.jpg.1790aabc28e15702bffefe041146da5f.jpg)
Metallic
-
Posts
405 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Metallic
-
Similar to Ron, I kinda know what surface footage and ipt to run based off of years of experience. I know my 1/2" finisher always runs around 1200sfm and .0025 ipt in aluminum. The tool has that data tied to it in the tool manager so I am not constantly changing that. When it comes to things like inconel or hard materials, a combination of HSMAdvisor and Gwizard is my go to. I honestly feel like HSM works and generates more accurate data than GWizard. Sometimes i will compare both and the numbers are wildly different, and in the end i usually choose HSM. Gwizard I use all the time for threading data though, if I can't remember exactly which tap drill to go with I will reference the software because it is basically the Machinist Handbook in a nice UI. So for that it is really nice, especially when programming lathe threads. But after years you just remember the numbers for alot of applications. Like a recipe.
-
Yea I agree with you. My main thing is, I just want to do as little work as possible. If I could export the tooling data as a CSV that I can edit and add some data to, that would be great. Similarly if there is a way to batch renumber tools, that would be great. Im currently working on renumbering drills to suit our list, and thats like 130 tools to manually go in and number. People smarter than me have probably figured this out, and all of the things my research has turned up are threads from the X7 days
-
Heyo, I have some down time and need to rework my tooling libraries in Mastercam. I like to have said information on the shop floor as a list/Excel spreadsheet that I can print out. What I don't want to have to do is build a tool library in Mastercam and then build the exact same thing in Excel. Any easy way around this? Without getting into full fledged tool management software, how do you do tooling? Do you just use default Mastercam libraries? I personally have found that I do not like those and have created a ton of tools that match our applications and tooling on hand. This eliminates alot of sifting through tools we never use, but inevitable I have to use tools from the main mastercam library to supplement that. I would like to create a master list that kinda has it all, and do the least amount of work possible. Thanks
-
So the idea with these hi-feed mills is that they direct most of the radial force directly up into the spindle which reduced radial cutting forces substantially. I've use them on insert cutters for hogging 4140. Sounds like a great idea when your tool is sticking out that far. Is there anything like this for aluminum, or does the idea not transfer across those material types? Ive always assumed you want the most positive attack angle on aluminum which is why you have things like shear-hogs and ripper mills. The angle on hi-feed is the exact opposite of that lol. Is it also true that those hi-feeds are "free cutting"? Ive never figured out what free cutting means. Someone explained it to me awhile ago but I have since forgotten.
-
.thumb.jpg.d4de3779c381ac511dbaaf4f87d2ea0c.jpg)
Renishaw Macros for Milling inspection/setup
Metallic replied to Metallic's topic in Industrial Forum
Interesting, we run Hurco here so IDK about the macro situation with them, my assumption is that any thing is probably going to be a PITA except productivity+ because Hurco isnt your standard fanuc controller and since I dont know the macro params, I am waiting to hear from Hurco regarding that. They only give that to you if you pay apparently. -
Hey ya'll I have a quick question. I contacted both my reseller and our MTB which is Hurco regarding these things. I am trying to automate probing setup routines and to also use probing for in-process and on-machine feature inspection. Hurco currently is only allowing manual probing setup routines "out of the box" so, Is renishaw productivity+ an expensive add-on for Mastercam? Not looking for pricing if that isn't allowed but I am curious in what price range I might be paying. Hurco does have some macros that they will give you in exchange for your hard earned dollars of course! Still waiting to hear back from them. Anyone ever do in process renishaw stuff? How has it been?
