.jpg.1790aabc28e15702bffefe041146da5f.jpg)
Metallic
-
Posts
405 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Metallic
-
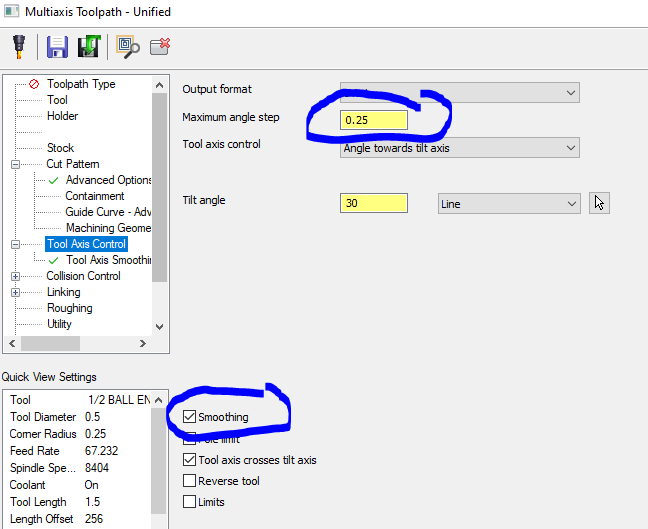
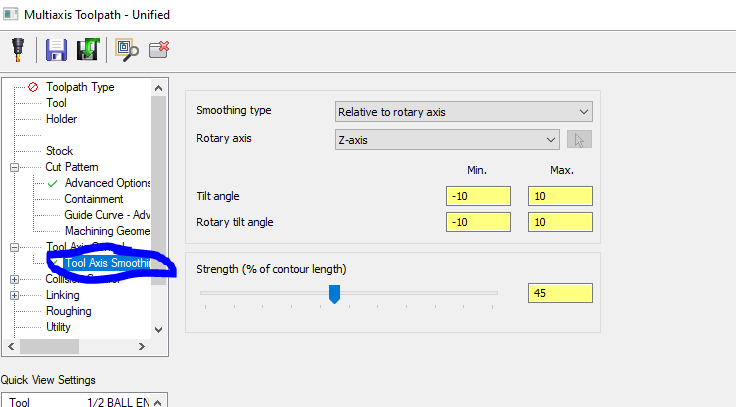
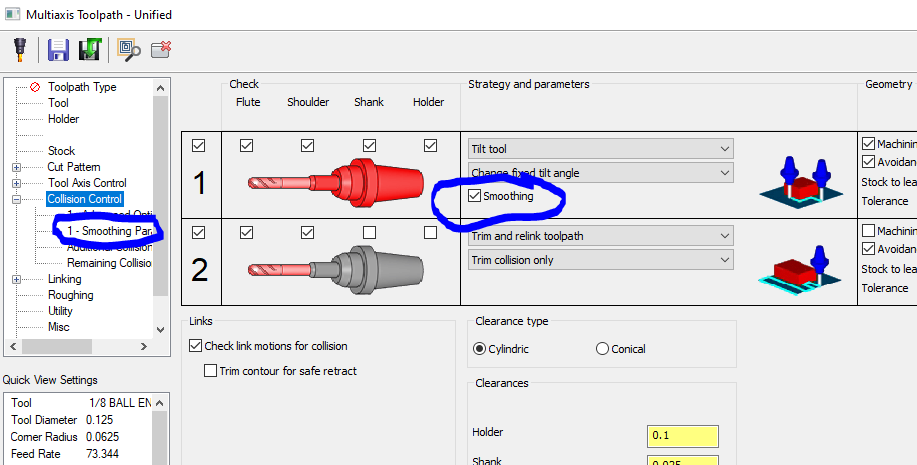
Where are these parameters located? Also, why choose free cutting mode over accurate cutting mode? Thanks
-
.thumb.jpg.d4de3779c381ac511dbaaf4f87d2ea0c.jpg)
New CAM programming algorithms
Metallic replied to essid.mh's topic in Post Processor Development Forum
I was just finishing up some 5 axis surfacing toolpaths and went really deep into attempting to get the best surface finish. I was very impressed with my little Hurco VM10Ui machine throughout the process...very capable controller. It does get hung up on some really small interpolation moves but that is manageable. Here is an example of a Unified Parallel Morph surface finish. As far as surface finishes go, how much can servo tuning play a role? The machines run Yaskawa Sigma 5(?) servo drives, which from my understanding are very capable little units. I believe they can be tuned. Now, is that something the machine tool builder does when building a machine? Or is that something the end user can do? I am falling into the rabbit hole of what is "good enough" but if tuning servos can make for smoother motion, I am all for it. When you start smoothing a 5-axis finishing toolpath, are there methods and techniques to help create smoother motion that don't just say, shorten segment length? Our controllers do offer G05.2 and G05.3 misc. parameters, which from my reading are similar to Fanuc AINano smoothing and the like. Just curious to get others' opinions on developing a process that leads to the BEST surface finishes, but also at reasonable feed rates.
