





cncappsjames
-
Posts
1,217 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-

Remove "Move before/Move after" when rearranging ops
cncappsjames replied to SlaveCam's topic in Industrial Forum
A little early to start chumming the waters no? :rofl: -
My apologies for not using more precise language in my criticism of your "DOS under the hood" trope.
-
"It's still DOS under the hood". If I had a nickel I heard that... Color me seriously skeptical. If Peteey tells me it's so I'll believe it. Otherwise; myth busted.
-
G54.2 vs G54.4 for HMC
cncappsjames replied to SlaveCam's topic in Machining, Tools, Cutting & Probing
I would go with G68.2 all day every day on a horizontal. I think it's easier than G54.2 personally... not that G54.2 is hard to use because it's not. G54.4 on an HMC... case by case basis but G54.4 and G68.2 use the same kinematic parameters. If I was doing castings, or a lot of rework, I'd seriously consider it. On an HMC it's almost overkill because unless the part face is presenting to the spindle, you can't use the theoretical axes for much. -
G54.2 vs G54.4 for HMC
cncappsjames replied to SlaveCam's topic in Machining, Tools, Cutting & Probing
G54.2 (Rotary Table Dynamic Fixture Offset - RTDFO) and G54.4 (Work Setting Error Correction - WSEC) are two VERY different functions and should not be confused or even thought of as similar in any way, shape or form. If anything, G54.2 and G68.2 could be thought of as "mostly" comparable. Each one's setup/usage is much different however. One needs a separate offset table (G54.2) the other(G68.2) uses standard offsets. Anyway, I say mostly because the behind the scenes functionality is similar though G68.2 is FAR more powerful than G54.2. In G54.2, you use either your Common Offset or your Work Offset to set center of rotation position (for X and Z. Y isn't required) and you put the distance form COR to your part origin in the RTDFO table. In G68.2 you have your center of rotation position in the #19700 and #19702 parameters and just pick up an offset like you would on any machine. Control does all the calculation as you rotate around the part. G54.4 you use to correct for small (preferrably) errors in position, orientation and rotation relative to the part's expected position, orientation and rotation. In an HMC you can only correct for theoretical axis (A and C on a typical HMC) when the face of the part is presented to the spindle. Rotating from that, because the head/table does not tilt you can't comp for it. But straght on, it will function much like coordinate rotation (G68). G54.4 (like G68.2, G43.4, etc... require your COR to be set in #19700 and #19702 at the very least. Typically on an HMC, you'll set #19700, #19701 and #19702 (COR X, Y, and Z respectively) As far as ease of integration into the post, G54.4 wins because you don't have to do any plane matrix stuff with it, whereas with G54.2 or G68.2 you could need to do some work there. Hopefully that makes sense. -
When necessary, stock model. When I am satisfied with a stock model's result I create a Pmesh then assign the Pmesh to the stock model operation. Next I disassociate the toolpath operations from the stock model operation which helps not need to regen a dozen stock models because of a speed/feed change in a previous op. Learned that trick from @crazy^millman .
- 29 replies
-
- 1
-