-
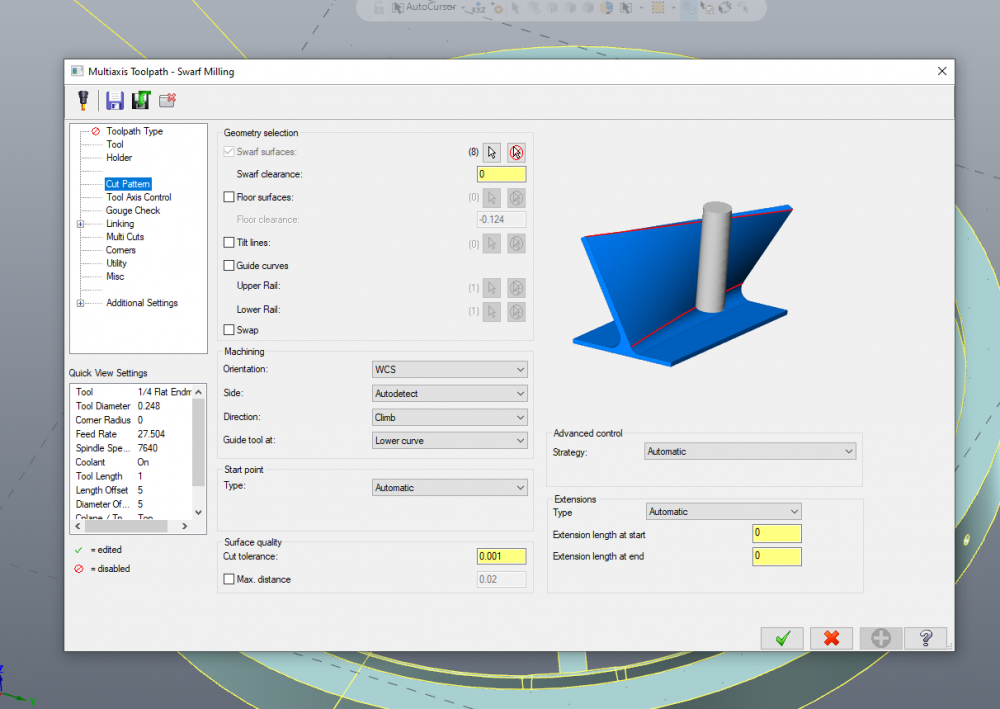
Yes I basically never use the "old" swarf toolpath because I dont feel it has as much control Thanks for the great response! That answers it super well I was trying to use floor offsetting for this particular toolpath and wasn't getting a result I wanted....It wasn't doing anything to the toolpath! Maybe because I had a lower rail defined? I will try that without a lower rail and see. I will also try Colin's suggestion and play around. Some good information here to chew on!
-
I know this is solved but I sometimes get collisions or gouges like that when my curl-in/out is off. Using collision check in verify shows it as such so I can modify. Do you run verify with the color loop engaged? I find that super helpful
-
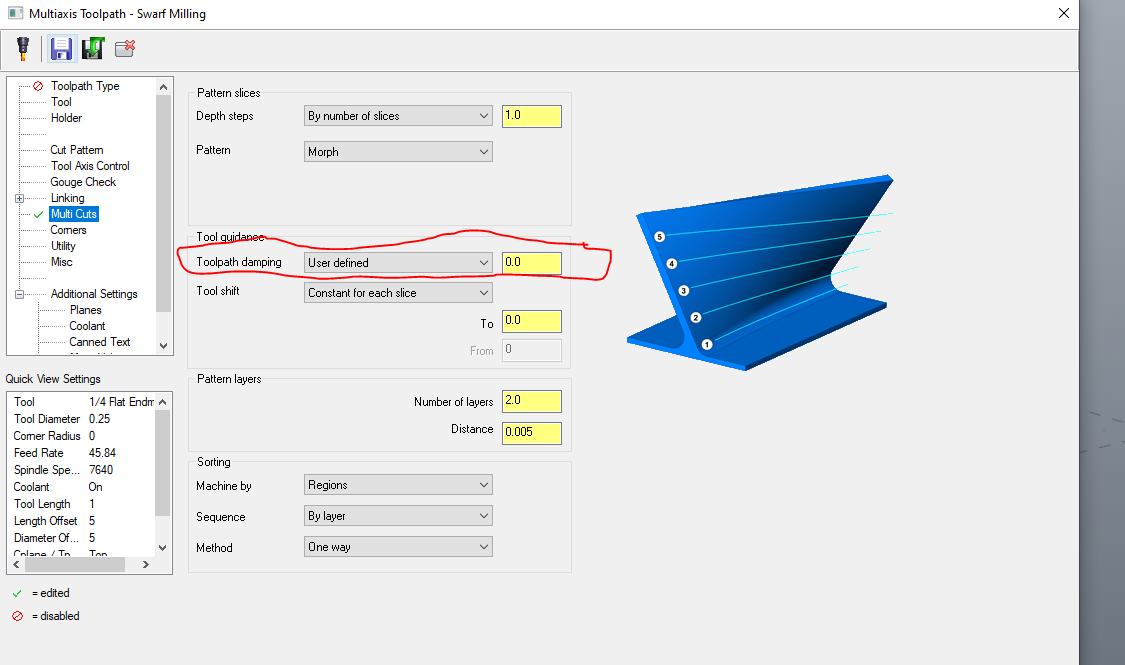
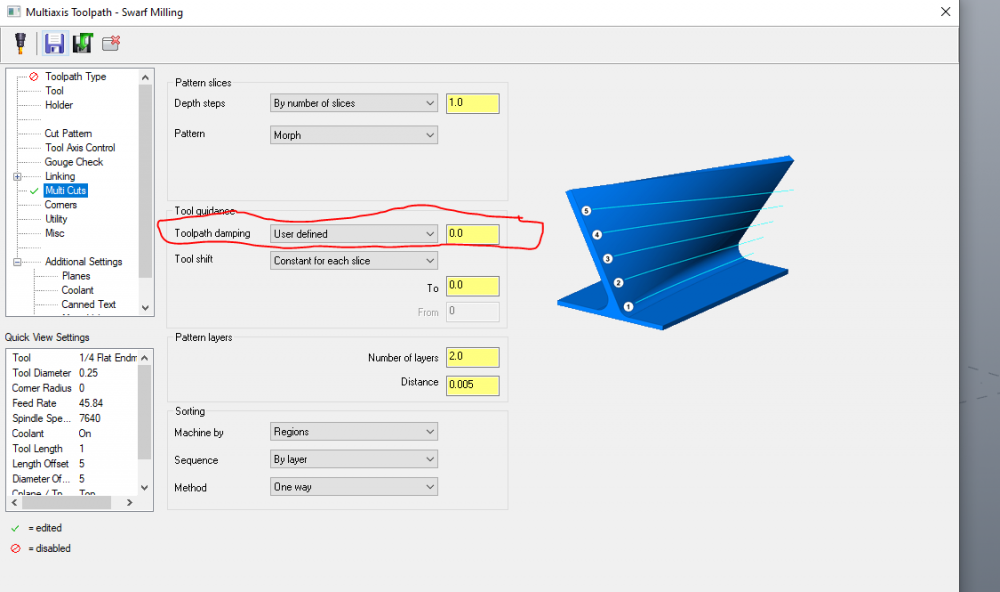
Just trying to tighten up a toolpath I am making and I was wondering what this function does? In the help file it says: " Use this option to smooth out abrupt tool movements when machining. This is useful when handling sharp corners where the tool may quickly plunge or retract quickly. Select User defined to enter a damping value. " Yet I have no clue what type of value to input. 1? 2? 0.125? Just not sure what to say in that field. Thank you for your assistance! Also, as a side note. In this same toolpath, how does one lower the tool tip below the "lower rail" so that you make sure the bottom of the swarf'ed cut is all cleaned up? Like a Z offset? Thanks!
-
In-House doesnt know this but they helped me learn Mastercam when I was a wee lad. Their videos were great and their website still is a go-to for me when I need a specific application answer. Another reseller I have recently been liking alot for the work the do is ShopWare. They do really good in-depth Mastercam webinars and courses that really highlight the new features. Example
- 1 reply
-
- 3
-

-
Always you are a big help to the community, the model prep setup step alone has helped a ton! Most of the time I am using straight solids for driving my toolpaths, but multiaxis sometimes I need surfaces and lots of random wireframe. I started on X7 and would say solids have improved a ton since then for sure.
