





cncappsjames
-
Posts
1,227 -
Joined
-
Last visited
-
Days Won
86
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-

Is it just me, or is Tool Manager kinda... lacking?
cncappsjames replied to RecceDG's topic in Industrial Forum
There are two ways to handle S/F with tools. From Tool and from Material. You specify this in the Job Setup. There is far more granularity there. You set up your base/general data in the tool then in material you can do more, by operation type and condition. I don't use material much because generally what I do... it would not help my efficiency. Give it a look. It may help you. -
I just took a scroll through the whole topic... some good stuff in here. Some really good stuff from Tim Markoski (RIP brother...). I captured some of his stuff a number of years back. I wasn't able to get it all. https://www.dropbox.com/sh/kh7kswuqtgdtxv6/AACbR17-y0hbbUV0a0CbrOnka?dl=0 Using the wayback machine some stuff may still be able to be accessed. https://web.archive.org/web/20130611010812/http://www.mtbtech.net/blog.html
- 182 replies
-
- 4
-

-
- custom macro b
- cnc
- (and 2 more)
-
#100=1. WHILE[#100LE60.] DO1 (DO THE THINGS) #100= [#100+1.] END 1
- 182 replies
-
- 3
-
-
- custom macro b
- cnc
- (and 2 more)
-
Do you guys drill out corners where applicable
cncappsjames replied to lowcountrycamo's topic in Industrial Forum
In "engineer's" favorite corner radii... 1/8 and 1/4... metric tools are your friend. 6mm and 12mm respectively. -
Do you guys drill out corners where applicable
cncappsjames replied to lowcountrycamo's topic in Industrial Forum
Rarely. Like never in the last 15 years. -
Feed and motion. And yes, dynamic in Al. as well. I've found I can pull higher cubes AND get more consistent results. Long feed moves like that should be hitting close to 60m/min. in Al. with that kind of available HP. I'm with @JParis... work like that MAX DOC step up if necessary especially with ribs... generally speaking of course. I'll cut 7075 with different strategies than 7050, and different than 6061. JM2CFWIW
-
Yeah.. that's like A LOT of extra work for no good reason. Or, at least no good reason I can come up with. I've run plenty of mult-tasking lathes over the years and NONE had that same number of ops per channel restriction. FOlders for MACROs, settings, etc... that's a little on the cool side I think. As long as it's logical to manage. I wonder what the reasoning is...
-
We won't get a tree for another couple weeks. Thankfully. It's always my job to water it.
-
No workie for me either.... just taking a break from cleaning the pool after the winds blew all kinds of stuff into it and prepping Christmas lights... Honestly I'd rather be working.
-
THey could have taken that checkbox out in your version.
-
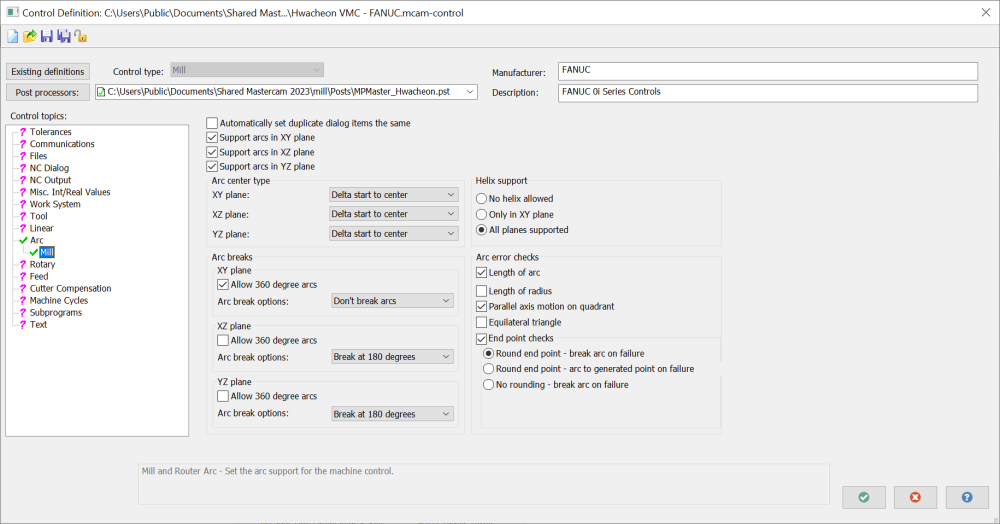
I've got 1 or 2 MC G-Code posts I use from time to time and I only get arc motion on thread mill toolpaths. Perhaps your Arc Settings need to be changed in your Control Definition. Here's my settings.
-
Acramatic 950 Programming Manual
cncappsjames replied to Jing's topic in Post Processor Development Forum
You're probably going to have to pay for something that old. I haven't even seen one of those controls in over 20 years if it's the one I'm thinking of... that is the generation before the A2100 right? -
