YoDoug®
-
Posts
1,309 -
Joined
-
Last visited
-
Days Won
45
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by YoDoug®
-

Another Okuma Macro to share.
YoDoug® replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
Yes, On the older controls the actual data transfer would be through RS232 to an external PC. The PC would need a DNC software capable of listening for file transfer initiation. You will need to make sure you have two options; 1. On 5000 controls User Task II was an option. 2. READ/WRITE/GET/PUT was also an option on 5000 controls. Your machines may not have the capability to do what you want to do. -
Another Okuma Macro to share.
YoDoug® replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
I could be wrong, but I don't think you can write to text file in a OSP5000 control. -
Okuma does have the option for horizontal lathes so I would think they could do it on a VTM style. However, those off center turning functions are normally not the greatest for roundness. You would probably not be able to hold tenths. Your best bet would be a good old fashioned manual four jaw chuck and an indicator if you need to dial in that kind of runout.
-
I don't know of anything standard. Tool Holder mounted could be an issue because it would need to be battery operated. It may need to be some sort of retractable setup, like a touch sensor. I am currently working on a setup for our Okuma VMC that will be using an ABB robot to load 30 pallets in/out of the machine. I have a quote from Turck for RFID chips for the pallets and a reader head to go on the robot EOT. Just waiting for a few more details from them before I pull the trigger.
-
In the Okuma there is; TCP for 5 axis milling Tilted work plane for 3+2 milling B-axis contouring for turning contouring with the B-axis
-
Dynamic Milling VS Machine Accuracy....over time
YoDoug® replied to 4VRGJ03's topic in Machining, Tools, Cutting & Probing
I think a lot of it depends on the quality of machine. If you are talking a high end Japanese machine with high quality mechanical components and top notch servos for smooth motion, then you should be fine. If you are talking a cheap machine, those are not built to last regardless of how you use them. -
We just bought a new laptop to go with our Romer arm. It is running Mastercam/Versurf 2018. The laptop has a 4K screen. All of the icons are ridiculously small, even if we set the resolution smaller. Any ideas?
-
That is the one I was thinking of.
-
It's been a long time since I ran a has but I seem to remember there being a parameter that locks the ability to restart in the middle of a program.
-
Okuma OSP-P300-LA Control...Losing information
YoDoug® replied to Parabellum's topic in Machining, Tools, Cutting & Probing
The control should be taking a backup when shut down. There is a battery backup if needed. If the backup isn't successful, on the next startup you will get a warning "last time backup missed". I would suspect you have a software issue, but it could be other. -
Our parts are 99% face milling of patterned features so the slant Y works OK for us. If we had a broader mix of parts I would go with the U series. We are working on a new product line that when finished will need a Multus U or Nak NTRX for production. Those are the two machine I would buy with a true Y.
-
We have a Multus B300II and in two weeks a B250II will be showing up. We run lights out, robot fed. We have a few parts that have +/-.0005 bores in Aluminum. We can set the first piece just slightly above nominal and let in run 100+ parts over night. In the morning when we check parts we usually see about .0003-.0005 max variation in bore size. We also have an Okuma LT3000 twin spindle/twin turret that holds similar tolerance all day.
-
I haven't touched a Haas for almost a decade, but at the last place I worked that had them we had 5 VMC with high pressure through coolant. We ran 20+ hours a day at high rpm, often with through coolant. We replaced a spindle about every 6 months. Two to three years was the life we came to expect from each spindle. Most of the time it was bearing failure. A few times it was the cheap rotary unions starting to leak coolant into the spindle housing.
-
FastTrack Barcodes?
YoDoug® replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
I use this label printer ($90.00); https://www.amazon.com/DYMO-LabelWriter-Thermal-Printer-1752264/dp/B0027JBLV4/ref=sr_1_3?crid=POBSRLAYOW7S&keywords=dymo+labelwriter+450&qid=1555948998&s=gateway&sprefix=dymo%2Caps%2C170&sr=8-3 Their printing software lets you build your own templates. I have mine set to import the data from our master setup excel spreadsheet. I just pick the row I want and hit print. It automatically generates the barcodes. We then pass the sticker to the saw operator. When the material is cut the sticker goes with to the machine. Then the operator just uses the USB wireless barcode reader attached to the control to pull up the correct program. Sticker sample below;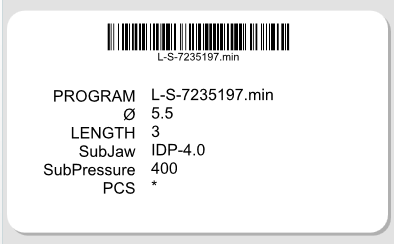
-
I could imagine that sometime in the next year or so we will get tablets at the machines to track different down times and quality.
-
We currently don't have an ERP system. We have a SKUvault account that tracks inventory/sales, but not a full blown ERP. We have a giant Excel spreadsheet that pulls from SKUvault. That is what we use to drive production. Short term we are working on being able to pull a smaller CSV from the master spreadsheet to automatically generate orders in the Fastems FMS. Long term we have been shopping for an ERP system, but we are finding there are not a lot designed for small companies. They all seem to be designed for giant corporations and full of features we don't need.
