Goldorak
-
Posts
1,291 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Goldorak
-

Best Rotary Table Manufacturers
Goldorak replied to CarbonCAD's topic in Machining, Tools, Cutting & Probing
Tsudakoma without any hesitation -
Learning to Cut in Mastercam with Solidworks Files
Goldorak replied to Docman24's topic in Educational Forum
you can import SLDPRT file directly in mastercam if the versions are compatible I have a macro in SW that automatically save my part in .SDLPRT and .X_T in one click the parasolid is the way to go inside mastercam -
Absolutely, it makes a world of difference in performances i saw a clear amelioration in performance the day i switched my old WD 1TB drive for a little 250GB SSD on the same computer ( intel i7-4770 3.40ghz 16gb ram and quadro k600) our server takes the relay when i need more memory space, i set the backup files to transfer automatically to the server each night so each morning i started with a clean backup folder Mastercam save large files in a blink of an eye now compare to a few seconds before, it seems little, but when you hit the save button after each operation like me , you will save hours at the end of the month
-
create a bull mill instead , it works better and it's easier to create an accurate geometry in face mill diameter of cut is the inside of the radius, if you want 2in outside with .03 corner radius , you have to set the cutting diameter to 1.940
-
nice , you don't even need to unload the flat bed truck , just park it in the machine and cut the part in place
-
regular or VDI turret ? there is different turret type that can be on the LB-15 it's optional
-
Help with 316 Stainless plate
Goldorak replied to Mic6's topic in Machining, Tools, Cutting & Probing
about 50% of our production is stainless steel after a few years you get some trick and techniques , at the end i prefer SS over aluminium O_o -
Help with 316 Stainless plate
Goldorak replied to Mic6's topic in Machining, Tools, Cutting & Probing
OSG makes some awesome HSS drills for Stainless steel plates we can drill over 1000 holes with a single drill in SS316L plates (heat exchangers) in 316 it's mandatory to drill to full depth without any peck, and use as much coolant as you can if you use pecks , the surface of the plate get harder, so the drill wear really fast, not just on the cutting edges , but also on the diameter ... -
we are in the process to buy a bif 5 axis VTL (Ø60in min) make your homework , it could cost over 150k just to get the machine on the floor and functional, this involve software, tooling, foundation, we already got the 10T crane to handles the parts.... so if you don,t already got one, xxxx some major $$$$ in the balance on top of that, parts that bin can cost thousands of dollars just in material for each part, you need the cash flow to handle that i know at least 6 or 7 shops around here that decide to go big then go to bankruptcy in less than a year
-
so, we met a few reps from Parpas, Matsuura, DMG and Okuma , by now the Mazak integrex is ahead of everyone in about every aspect we still wait for Hermle to see what they have to offer the final decision is not taken but i hope that we pull the trigger soon on that project, it will be a huge step forward for our company
-
i forgot to mention that we also have 2 mazaks ( a VTC-200-50 and a quick turn 250M) but they are pretty old
-
thanks for the reply @ crazy^millman, by now mazak integrex is one of the best , way cheaper than Parpas or Hermle we can buy a full load 5 axis + turning + twin pallet integrex with all possible options for the price of a basic Parpas diamond 5 axis.... we still wait for Okuma, we already own 11 Okumas here so our employees will be in a comfort zone @ K2csq7 my jeep built is going well it's now on 35 with 5in lift. I need to put the build aside a little bit, with 2 daughters its a different life now, the priority's has changed a little bit
-
Boring on a lathe with a U Drill
Goldorak replied to within a thou's topic in Machining, Tools, Cutting & Probing
you can also drill offset to get a bigger hole on the first pass, most U-drill supplier will provide a maximum and a minimum drilling diameter for each seize of drill -
Hi emastercam people, long time no see, Unfortunately, I am not using Mastercam on a regular basis we hired a new programmer a few years ago and now I mainly do quotations and work on SW We are looking for a VTL 5axis Ø60in minimum to boost our production by now those parts are produced on a conventional VTL and a conventional boring mill, it takes an eternity (over 10h per parts) I simply want to get a few feedback about your experiences with that kind of machines and what is available on the market , by now the only one i get a quote is a Parpas diamond machine from Italy Tanks !
-
the F is the WTF when you set a F20 for a drilling cycle and you forget to change the G95 to a G94....... 20 inches per rev is a pretty fast feed a 4500RPM...
-
F is the feed per revolution (1/27=.037)
-
it looks like a dept of cut issue or your tool can not pass between bosses
-
2D dynamic core mill will do this easily first chain is the stock, 2nd is the finish part , mcam will cut everything between the 2 chains using a dynamic toolpath
-
X1000
-
waterjet machines can hold a .005 tol in a 1in thick ss304 plate, it'a a pretty awesome machine but not as fast as a plasma cutter or a laser this vid can tell how amazing theese machines are
-
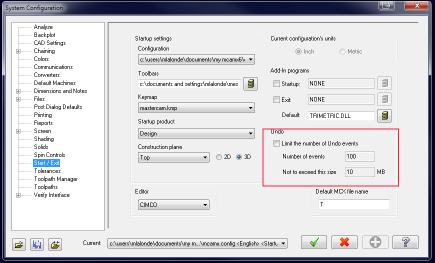
go to Settings then start/exit you will see a box called "UNDO" see if the limit of undo is activate and set to 0

-
True, we got over a dozen of these vise and they ALL do this if i need some precision i put 2 clamp on the top of the fix jaw to prevent deflection
-
no it's the generic Okuma 2axis processor
-
In House Solution http://www.inhousesolutions.com/
-
i use the one developed by IHS and it works flawlessly out of the box !