Goldorak
-
Posts
1,291 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Goldorak
-
i got to live and program with all these bugs but if a can save a few hours if i don't have to always find a work around, i will be happy and my boss too we are all capable to get the job done , but not necessarily the fastest way
-
if it gouge the part at feed rate , verify won't tell you, if it's rapid , you will get a warning work with feedrate transitions can be dangerous
-
Here in Canada we can not smoke in any workplaces of public places so here at the shop it's a no way any time any where exept outdoors on brake time but we are 38 worker here and only 2 smokes
-
it was like this in X5 too... i never found hot to reproduce this bug, it seem to happen randomly when you copy an operation
-

Turning Ball shapes
Goldorak replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
we do a LOT of inconel ball , and button insert are simply not rigid enough to hold tight tolerances a 35 deg VNMG insert is the best way to cut accurate balls an be absolutely sure that tour machine backlash is really well adjust, at the point where the X screw will rotate to the other way , if you got too much backlash, you will get a very nice toolmark (on Okuma this can be adjust in parameter ) -
in lvl 3 , use blendmill drived by a chain and a point , the fastest and easier way
-
okuma GENOS L400 vs HAAS ST-30
Goldorak replied to mig's topic in Machining, Tools, Cutting & Probing
we got an old Okuma cadet LNC-8 that is 25 years old , it still hold parts within .0002 all day long i don't think that a Haas can do this, even if it's brand new -
1/8 EM in 4140A, drill corners or not?
Goldorak replied to honeybunches's topic in Machining, Tools, Cutting & Probing
x1000 dynamic toolpath for small end mills is a must, we do a lot of pockets with corner smaller than .250 ans dynamic was a huge improvement on tool life and reducing cycle time for 1/8 endmill , try 5 to 8% stepover, it will cut forever edit: don't be cheap on tooling quality -
method to calculate rest material ?
-
Belt driven Hass has no guts
Goldorak replied to Jeff the haas_guy's topic in Machining, Tools, Cutting & Probing
Off Topic , i really like this quote !!! In Topic : does the machine got 2 speed ? -
Jeff, on this video you get a better view of turn-cut function on okuma
-
i got to admit that FBD can be a fast way to drill some parts with a lot of different holes, but the machine time will be out of range you better take 30min to program each hole than waste 2-3 hours in the machine FBM is a total waste of time, the cycle times are ridiculous...
-
Magnetic Particle Inspection
Goldorak replied to SpecialtyTool's topic in Machining, Tools, Cutting & Probing
any jobs here that require an MPI, it test was done just before shipping after all treatment and process, even after black oxide ... -
Mastercam won't let user exit
Goldorak replied to Jimmy Wakeford from Barefoot CNC's topic in Industrial Forum
with dual screen , it's really a common warning, an open task window can be hide under an other on the 2nd screen, generally the operation manager it's 100% my fault at each time -
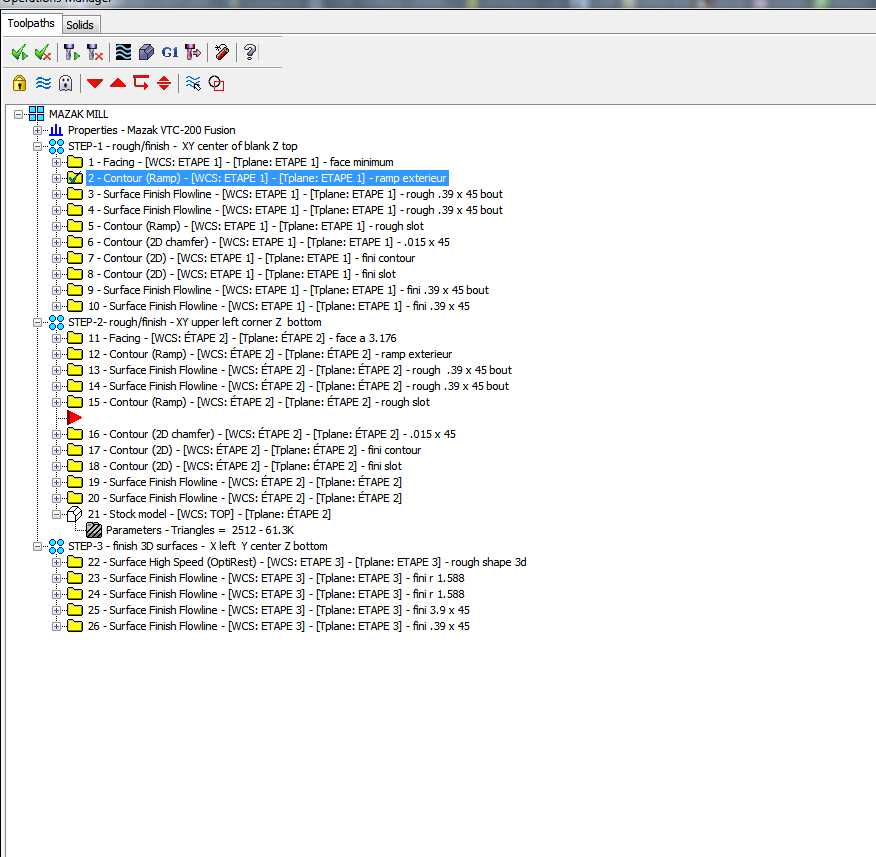
the reason is that i create a separate X+ file for each toolpath group that represent each operation on the same machine

