gms1
-
Posts
789 -
Joined
-
Last visited
-
Days Won
5
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by gms1
-

Thread Mill, Bottom to Top method Issue
gms1 replied to Debaprakash Nayak's topic in Industrial Forum
We buy Johs Boss and some Walter threadmills. The Johs Boss threadmills all specify convention mill top down for all of their threadmills. Some walter threadmills suggest it as well as do 1 cut up and 1 cut down for tough stuff. Its been a few a years since i have bought a climb cutting threadmill. The fun threadmill from Walter has 3 rings of teeth spaced 1" apart on the tool shank. I love handing that threadmill to a new guy and tell him to make me a 2"-8 un thread 3" deep in 1 pass -
Thread Mill, Bottom to Top method Issue
gms1 replied to Debaprakash Nayak's topic in Industrial Forum
poke poke... heh -
Thread Mill, Bottom to Top method Issue
gms1 replied to Debaprakash Nayak's topic in Industrial Forum
You could just set the number of teeth to 1 and let it spin up completely which would of course increase your cycle time. It will always start how you tell it... if you pick bottom to top it will start at the bottom and step up. Choose top down and it starts at the top. -
I haven't had a chance to play with 2021 too much yet. 2020 just drove me nuts with never knowing if my planes were still working or not so I figured I would ask if it was functioning better. Of course its going to take a decade to stop checking my planes nonstop to make sure they are still correct
-
That helps thank you Dylan. I hardly ever use solids for this type of stuff since I like to be able to move that point anywhere I want. Now I know what would cause breakage with that workflow.
-
My typical workflow is to have my planes manager open 24/7 on my 2nd monitor. When I create a plane I usually just right-click the top plane and select duplicate. Then I create a point where I want the 0 to be and select that point for association. This way I can move the point anywhere I want and the 0's move with it. This works reliably in 2021 now?
-
I Don't know if this is for 2019 but I had the same problem and there is a thread on the mastercam forums that had a fix that worked for me. http://forum.mastercam.com/Topic32878.aspx?Keywords=ActiveReports_Designer-New2019#bm32900
-
Typically I would cut them all from the top down at the same time. Instead of 1 rib at a time. That is what the thin wall function does, but does it better by staggering the depth of cut.
-
I never use solid models to make my tool holders because you can't edit them. When I am using an extension in a holder I just draw the extension at different lengths that i need for stick out from the tool and tell the guys to use whatever holder to hold the extension unless its really tight tricky long stuff. And my other rule for using that stand alone is to limit my exposure to headaches until they get all the pieces of a tool setup into that system I don't bother with it too much its not worth it until then and I have been waiting a really long time for that to happen.
-
I do the same. I usually do 2 passes per hole and my threadmills are conventional cutters so they all cut top down instead of bottom up.
-
I could attach more examples but it doesn't look like you want that (btw its pretty much the same for all holes). And thats 1-64 threads to 2" npt holes in various materials. The only thing that changes is the goofy tools we use on different holes.
-
It never snaps. And this is for a 5/8-11 not a 1/4-20 1" deep in stainless.
-
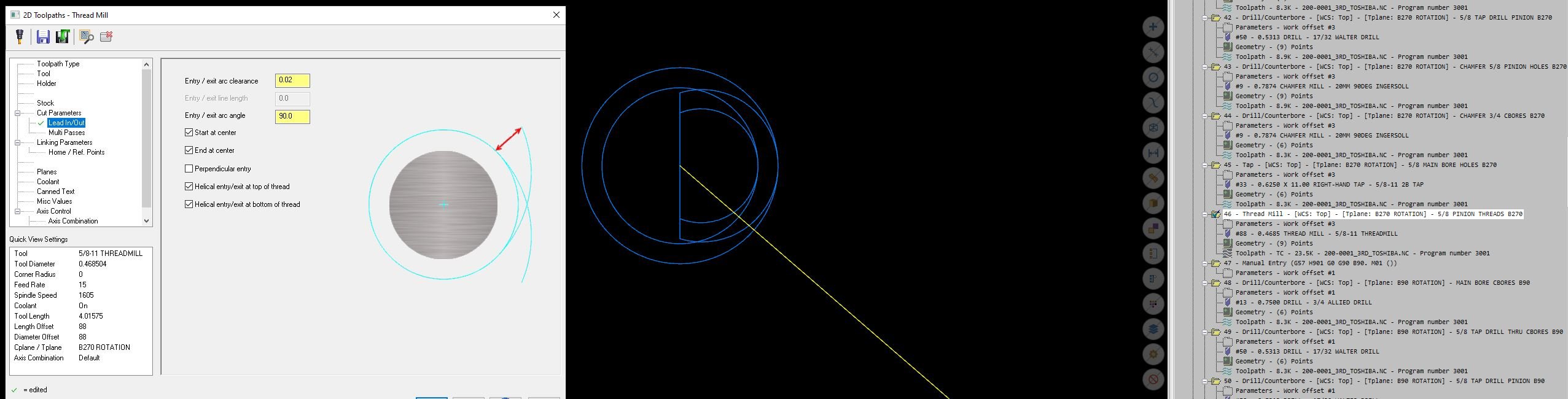
This is my 5/8-11 threadmill cycle settings. I never turn on perpendicular entry. if they need to comp larger than that .020" value I change the major diameter of the hole to compensate (and yes some machines just suck at making threads so sometimes I have to adjust that). FYI those feeds and speeds are what we use on welded a572 plate.
