma Macro to share.
YoDoug® replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
Your request is a pretty involved project to do over an internet forum. I would suggest that you contact your Okuma distributor and hire them to help get it going.