gms1
-
Posts
789 -
Joined
-
Last visited
-
Days Won
5
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by gms1
-
I have this macro that will calculate the work offset numbers from any angle to any angle with any given point(It is mike lynch's macro). And I am trying to prove the numbers using excel/calculator and they just do not jive and it is driving me nuts. The problem boils down to how the controller is doing the math. #108=-35.4335 #531=-47.9680 #111=#108-#531 On my calculator/excel #111=12.5345. On the control (Fanuc 30i A btw) it is 12.5325. I can draw this point in mastercam and the control is correct. I have a compound angle app that also gives me the number in the control yet my calculator/excel does not solve this the same way. WTF am I missing??
-
Yeah this is the latest version (LOL) of the forum. There was one before this one
-

FANUC Custom MACRO B Cheats
gms1 replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
I worked at a place that had 2 5 axis mazak machines that had fanuc controls on them. So much fun trying to get help I was going to buy a stone and try and squeeze blood out of it... I thought my chances would be better. -
Carbide thru tool drill recommendations
gms1 replied to Tinger's topic in Machining, Tools, Cutting & Probing
Did he try the seco performax insert drills in his test as well? I routinely drill holes in the 1.5"-3" range with seco, sumitomo and kennametal stuff and these performax drills seems to last the longest and gives me a better quality hole. The problem is I don't really have a large test range to compare it to. -
I have the same issue and when I make changes to the metric config it pretty much never saves some of the settings. Now I am just stuck with it cause i am tired of reloading that config.
-
Carbide thru tool drill recommendations
gms1 replied to Tinger's topic in Machining, Tools, Cutting & Probing
I prefer walter and mitsubishi. There is a pretty large price difference in the walter tools just so you know. The DC150 line is cheaper than the DC160/170 lines and they all last a long time. -
One way you could do it if it won't post out after the m30 is to add a manual comment at the top of your program like GOTO4444 Then at the end of your program add your manual comments/probing routines in the toolpath manager, but preface it with a manual comment N4444 Now your program will jump to the bottom to do your stuff then you can give it a GOTO1 to have it jump back to the top of your program to an N1 line to run the rest of your code. This way you avoid the whole posting after m30. I am not a fan of having operators do the "search for this" stuff. It just always leads to bad places and the invention of new ways to blame you for what went wrong. All of my probing and macro math is at the top of each program with error checking codes put at the end of my programs and use goto's to get it done.
-