-
Yes Ron youre correct you can open mcam files with edu license. Thank you for the help, I will take a look at that toolpath to see how it runs/
-
Sorry I didnt mean to confuse anyone Ron, I am running this on a 5 axis trunnion machine....I was asking if I could output it as a 4 axis output on a 5 axis machine. Do you have a EMCAM file I could bum? I am using the Swarf Machining toolpath from Moduleworks
-
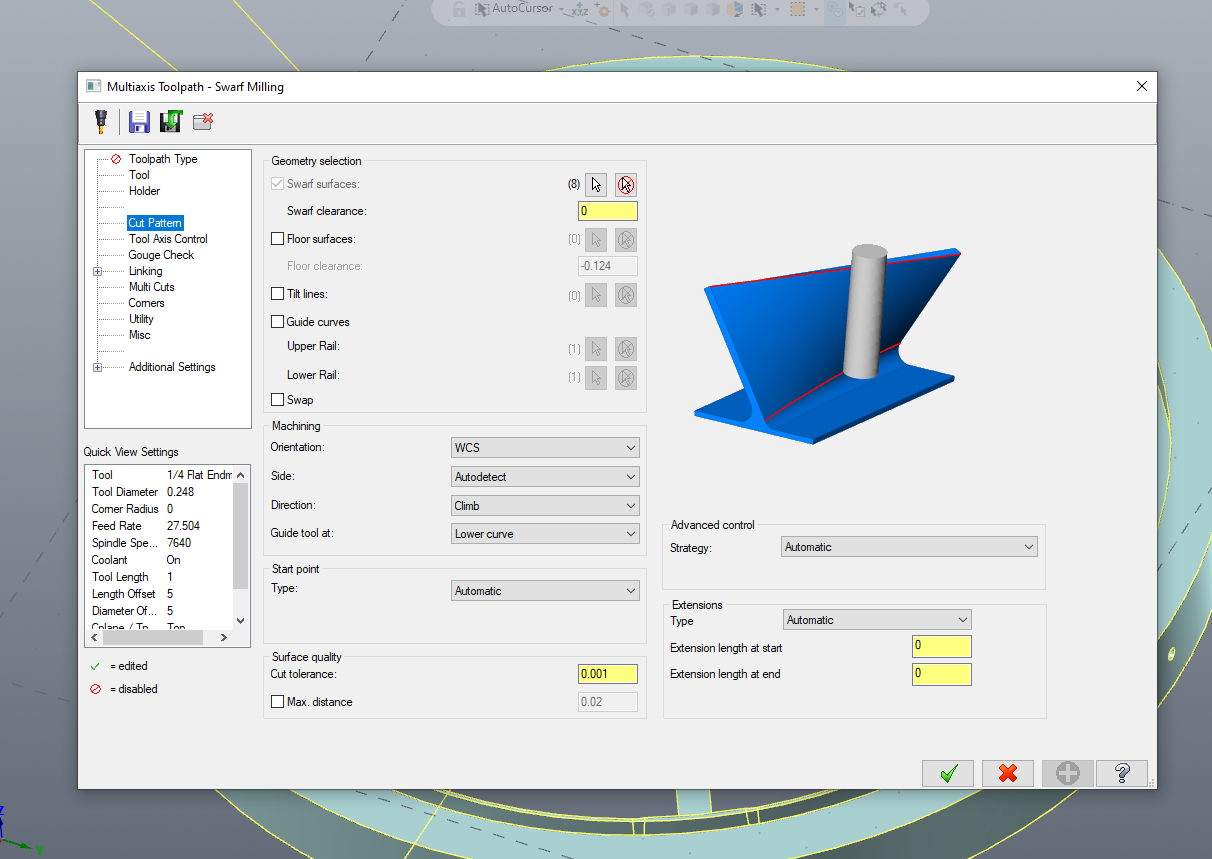
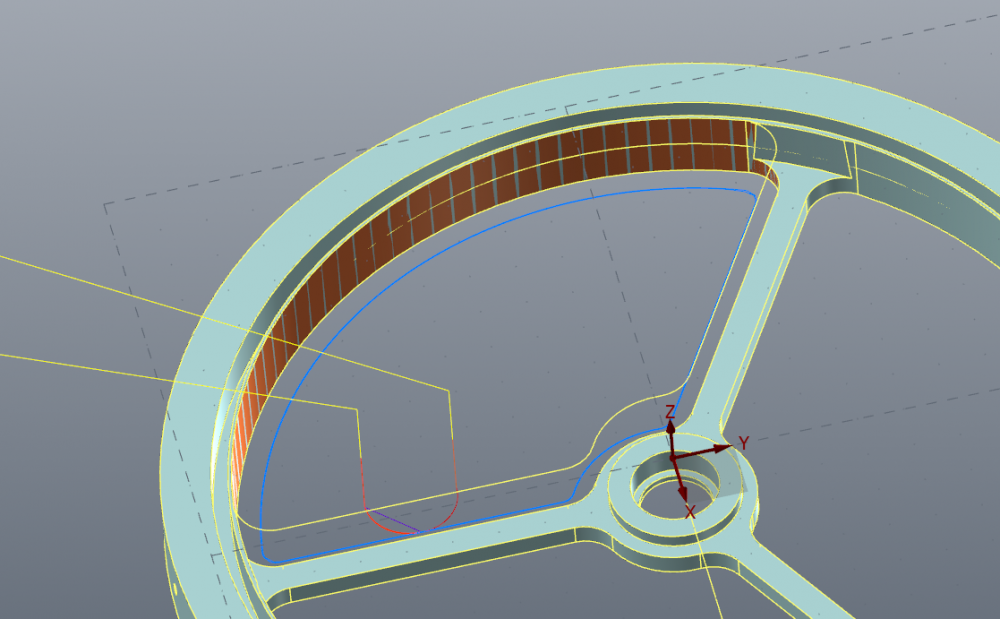
I suppose im not 100% sure what you mean. In the swarf machining toolpath there need to be drive surfaces, and I have an upper and lower rail that I am using for guide curves. I was contemplating if there is a way to use vector lines to maintain the tilt or something. I'm going to upload the solid part, maybe im missing something. I can't upload my .EMCAM file because it is too big. INLET_RING.SLDPRT Also, I dunno if this is possible but to output as a 4 axis toolpath so the A axis tilts but the move is carried out only by XandY. The inner walls arent tapered, only the arc
-
Congrats! Man when I started with multiaxis my head was swimming in terminology that I didn't understand or comprehend. It took me several months to fully comprehend what tool vectors were and how they functioned regarding 5 axis machining. Since our post outputs vectors and not angles, I had no clue what it was gonna look like! We needed Vericut because of that and it helps a ton. Speaking of posts, Im STILL understanding what type of output I want, so I still get post mods from the guys at Postability. I haven't touched out 3 axis post in years. I was getting constant out of limit errors at the control becasue I didn't understand approach moves on the 5 axis. I still don't fully get it but I have figured out some good solutions to approach