-
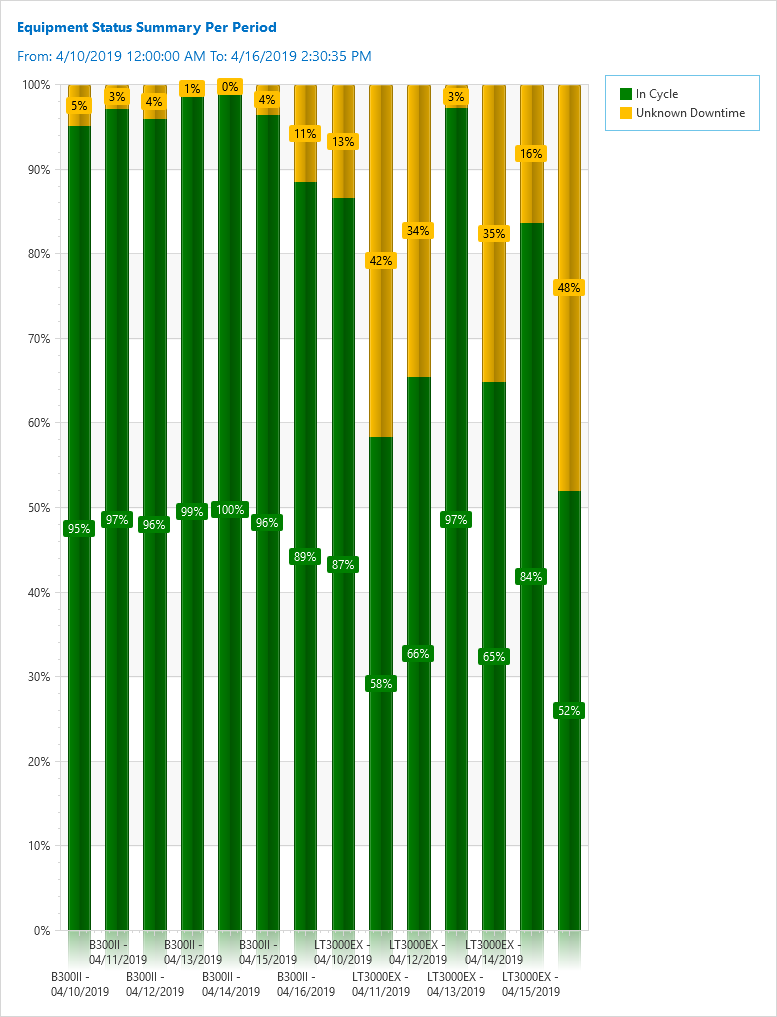
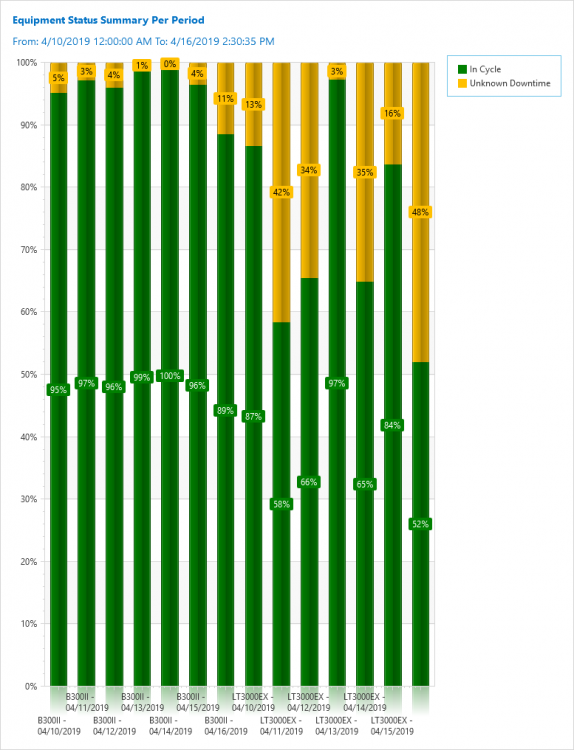
We started a subscription to Scytec for machine monitoring about 2 months ago. So far we are pleased. We have set usage targets based on our sales history and we can easily see if we are running enough parts to keep up. We can also look back at the history of part numbers, quantities, etc. I find it helpful to be able to look back at the last time we ran a part and see how many and when it was. Below is a screenshot of last month for our two lathes. We need to hit about 65%-75% in cycle to keep up. We don't track specific down times or quality as of now. Anybody else using this type of data collection and what else do you find valuable data wise?
-
That doesn't seem right, 5 axis moves with X**.**** for each axis is 40 characters.
-
Is the slot size consistent and can you spare a little extra stock on the ends? If so you could cut the part .2 long on each end, mill the extra .2 down until you are into the slot, then probe the bottom and sides of the slot.
-
Why not go with Capto? You should be able to find what you want off the shelf and a C6 is a stronger connection than a CAT40.
-
Mike, I was taught that you always want to start at TD=01 for main spindle and TD=07 for sub. I know when I was working with TopSolid on the 5x Multus post we saw weird things when you didn't start at TD=01. If you are not at the exact correct position of the first move in TCPC you can get weird and undesirable movements to that position. Since CAS needs to be disabled for TCPC you are not protected. I would stick always starting at TD=01 for 5x.
-
I heard one story from a tooling rep where a shop using the ceramics couldn't figure out why their tool life was inconsistent. Turned out it was occasional drips from residual coolant in the coolant nozzles that ended up being the culprit. They ended up having to add a blow off cycle before running the ceramics.
-
We use Qualichem XC-250 here. Our machines rarely sit for more than a day so I can say about break down. We do like it. We use These filters/skimmers to keep our coolant clean. https://kellerfilters.com/products/tramp-oil-removal/
-
Revolutionary Turning... Tizit HDT
YoDoug® replied to Newbeeee™'s topic in Machining, Tools, Cutting & Probing
That was my thought. If you are using the same tool at different rotation positions for finishing, but in a multiaxis mode you loose you separate offsets for different features of the part. One offset to rule them all doesn't work very well in tight tolerance turning. -
Compensation Poll - Take the poll
YoDoug® replied to Matthew Hajicek - Singularity's topic in Industrial Forum
I am a firm believer that when a job starts to really wear on you the best way to overcome is more compensation.