-
Yea they got it fixed on Mastercam's end, no idea what it was but now it is working. Later!
-
Any reason why I might be getting this error when accessing the tech exchange? is the exchange only for industrial licenses? Our education maintenance is current and everything shoudl be fine. hanks
-
Correct me if I am wrong but was this always a feature? I seem to remember the right click/hold/drag/drop was the only way to move toolpaths until recently. Or maybe I am misremembering. I do a combination of both in terms of copy/pasting and drag/dropping. I have had a few hiccups here and there and I can say that it is definitely annoying, but not that big of a deal. I personally kinda like the toolpath manager and in fact, I am not even sure what they could do to make it more intuitive. I am sure there are many things but I am not a UX designer so I dunno. It packs a lot of functionality into that little strip of pixels! Is there a way yet to dock the toolpath manager, and the other managers OUTSIDE of your main mastercam window? Say I want to have a huge graphics window and I want to "mount" my managers on my other monitor somewhere so I can expand it in size and open it up a bit more?
-
You Can select "hole geometry" for using things like 2D Highspeed roughing operations where the hole geometry is the air region. You can also tell it to only do a plunge entry on those specific locations by choosing the point as your 'center on point' geometry with entry motion set to 'plunge only' Still with OptiRough, you need to use stock models to define where and where not to cut. I just made a program like this and using stock models was still the best way
-