the cut zone without erroring out 99% of the time. Same kinda deal with linking moves between slices or layers. My machine would error out if I had swarf layers because it would hit singularities when it transitioned between layers. Well this is controlled by one of my Misc Integers which I figured out, so that it does a retract move between cuts. There is an INCREDIBLE amount of control with the ModuleWorks toolpaths that it still boggles my mind. Ive been programming 5-axis machines for almost 4 years and my mind is still blown. I feel like I have only scratched the surface of what there is. I tried some triangular mesh geodesic toolpaths this winter on a part we were running and I got hella into the weeds reading about geodesic and also advanced geometry mathematics. IDK if you know, but geodesic can take you down some crazy rabbitholes of general relativity. Pretty heady. I would highly recommend some technical reading of the ModuleWorks help file. It is jam packed with relevant terminology and information that gets very nitty gritty with multiaxis toolpaths, calculations, errors, etc. It is basically required reading IMO. The journey continues....today Im having a stupid issue with a very simple 5 axis swarf op that I just cannot for the life of me figure out.
-
This would be very nice to have bc I use dynamic all the time and would prefer it just say '2D DYNAMIC'. I imagine you're gonna have to get deep into the software if its even possible.
-
Not that specifically but when I tranform toolpaths during 5 axis positional it sometimes outputs the wrong vector or spits out negative Z values in the code when the values should be positive. Same exact values, just negative. This has resulted in 1 crash that could have totally effed up my trunnion if I didn't have my finger on the feed hold.