-
try the same thing in Internet explorer
-
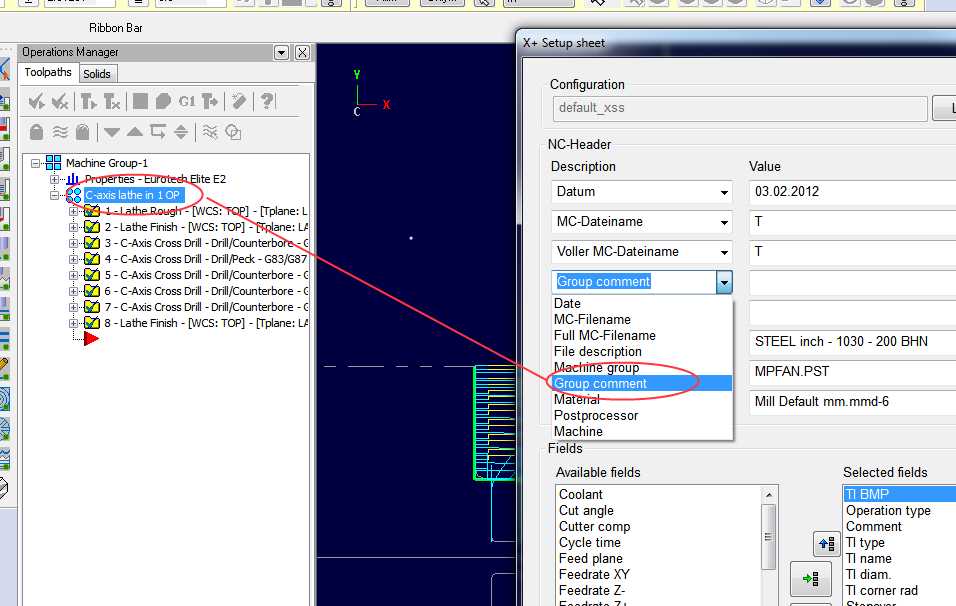
Gunther , it will be awesome if we can output the toolpath group name in the header comment i use this to describe the operation to be done in the process Tanks in advance (if its possible)

-
POUHAAAAAAAA!!!!!!!!
-
it's fixed :thumbsup:
-
this dosen't solve the problem , i thing is that Nvidia does not update my 8800GT card driver to support nView in win7, only the quadro card get this update this is a minor issue for me , i can really live well with this
-
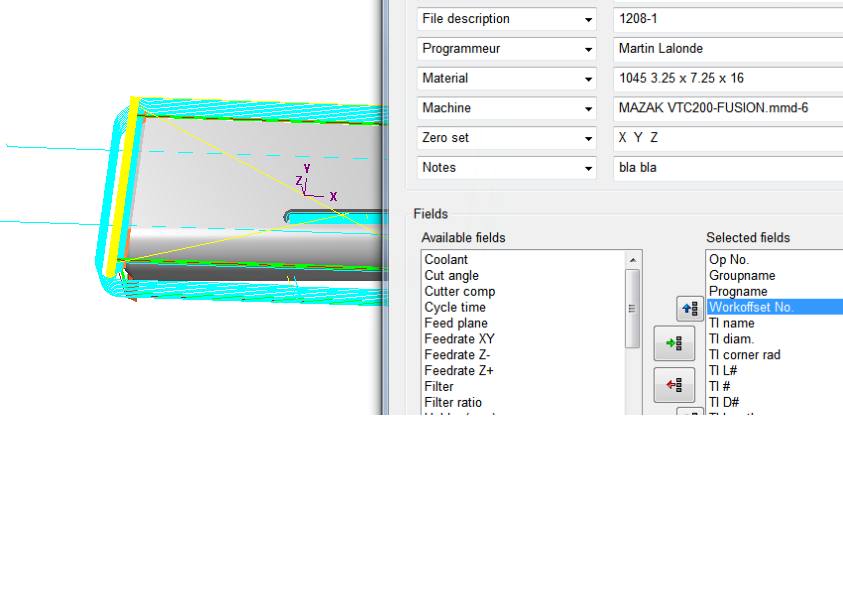
for my 3-4 first try , it runs great if you use aero version in win7 , the screen shot will take the X+ box with the printscreen, the X5 was like this too (see attached picture) i just drag the X+ box in the other screen then click OK FYI: the HTML version works better with explorer than Firefox

-
Thanks Gunther i am installing it right now !
-
like this ?
-
if my memory is good , it's a setting in the OSP parameter to remove the header name, it's not a Cimco setting i think it's in the RS-232 page we got both controllers and they work fine with RS-232
-
What type of material do you cut?
Goldorak replied to BenK's topic in Machining, Tools, Cutting & Probing
simply calculate the percentage of profit on raw material