Turning off arc filter works well. Turning up the tolerance also works well. The main thing I think was outputting the High Feed rates though...it fixed the issue. One thing I need to fix now is the plunge rate - plunge rate IS used when retracting and approaching a new cut - just in case you didn't know that. I didnt. SO bumping that up to like 300 should speed it up. Thanks for the help
-
Leaving 0.03 stock for finishing. So yea bumping tolerance up is very easy to do. Interesting...I assume this is going to be some parameter within the controller? I will also try outputting that as feed moves and maxxing it out to see if I can get the kind of smooth motion I want. At the end of the day doing a minimum vertical retract might be fine as well, I just want to get this figured out. Thanks!
-
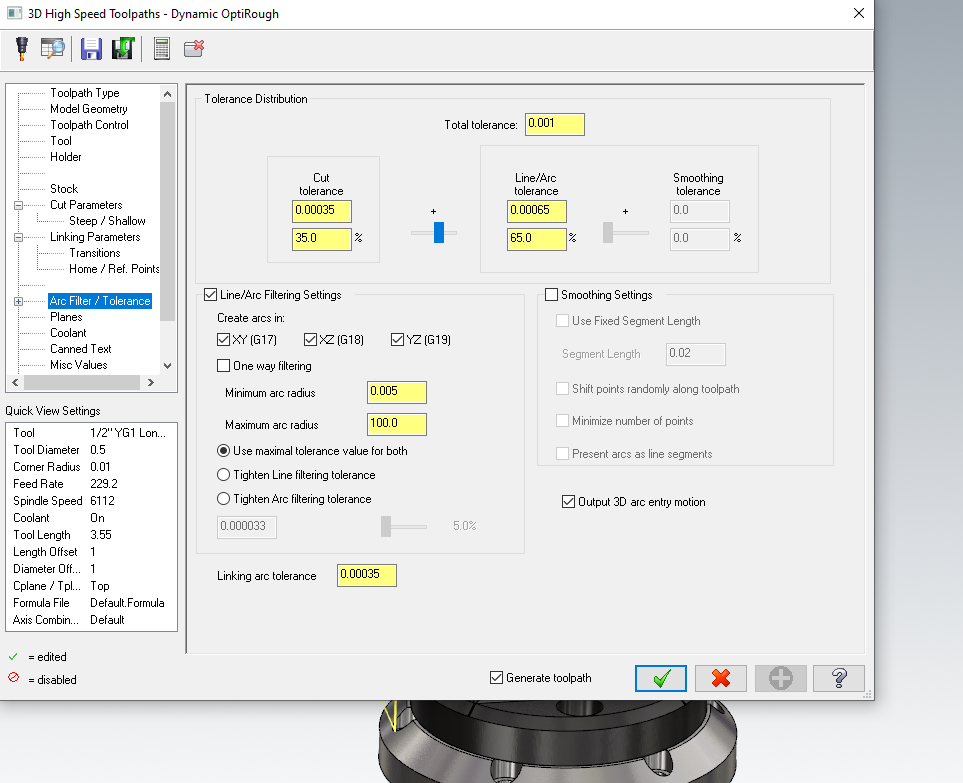
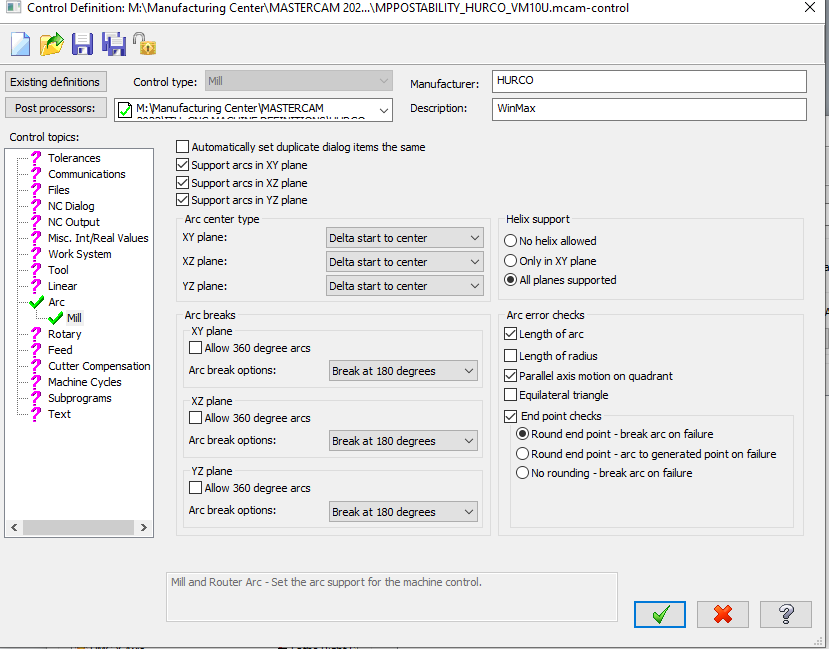
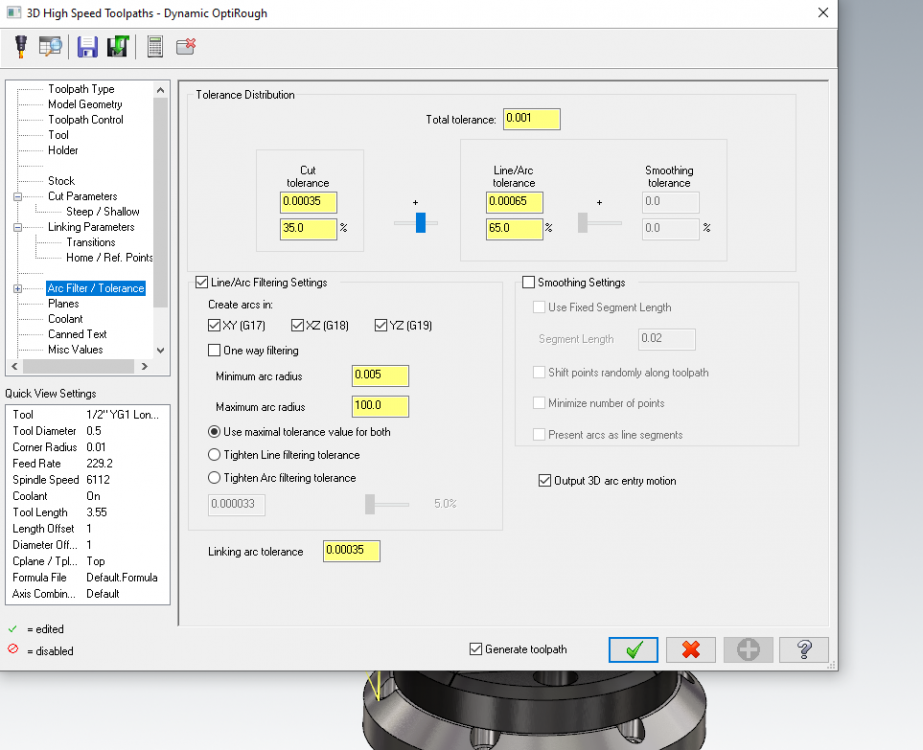
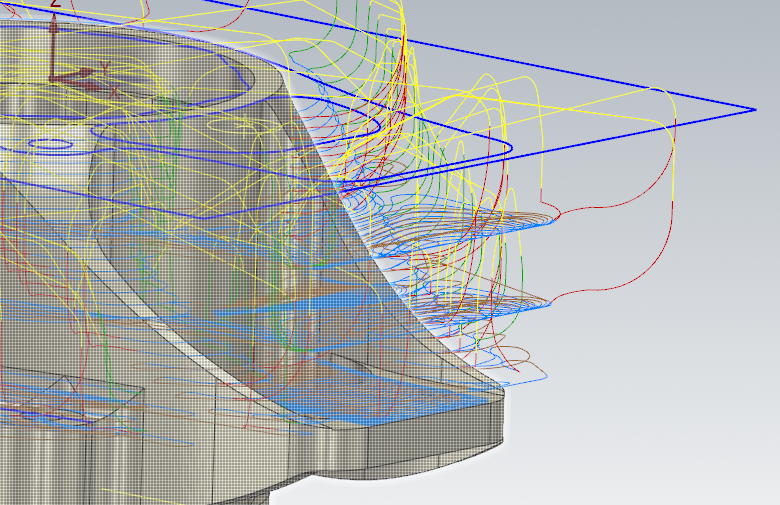
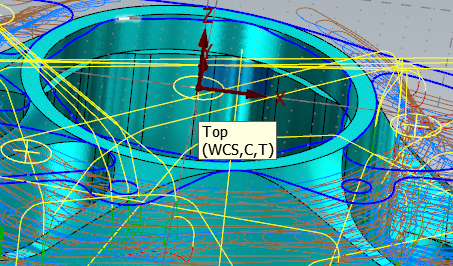
Good afternoon, My machine appears to be choking on 3D arc links between cuts during Optirest operations using the "minimum distance" linking parameter style. I'm sure there is a way to tighten this up so the machine doesn't choke on these moves but I am curious if you have any tips for making sure the machine is outputting clean 3 axis arc moves between cuts at the same feedrates as when it is in-cut. The controller is new and there is plenty of lookahead. Control Definition: Arc Filter settings: Toolpath links:
-
Circle Mill, no starting diameter for roughing?
Metallic replied to SlaveCam's topic in Industrial Forum
Agreed, also I have found that 2D dynamic is just faster many times. With that being said, I use Helix Bore operations quite a bit these days. You can basically do the same with a 2D ramp but this toolpath makes it mindlessly easy. Helix down, you can have multipasses if necessary and then you can have a fully customized finish pass all within the same toolpath. I feel like Helix Bore doesn't get the love it deserves. A Circle Toolpath "refresh" from CNC software sure would be a nice thing tho.... -