Calling all Tool Manager Gurus and shop floor personal
gms1 replied to MetalSlinger5's topic in Industrial Forum
My own blood sweat and tears to make that active reports template. I'm working at Worldtek where are you? -
Calling all Tool Manager Gurus and shop floor personal
gms1 replied to MetalSlinger5's topic in Industrial Forum
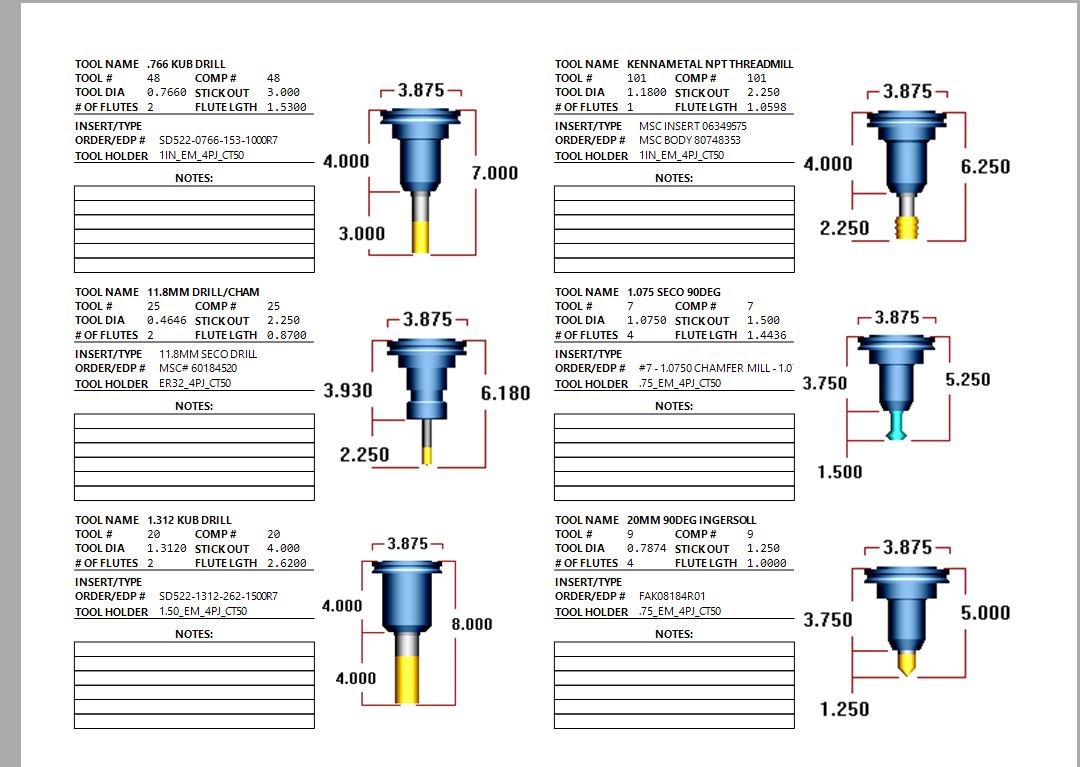
Not all tools are filled in yet but the vast majority of them are. I came up with my own holder naming scheme based on what I have to work with at my current place (which is practically every holder manufacturer under the sun here, so its generic). Order numbers, stickouts yada yada.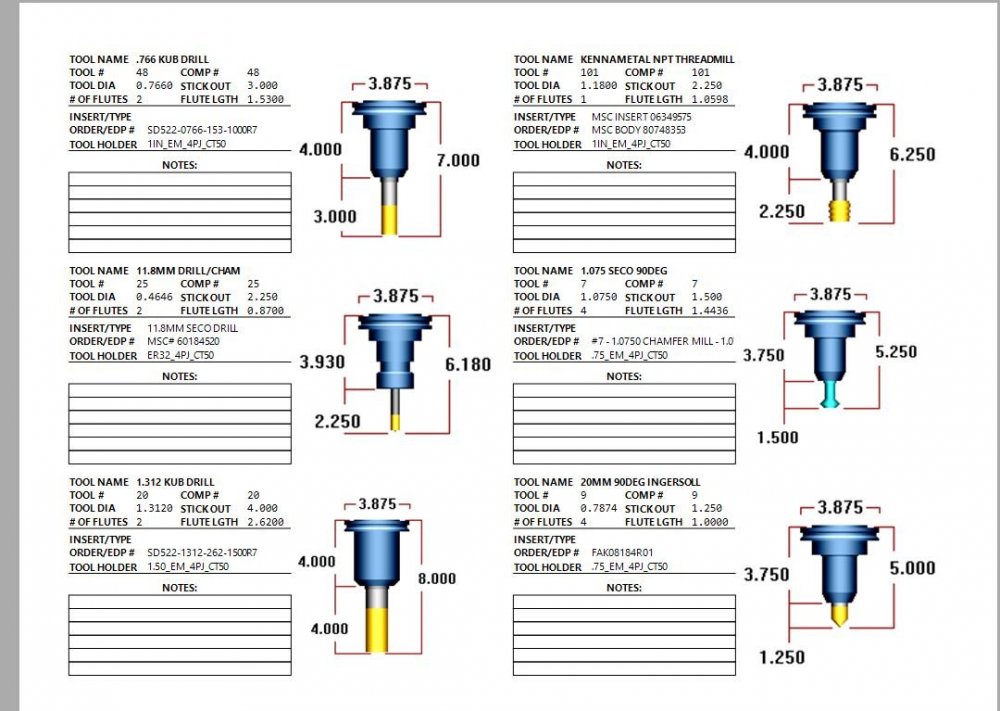
-
Deep pocket in aluminum
gms1 replied to CNC programming questions's topic in Machining, Tools, Cutting & Probing
Spending the extra time up front in programming is the whole reason I am doing strictly programming now. Take the time to do it and it will save you time later when you have to remake/repair something or losing more time to remake parts. I will say I am a firm believer in you can never 100% dummy proof anything. You will just get a better dummy to beat you. The little things will just help make things easier. -
Tag name for ROUGH, FINISH on ACTIVE REPORT?
gms1 replied to PcRobotic's topic in Post Processor Development Forum
Most of these guys have similar models for holders. I've been using the parlec and kennametal models for most of what I need even though it may not be the one they grab its usually pretty close. I also use the machining cloud program to get them if they are in that system, its real hit and miss there. -
I do keep mine sorted on a separate drive but I sort mine by mastercam version because I still do use 2019/2020 occasionally and that soup mix of backups drove me nuts.
-
Back in ye olden days (I cant remember which version) Something was broken with that auto save and it corrupted a very tricky part I was programming (it was like 200+ megs at the time... early 2000's) and I lost it all. I have never gone back and tried it and I never will, that trust bridge was burned to ash. I use the auto backup keeping a few copies every time I save and I save a lot and its saved me countless times.
-
This is a horizontal program. So I duplicated the front plane and created a new origin. This program was started in 2019 though so maybe thats it? I tried to repeat this in a fresh session of 2021 and it wouldn't do the same thing.
-
I usually keep the perp entry off and I don't use sweep.
-
I see in the whats new for 2021 that an option has been added to start/end at the center of the hole. This has changed how the code is output apparently because now If I input 90 in the start angle box, 0 in the sweep angle box it doesn't actually start @ 90 degrees. It starts at a nice random 36 degrees. Is there any way to fix this so if I type 90 it starts the tool in a 90 degree angle?