-
- .stl
- stock model
- (and 4 more)
-
Have you tried contacting a Mazak Applications Engineer?
-
Looking for a Five Axis
cncappsjames replied to heavychevy2155's topic in Machining, Tools, Cutting & Probing
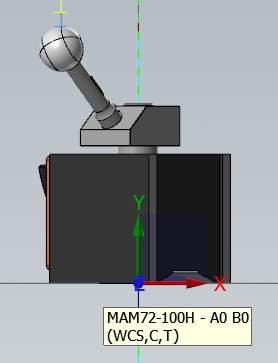
I use CAMplete for posting. My "Base" WCS is shown below Iso-ish and top views respectively. https://www.dropbox.com/s/g4yn3ei2otapvf8/MAM72-100H.pdf?dl=0 Hope this helps.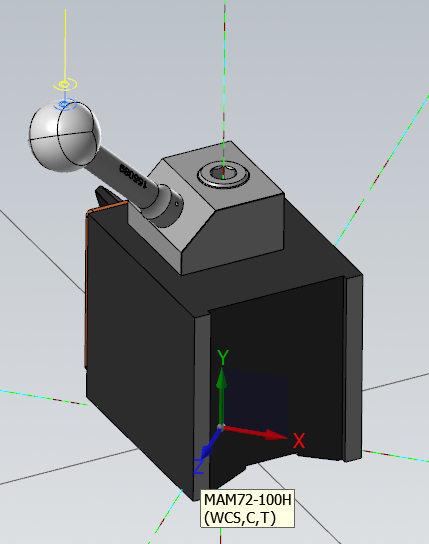
-
Looking for a Five Axis
cncappsjames replied to heavychevy2155's topic in Machining, Tools, Cutting & Probing
HSK... 30% longer lead time, 50% more in cost, and half the taper length. Way less stock. BigPlus... just better. The only reason the European machines use/favor HSK is because it's their standard. -
Looking for a Five Axis
cncappsjames replied to heavychevy2155's topic in Machining, Tools, Cutting & Probing
I like the 100H just fine. No need to look elsewhere. -
Orrrrrrrrrrr FANUC Parameter #1401.1 =1 No dogleg rapid (LRP) if it's a FANUC 16, 18, 21, 30, 31, 32, or 0i...
-
There's always MANY ways to skin the CAD cat. Like Thad I try to be consistent as well. Makes for easier troubleshooting if something goes wrong. I would start with the largest diameter and extrude up from there, adding to the existing body as I go. Once all the diameters are done and it's a single body, then I would extrude cut the thru hole. Finally I'd create a rectangle to cut the center slot either from the front view of the bottom view. There's probably 5 or 6 different ways to do it that doesn't break any rules. Something helpful for future CAD work; draw everything sharp, then add fillets. If you draw in the radii you'll have a tougher time blending things. When blending radii, create the largest radius first then work your way down.
-
Pocket Toolpaths Still Run Through a Boss, After All These Years
cncappsjames replied to Jobnt's topic in Industrial Forum
When I have an issue with a 2D toolpath the 1st thing I do is change the strategy (one way vs. Zig-Zag vs. Spiral, or morph spiral vs constant overlap, etc...), next I change the steopver percentage, then I'll change chaining order. Or after that there's still no joy, I'll change toolpath type. One of those ALWAYS works. 100% of the time. -
Pocket Toolpaths Still Run Through a Boss, After All These Years
cncappsjames replied to Jobnt's topic in Industrial Forum
I took Mastercam at Mt. San Antonio College... in 1992 or 1993 IIRC. V3.1 was the 1st semester for 2D... they moved us to V4 the 2nd Semester. MCTV FTW! -
I didn't export anything. All I did was navigate to the file's/assembly's location(s) from Mastercam and "File" "Open", "Browse", set file type to "Autodesk Inventor Files" and "Open". No more. No less.
-
I just loaded a dozen or so Inventor 2023 assemblies with no trouble at all.
-
I'll test in the morning. I have both Inventor 2023 and MC 2023 Update 3.
-
I typically use the old school 5-Axis paths (scarf included) when I need Cutter Comp on a 5-Axis toopath. Not all the MW paths provide me with that. As @crazy^millman said, both have their place.
-
That's YOUR job as a programmer to confirm they are free from errors.
-
Troof!
-
Simulation: current simulation is still discarding -2019
cncappsjames replied to mittler's topic in Industrial Forum
Then after they have exhausted all other resources, they'll just rant about how bad the software is. -
Simulation: current simulation is still discarding -2019
cncappsjames replied to mittler's topic in Industrial Forum
Every single one of @crazy^millman's questions was pertinent. Some more likely than others but still, they paint a necessary picture. -
Download the latest drivers. They tend to break stuff form time to time. https://3dconnexion.com/us/drivers/
-
I use a Logitech MX Master mouse. My hands are too big for the majority of mice on the market. I use a 3D Connexion wireless SpaceNavigator. It has 2 buttons which is perfect because its about all my memory is good for not being a full-time programmer anymore. Plus they are only about $150 I assigned toggle shading to the right button and set rotation point to the left button.
-
Torque Wrenches for Production
cncappsjames replied to Jobnt's topic in Machining, Tools, Cutting & Probing
When I worked at Cummins BITD we used pneumatic tools that were set to specific torque values. That was in the early 90's. They work awesome. You'll just need to get the thing to tell you what it's torque is at so you can adjust if necessary. Something similar to this is what we had. https://www.ebay.com/itm/255230683471?var=0&mkevt=1&mkcid=1&mkrid=711-53200-19255-0&campid=5338590836&toolid=10044&customid=34dd0270de8b17929218618a86ac2c85