Since we're in education that is the idea...students will love that stuff so I will certainly post a photo/video if and when I get around to machining one.
-
Examples of using Excel within your Manufacturing experiences
Metallic replied to #Rekd™'s topic in Industrial Forum
It does not explicitly need to be CSV, I fundamentally only want a few basic datapoints that I can EASILY use in a text format to build out an Excel or Google Sheets tooling list without having to define each tool manually within the spreadsheet. I've already got a massive tool library I have made within Mastercam, I just want to extract the text data. Examples of those factors = tool number, name, diameter, LOC, reach, description, MFG, speeds/feeds, etc... Your solution looks perfect! Care to share the add-in? I am definitely not concerned with importing a CSV into mastercam...I don't see a value-add there and sounds like it would be messy! I build the tools in ToolManager but that data is only captured in Tool Manager and I want to manage that data effectively outside of Mastercam in shop planning and management. -
Hello, Im working on some blisks and compressor wheels for fun. I have done this in the past without using Blade Expert. Takes forever! Blade Expert is spitting out some crazy good results with very little effort. It is quite amazingly powerful. That is all!
-
I would agree that anytime you're standing up a new multitasking center that itll be a few months of dialing in the post. I had the same thing with postability getting a 5x post dialed in as well. Relatively painless compared to what you're describing! Although that sucks, surely there are other NTX users that program with Mastercam? I can't imagine there aren't.