I use all 3 methods; wireframe, solids, and surfaces. Each in specific scenarios and for different reasons. As much as I don't like CATIA for CAM, I do really like that I can drive toolpaths from surface/solid walls instead of edge curves that may not chain properly or having to create wireframe, then I just set a lower and upper boundary face for the heights and depths.
-
Reason # 51,384 to employ G-Code based collision checking software...
-
We normally set MAM72's as follows; RESTART SUPPORT FUNCTION(WHEN OPERATOR DOOR OPEN) = EFFECTIVE CHIP FLOW ON WHEN 2nd POWER ON = INEFFICTIVE SELECT THE MANAGEMENT WHEN THERE IS NO READY SIGNAL AT APC = WAITING THE INTERRUPTION PALLET IS TRANSPORTED TO THE MACHINE IN TOP PRIORITY = EFFECTIVE COUNTERMEASURE FOR HAVING SPECIFIED TOOL NOT BEING ON TOOL TABLE = M6 ALARM WHEN A TOOL THAT REACHES AN ALARM LEVEL OF TOOL BREAKAGE OR WARNING LEVEL IS SPECIFIED, THE ALARM IS ISSUED. = M6 ALARM PALLET NO. IN A MACHINE IS TRANSMITTED TO A MACRO VARIABLE (D12420) = EFFECTIVE (We set D12420 to 549) The actual Keep Relay numbers can vary from model to model.
-
How to Post out Cutter Diameter as a Fanuc Variable...
cncappsjames replied to Niezingerly's topic in Industrial Forum
Tool length offset value active (by variable number): #5081 = GEO #5082 = GEO WEAR #5083 = RADIUS #5084 = RADIUS WEAR Tool length offset value active (by variable name): [#_TOFS[1]] = GEO [#_TOFS[2]] = GEO WEAR [#_TOFS[3]] = RADIUS [#_TOFS[4]] = RADIUS WEAR [#_TOFS[5]] = CORNER RADIUS (if applicable) [#_TOFS[6]] = CORNER RADIUS WEAR (if applicable) -
The two aren't even related. Empty machine is OK so long as it's "waiting". So, you're saying that the machine is left empty and the machine shuts down (as expected), then when the warmup program in the morning is activated it won't run because the machine is empty? What MAM72 model and manufacture date? Date is on the Matsuura tag on the machine.
-
I guess I don't fully understand the question. Can you give some more detail?
-
CAMplete does this with a couple mouse clicks .
-
We have warnings on mattresses for a reason. Those nagging warnings in CAM Software aren't going anywhere.
-
CNC programmer salary? and my Work life story
cncappsjames replied to [email protected]'s topic in Industrial Forum
WAIT... You don't get gruel? -
I personally don't change tools details that I expect to be global in toolpath operations, I change them from in the tool manager. It will prompt you to update the tool/assembly or create a new tool/assembly. HTH
-
CNC programmer salary? and my Work life story
cncappsjames replied to [email protected]'s topic in Industrial Forum
We only get paid for our day jobs. This? We do for the love of it. -
CNC programmer salary? and my Work life story
cncappsjames replied to [email protected]'s topic in Industrial Forum
I forgot to add... that AE... He was making $79k. Not sure where his salary is at today. That is/was a pittance for a good AE, but probably within $5-$10k for what he's worth in the AE world IMHO. -
CNC programmer salary? and my Work life story
cncappsjames replied to [email protected]'s topic in Industrial Forum
^^^^^^^^^^^^ This... this right here! Nicely put @JParis.



