YoDoug®
-
Posts
1,309 -
Joined
-
Last visited
-
Days Won
45
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by YoDoug®
-
If you want to be able to program and sync in Mastercam you need to have the MT module and the appropriate machine def/post for your machine. I have used the Okuma Multus U3000 MT machine def/post for Mastercam and it does a decent job at handling wait codes.
-
That is how rough the grooves. The finish requirements force us to finish turn the grooves.
-
Our bins are 3' * 5' * 3'. The issue isn't the size of the bins. It is that the turnings like to pile up in a straight cylinder. Our project to motorize the bins to have them move back and forth slowly is designed to spread the chips evenly across the 5' length of the bin.
-

Getting thru flame cut hardened scale on 4340
YoDoug® replied to Leon82's topic in Machining, Tools, Cutting & Probing
Conventional mill cut with a deep enough radial cut to get under the scale. Climb will go through a lot of tools -
We actually have a pretty good handle on chip control. Roughing is not an issue, we get good chip breakage during roughing. The only thing we struggle with is finishing on the serpentine grooves. We rough them with a custom profile mill to avoid stringy chips, but it is not good enough finish. It is a bit of slow finish feed rate combined with a 35 deg tool going into a 40 deg v to finish. In the bottom we end up cutting a wide flat ribbon of material as the tool rounds the root into the opposite wall. We have made our own custom holder that aim 1000 psi coolant with the nozzle .5" from the tool tip. We use PCD inserts with laser cut chip breakers. They work great for finishing the rest of the part. At .002" IPR feed the chips look like little bits of fuzz. It is also a little bit of piling issue in the chip bin. We have 1.6 cubic YD. bins and the chips pile up in tower while the rest of the bin is empty. With the moving bin it will spread the chips out across the bin.
-
We looked at chip shredders but they are pretty expensive, we couldn't find one for less than $50k. We figured out the moving bin should get us 12-16 hours of unattended running on our more stringy chip producing parts. That's enough to cover overnights. On other parts we no routinely get 16+ hours of unattended running.
-
With 16 station turrets in the LT we don't do any tooling changes. We have enough parts that can be run with the same tools. Sometimes we use an endmill to open up a hole, etc. We have Schunk ROTA quick change chucks in all our lathes. A changeover that needs chucks jaws, robot jaws, and different material trays takes about 20-30 minutes. The reason the LT is lower on cycletime is we can't run it all night without filling the chip bin to fast and sucking chips back into the machine. We are working on building a motorized bin that will move back and forth to spread chips out. Of our 450+ parts numbers, all but <20 are aluminum. We outsource all the non-aluminum parts. It's not worth changing over tooling for. We run PCD finishing tools so they last for months. Everything else we run insert style carbide tools so no tool touch off is required. We do use some carbide endmill, but we have stops in the holders.
-
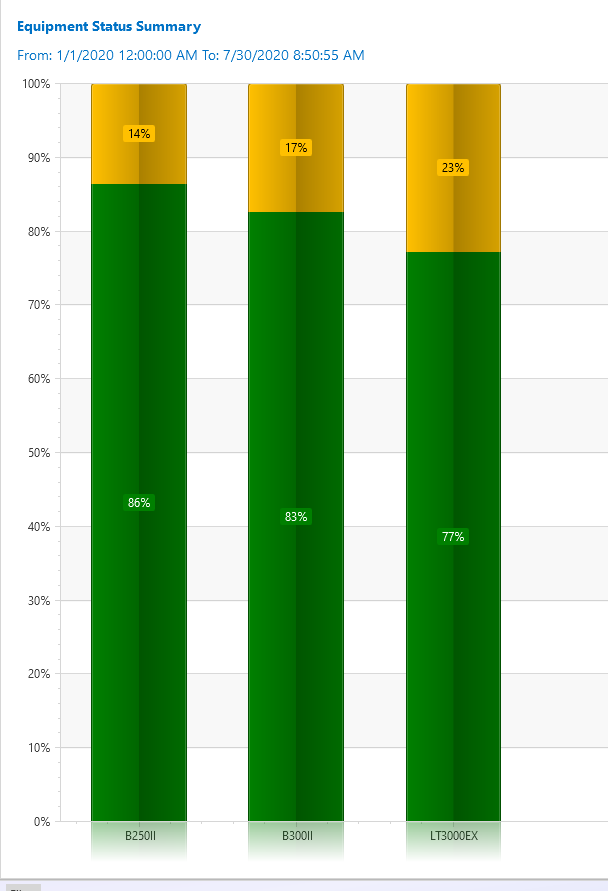
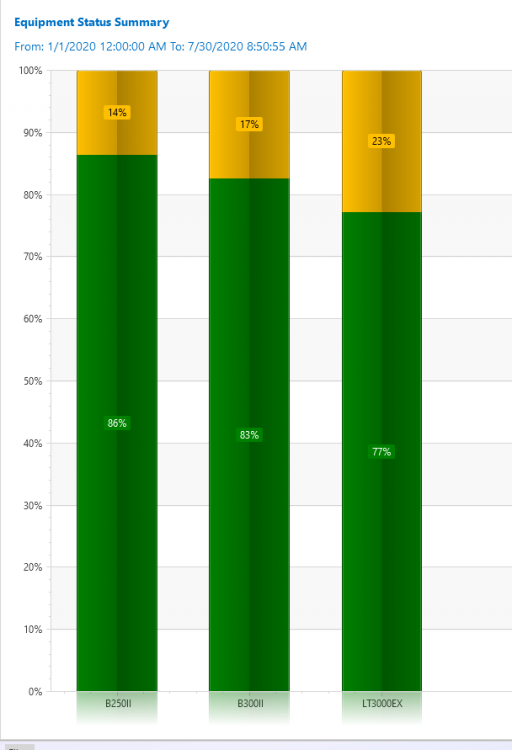
Just pulled data from our tracking software. This is in cycle for our three lathes (Okuma Multus B300, B250, LT3000) since Jan 1, based on 24/7 production. Not too bad considering we do multiple setups in each machine everyday. We try to hold no more than 2-4 weeks inventory. We have about 300 part numbers that go through these three machines in monthly quantities ranging from 10 pcs to 500 pcs. Also, we only run one shift a day and minimal weekend times. We run a few different short 10-20 piece runs during the day and switch to longer running parts for overnight unattended. We also have a new Okuma U3000 that we are building the robot cell now. The auto door option for the machine is not scheduled to be delivered until mid next month. Once that is installed that machine will go into full production as well. That should give us a break on weekend demand from the machines, at least until we develop more products to sell.