-
Thanks, i know that. I want it to remain OFF without having to manually do it each program I have open. Not sure if that is possible
-
Wouldn't this family of parts be an ideal application for the BladeExpert add-in for Mastercam? I know it aint cheap but it also ain't cheap to sit around for 8 hours programming a roughing blade op when the add-in could do it in 20 minutes. That is my beef with the company I was referring to getting HyperMill. They bought Hypermill strictly for 3+2 work....which I am like "okay cool but that is better for 5x simultaneous". Saying Mastercam is a slouch in 5x is disingenuous and that is the narrative they are pushing. Especially considering they aren't doing much simultaneous, almost any CAM package out there could handle 3+2 roughing and finishing I did have a Hypermill rep in my shop a few months ago and was very interested in it for some of our 5x stuff...the quote was astronomical to say the least. But I am still considering it for future if I stay in my current role.
-
Could this be a bug then? Another side note someone might know - turning OFF these plane names as a default rather than having to do it each time? I know that you can disable that manually in the View tab but was curious if there was a default setting
-
Thanks for that info Colin, super helpful. Luckily for us I do have all the calibration equipment needed. Last year I decided to learn how to configure and modify centerline rotation points and all that so we wouldn't need service to come out and work on our machines. Much cheaper that way in the long run. Master gauge length tool, Z axis gauge, etc etc. Ill take a look through what docs I have from Renishaw to see if I can find what I need. Cheers
-
Dylan I feel like i should be paying you, great video. You're going above and beyond! The videos and the added presence on the forum from several of the Mastercam application engineers has really been a nice breath of fresh air. I'm continuing to learn a ton just by reading through the documentation and the videos
-
Examples of using Excel within your Manufacturing experiences
Metallic replied to #Rekd™'s topic in Industrial Forum
That is a great explanation thank you. I agree, your output is only as good as your input. Last year I was trying to do a complex toolpath using Geodesic with several stitched surfaces. No matter what I did the output sucked majorly. Surfaces were bad. Back on topic, if anyone has a QUICK way to grab CSV tooling data from either standalone Tool Manager or Mastercam 2022 I would be eternally grateful. The export tool data switch that used to live in Advanced Config apparently doesnt exist there anymore. I'm sorry if i sound dumb but I really don't know scripting (want to learn) and don't understand exactly what that example above was describing exactly -
So I have 2 renishaw probes. Can you point me where I might find these macros. I have the documentation and boxes that they came in but I confess I am not sure where that info might be. THank you!
-
I am bumping this as well! Need this option enabled
-
So can I ask as question as it relates to getting the misc reals/int descriptors....How do yo change what each field says, I assume that is all done within the Control Definition. How do you link the CD to the post with something like that? AND are you using Productivity+ for those macro probing routines or are those custom developed?
-
Examples of using Excel within your Manufacturing experiences
Metallic replied to #Rekd™'s topic in Industrial Forum
I would be interested in this if you are willing to share more info. However I wonder if it is needed with the moduleworks toolpaths as far as filtering. For a recent project I was messing around with Surface Finish using the Unified toolpath. I came out with several locations with fields to change that resulted in dramatically better surfacing quality by "filtering". In addition to that my controller does use a Smoothing Parameter using Misc Reals/Int. that seems to help as well (from the machine side). Let me know if these achieve the same thing: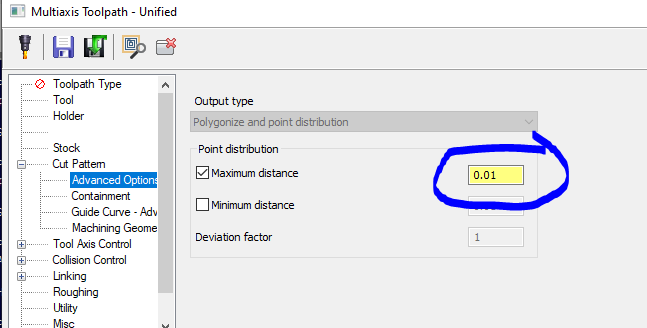
-
I'd like to kinda revive this...a shop I am in talks with is trying to decide on CAM. They have a millturn coming and want to use esprit....I just can't understand it. Using both Hypermill and Esprit on their floor. What do you guys think of this? Is this as crazy as I think it is? Not only would I have to learn Hypermill, I would have to learn esprit. The guy thinks Mastercam 5-axis is 'entry level' and I about laughed in his face. Either way regardless of what they choose it seems having multiple CAM systems would be utterly awful to get up to speed with. Just how good (or not) is Mastercam at Millturn on say an Integrex or a DMG NTX? As I have the Mastercam experience I would like to steer them in that direction...