-
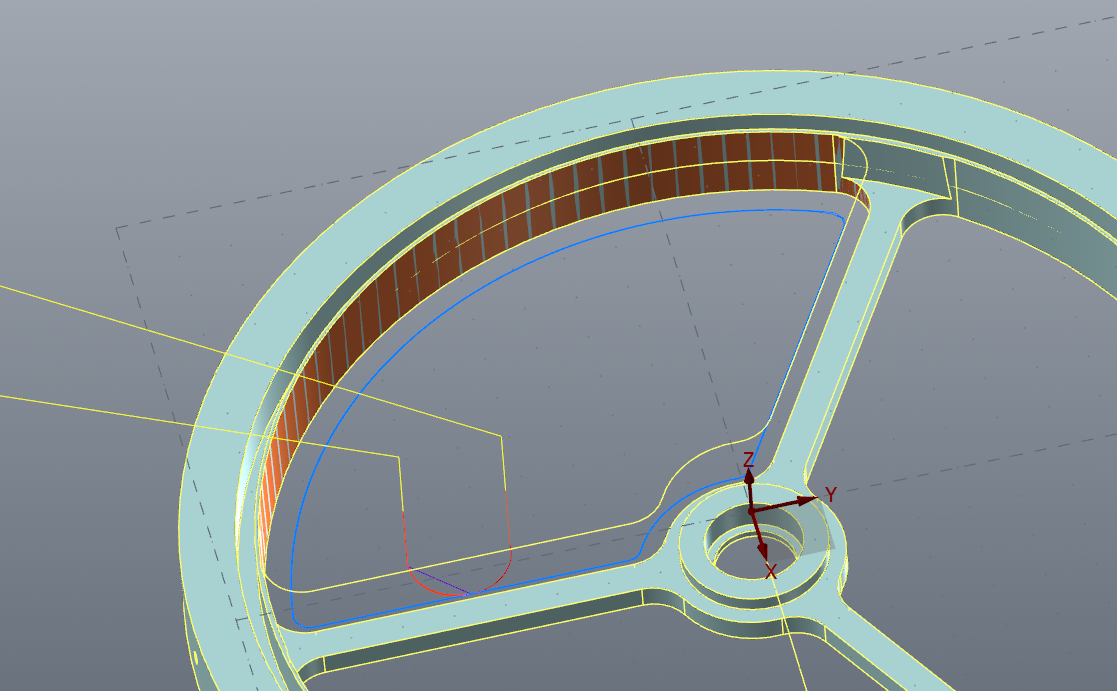
Hey all, I'm having this issue with stutter on my C-axis rotary when I run this swarf toolpath. Angular step is 3deg and Cut Tolerance is 0.0005, if I set that to 0.001 or 2 the stuttering is less but the surface sucks. I've never had this with Swarf ever. Also it isn't a particularly complex toolpath. Any ideas about how to get a smooth finish using swarf? I try to bump the surface finish parameter up in Misc Reals as well to no good result. The wall is tapered at 88.9 degrees.
-
I guess im confused, Ron gave a link to a harvey EM that would do exactly what I said, helical mill. A 5/64 would give more clearance.
-
ramp w/ helical solutions/harvey 6 or 7 flute endmills sounds like a good recipe.
-
Sadly I work in a laboratory and the shop is under ground level. No windows for me! It sucks but i got one of those "sun lamps" which doesnt really qualify as sun.
-
I would also agree. To the other posters points, it is 100% safer and easier to modify something you want to do from within the parameters window via dropdown/selection vs having to modify NCI data or mess with posts to get output that may or may not be what is desired. Lots of things can go wrongly during that process... Process reliability is very important. For example, Im running a custom heat sink on my 5 axis mill. I had the machine crash recently (nothing bad luckily) because the PLANES are STILL messed up. I had to go back into all my ops and clear the planes to TOP and reset them. This bug has been brought up before with CNC software and it still hasn't been resolved. IDK what the planes are doing, but it creates a tool vector that makes no sense. So instead of positive Z values on your tilted workplane, your code is negative Z values. Im guessing none of us want to hear the sound of a spindle rapiding at 100% THROUGH your trunnion....but yet that is almost what happened.
-
Then if I need to actually filter the tools to search for a specific type won't it just be back to square one with thesame problem? How do you like the Nine9 spot drill by the way? I am a big fan, except I can't figure out how to get them to chamfer properly in mastercam
-
Indeed it was very nice of them to hook us up. I did push for an office redesign though and that took some arm twisting. We get spoiled sometimes
-
Sorry for coming off as holier than thou. I showed the customize window because that is where you can create custom hotkeys. For ex I use Analyze Distance as one of my hotkeys for my mouse, so I program a custom keyboard chain for that particular function. With Logitech software you can then input the same keystroke chain and it will then link that fucntion to your mouse. I do agree it would be nice to have that functionality built in but it isn't a deal breaker.