-
You will need to do XY calibration as well. The macros check to see that there is calibration data. Even in a Z axis probe cycle they use the calibration for positioning adjustment for probe tip runout.
-
Probing cycle is not writing to macros
YoDoug® replied to Tinger's topic in Machining, Tools, Cutting & Probing
Not in his case because the #139 value was cleared upon leaving the sub/macro program and he had the #500=#139 in the main program. -
.625 IC 55 deg is not a very popular insert size. Not many people need one that big. You might be able to get a custom made.
-
Probing cycle is not writing to macros
YoDoug® replied to Tinger's topic in Machining, Tools, Cutting & Probing
You might not necessarily be able to see it. The PMC can process data way faster than it can update the HMI display. -
Probing cycle is not writing to macros
YoDoug® replied to Tinger's topic in Machining, Tools, Cutting & Probing
It has been a long time since i have worked on a Fanuc, but two things are coming to mind. First IIRC there is a parameter that makes the control retain #100+ variables after reset/M30. Second, it could be losing the values after the jump out of the 9843 program to the main. Try putting the #500=#139 at the end of the 9843 macro. Or look inside there to make sure it is not being cleared in there. -
5ax with pallets
YoDoug® replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
The pallet changer for our Okuma Genos M460-5ax showed up this morning. Some assembly required....
-
Years ago, a version or two before Mastercam came out with Dynamic we had it where I was working at the time. The HSM toolpaths were awesome. We also saw that the regular 3D toolpaths calculated faster and gave us better finish than Mastercams 3d Toolpaths. A few Mastercam versions later the difference was minimal.
-
Okuma Schedule, Program Source alarm 2612?
YoDoug® replied to J Coulston's topic in Industrial Forum
That alarm is saying it can't find the file. It would be a different alarm if it were a memory issue. -
We use Schunk VERO-S in our mills for robot loading of pallets. The vertical mill has 24"*14" pallets with 6 vERO-S modules. The 5x VMC has 18"*14" or 14"*14" pallets with 4 VERO-S modules. They have been in production 24/7 for the last 6 months. No issues so far.
-
One big thing to consider is the quality of tool paths and options available in CAM software versus IGF. Tool paths to take advantage of multi-function groove tools, Prime turning, etc. You also have a lot more control over finishing tool paths and blending in a CAM software.
-
6061 Dynamic Milling Speed and Feeds?
YoDoug® replied to J Coulston's topic in Machining, Tools, Cutting & Probing
Do you have the standard Okuma HiCut or did you spring for SuperNurbs high speed? If you only have HiCut you can still get the machine to move crazy fast but it requires a little more finesse. With HiCut I open the tolerances for for roughing to get the fastest movements in-between cuts when using dynamic. I also set the loop size a little bigger to make the machine move smoother. If I set the CAM tolerance to .01" and the machine tolerance to .01", I will leave .04 stock to be safe. Otherwise you can end up cutting corners. The commands to change high speed tolerance dynamically are G131 on/G130 off. There are also parameters to specify in the G131 line, E=tolerance, F=max speed, J= mode (1 or 0 for prioritizing speed or accuracy). As far as speed and feed. I normally start at 12000-14000 RPM in our MB5000 depending on the tool. A lot the final RPM is determined by listening to the sound and adjusting. Small RPM changes can drastically effect the harmonics. For feed I use the Helical milling adviser. https://map.harveyperformance.com/#/tool/null/null Below is a link to a demo video I did a while back. The same HiCut/Dynamic settings as mentioned above. 1045cr steel in that demo. -
Another Okuma Macro to share.
YoDoug® replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
Sorry, I do not have any macro of that type. -
Our local Okuma dealer here has an Okuma LT3000 3T3MY in stock that they keep asking if we would be interested because we have a 2TMY. My guess is at this point you could get it for a good deal. Wouldn't change your issue with programming though. We use TopSolid to program ours. I know they can also handle the three turret version as well.
-
I am curious why you think Call OO88 will give better results than DFO.
-
Vericut Force/OptiPath Question
YoDoug® replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
That is kind of what I expected to hear. I think you would end up needing to adjust the way you machine to take full advantage of the Force module. -
How did you activate it? Code sample?
-
It has been a decade since I have used Vericut. When I did we were using NX with no Volumill. When we ran the programs through the vericut OptiPath module we saw big reductions in roughing times. My question is for people using Force or OptiPath now with Volumill/Dynamic style toolpaths, what kind of time savings are you seeing in real life? So often these toolpaths are running at the limit of the machines accel/decel and feedrates. Did you change your programming to better utilize the Force/OptiPath?