-
Inconsistent edges in outline shaded mode 2020
gms1 replied to Programinator's topic in Industrial Forum
That is odd. I was going to say try changing the lighting settings but it doesn't look like it will change much. -
When they make it so I can translate stock models (translate/rotate) I can drop using stls. Until then I still have to use stl models for some of the stuff I do.
-
https://www.mscdirect.com/product/details/81812034 https://www.mscdirect.com/product/details/97722227 2 1/2 diameter tooling balls with different shoulder height. Absolutely always have to document that before anyone touches that. I had a guy who liked to order 12mm tooling balls too, Made for a fun day trying to figure out why my program was off when it wasn't :)
-
quantity of programmers required rule of thumb?
gms1 replied to White Feather's topic in Industrial Forum
Honestly anything that hit the door in Michigan. I had programmed a ss food grade hamburger patty maker for a meat packing company, later made a program for a prototype sunroof system for ASC then made a bunch of programs for some extruded aluminum rails for an A400 Airbus cargo plane. It was always something different but the majority of our work was military aircraft part like the A400. edit: you will be surprised to know we did very little automotive work though. It was great because I hated the auto stuff. -
quantity of programmers required rule of thumb?
gms1 replied to White Feather's topic in Industrial Forum
for about 20 years at my last job it was 1.5 programmers to 20 machines :) -
I never really cared about what name they give these interfaces. It all comes down to keystrokes/movement for me. If it takes more keystrokes or movement to do the same thing yesterday then its worse. I don't care what color of paint you put on it. I use a heavily modified right click menu and even that was somewhat broken a few versions back. edit:: I wanted to add that I can use any interface, its just the usability and quality of life makes it worse.
-
I just find it funny that we had to get this terrible ui because "Microsoft does it" and now Microsoft is getting rid of the ribbon interface because it is crap. :)
-
I used to be an X+ user until I sat down and hammered out a decent active reports setup sheet. Haven't looked back since.
-
Wow i had no idea it took that long to complete that. But at the end when I did it I had a pretty good grasp of what I needed to get done and just came here with some questions to hammer it home with stuff that wasn't covered in that tutorial and did a lot of futzing around to get what I wanted. Active reports still leaves a lot out of what I would like to see in it but at least it gives me something to go on to save me some time.
-
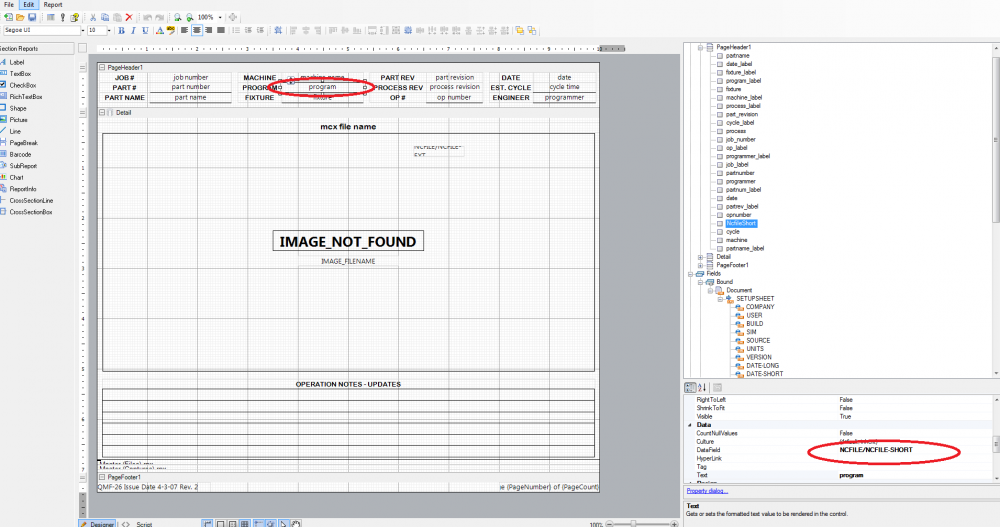
I use the nc file short version so all I get is the short form program name like "1234-1.nc" in that top left red circle. To get that value extracted from mastercam you look through the "fields" categories which is in the box in the upper right corner. Find NCFILE-SHORT from that list and drag it onto the page anywhere you would like it and it should show up with the preview button. From there its just a matter of formatting everything how you like. This is all covered by the nice tutorial on active reports on the mastercam website btw with examples in the sst folder on how cnc software made their template setup sheets.
-
Does that toolpath give you good finish on the actual part? Ive been a little leery using that toolpath because it still doesn't look good in verify unless I crank the stepovers down to tiny amounts.
-
I always know that at the end of the day there will always be another way to accomplish what I did that day in mastercam. Its all about time and effort management. And usually I have 0 time to do anything