-
OMG thank you!
-
I want to verify my toolpaths and now in 2021 i get these popup boxes every freaking time and I can't find a setting to turn it off. Anyone know?
-
Thank you for taking the time to look at this Dylan.
-
Nope I thought this time I would do it like the video Dylan made just to show either points or circles still aren't working for me. edit:: Please notice at no point in time do I use solid models for ANY associations. I never use them, I have always used wireframe for plane settings. This worked forever before 2020.
-
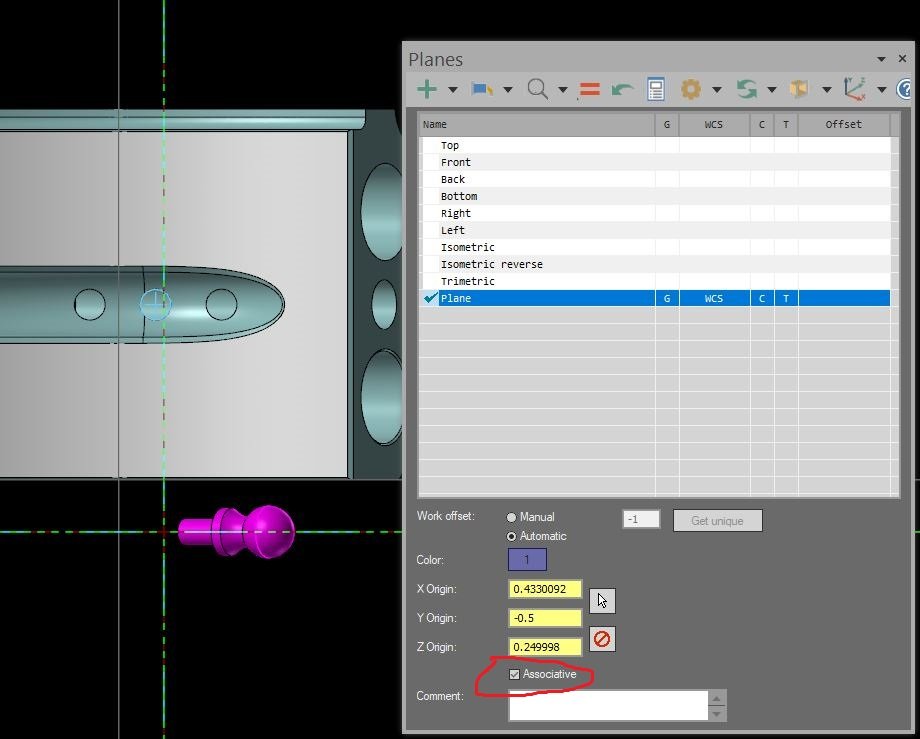
So no its still broke. Opened the solid model of the part and tooling ball fresh in 2021 without anything else in the file and created an entity normal plane from a hole axis line, associated it to the circle on the tooling ball, it did checkmark the box which is great. Then I went to top view translated the tooling ball and circle 2 inches and noticed the zero numbers never moved from the original position of the tooling ball. And to add to the misery the associative checkbox is still checked LOL. Attaching picture for funzies.
-
No I am not certain because I didn't start the file but it I believe it was started in 2019. Now you got me thinking to do this in a brand new file.
-
Ok, can we go back to 2017 planes now? That video doesn't explain wtf I am suppose to do. If you want to repeat what i did here ya go: model prep - hole axis on one of the 30deg holes in the side of part in planes menu dropdown, create from entity normal, click hole axis line, set the correct orientation with the arrows (for me it was plane #5 of #8) in the planes window click the arrow and select the point in the middle of the tooling ball to set zero Now cuss yourself out and realize you need to move your zero, put the view back to top/top/top translate tooling ball and point so the shoulder diameter (.46") of the tooling ball is at 0 make toolpaths realize there is no such thing as associativity apparently and your toolpaths are out in space or through your expensive fixtures/parts make post to see if anyone experiences the same thing as you to make sure you are not completely insane and your definition of associative is correct
-
You cannot get that stupid associative checkbox to work period like Dave said, it just won't. When I move the tooling ball and point I do it when I am in top view just like you did i just didn't write that step out. In versions prior to 2019 when I moved the tooling ball and point associated to the plane "30deg holes" it would keep the associativity and move the values with that point. This is what has been broken since 2019.
-
So I just had my first experience with this in 2021 and associativity is still broken. I'm attaching the file for an example. I setup a tooling ball on level 301 and created a tool plane called "30deg holes" from a point I created in the center of my tooling ball. Now I want to move that tooling ball to 0,0,0 and the numbers do not follow the point making the association broken. If this doesn't work the same for anyone else let me know because I am really tired of dealing with this. 2B-78802 3RD OP.mcam