



Leaderboard



Popular Content
Showing content with the highest reputation on 01/15/2020 in all areas
-
Ahoy Matie!! The files attached to this thread were created with pirated software This thread is locked... and reported to the BSA2 points
-
What I have done in the past is to leave more material, .100 or so on the floor post finish. If you start machining in the center of the pocket ramping to finished depth. Now start spiraling out with a radial engagement of 25% or less. The added material on the pocket floor will support the thin wall as you machine it. No skim cuts allowed, that would defeat the purpose. I hope this helps.2 points
-
Titanium, this should be all you need. LATHE TOUCH SETTER CALIBRATION AND BASE ZERO.pdf2 points
-
Awe!!! Arron you remember the version and everything! Man have we come a long way my friend.... It seems like those early lessons have carried me very far, and I am grateful, and glad you are still here for me. But yes the game has changed, I was just blown away the other day when I posted something out and ran it trough vericut and then the machine with no problems, then when I went back to modify a few things I realized my planes were not at T/T/T, or my New top/ New top, New top in that case and I was like Wow! OK1 point
-
Thanks a lot for the pdf! I just saw it now and it's extremely informative. I sure wish our local AE had information like that! Much appreciated!1 point
-
I second the thin wall approach. Leave the wall thick, finish with Stepdowns1 point
-
Or just purchase the Mastercam Catia translator and open it up in its native form (a whole lot cheaper than buying solidworks to convert), without any need for another software. Catia parts are fully supported in mastercam with a purchasable translator https://www.mastercam.com/support/technical-support/translators/ or https://www.moldplus.com/catia.htm On a side note avoid IGS at all cost, i suggest .STEP or Parasolid (.X_B ,. X_T). Reason being is because the IGS format is not only outdated but its a format that doesn't support solids so you lose a lot of great functionality like model prep tools, etc. (harder to make changes to the geometry and work with in general) another side note is if you need Catia PMI data (model based definitions or GD&T info if you are unfamiliar) the mastercam catia translator can bring that in as well.1 point
-
Wow I was only talking about in this case not all the time and not for every type of possible part we can run into. Many ways to approach anything and in this case for this part in question Axis Sub is superior in my opinion and on just about any multi axis machine I have run I think it would run just fine for this part and this example. The Old School 5 Axis toolpaths all have a filter in them and have no issues over the years using them when need be. The Moduleworks toolpaths do not give us the same options and it would be nice if they did. You have valid points and will leave the conversation with them noted.1 point
-
i would trade them out for a network hasp, there is a fee involved (cant share pricing on these forums but its not unreasonable) but then you can use the network hasp over a network, or it can be used like your current hasps where you can just plug them in and run off a local pc as well, or another benefit is you then can launch Mill with lathe together at the same time, meaning you can 3d mill your lathe parts, like if you wanted to use a live tool on a lathe to 3d mill a radii or something you can easily do that when both mill and lathe licenses are together or like doing a Dynamic Mill toolpath on the face of the lathe part instead of C-axis face contour which is why a lot of Mill turn users have both licenses mill and lathe together so they can do more advanced milling on their lathe. I am not sure if you do much live tooling with your lathes but if you do that may be an good reason to swap out those two single hasps for a network hasp so you can do all of the mentioned above.1 point
-
What you are seeing here is the cutter starting on the edge of the surface. As it moves down the surface it has to offset itself in the x-y plane in order for the ballnose to stay tangent to the surface being machined. Have you got z level control with Surface Finish Parallel (Not a toolpath I use much)? If so start the cut about half your ball diameter below the top of the surface. Surface Finish Parallel is normally recommended for surfaces that are relatively flat with little slope.1 point
-
I encourage every mastercam user to take advantage of the forums, both this one and mastercams official forum, the people who you see here and there regularly are some of the smartest and best mastercam users you will find anywhere. There may be some really good mastercam users elsewhere too but the ones like us who are always on forums and trying to not only learn new things but help others are typically some of the most knowledgeable because we love what we do and love learning new things. If you have a passion for what you do you will do well at it, many of us like to visit to both see if we can learn something that we dont know yet about machining or mastercam and at the same time coming to help others. Lots of us on here love this stuff and like to see new challenges and questions from around the world. I think anyone who has a passion for anything will do well at that specific thing, and only people that have that passion are places like this, people without don't take the time or effort to join or participate in forums like these. great questions heavy metal, glad you are here1 point
-
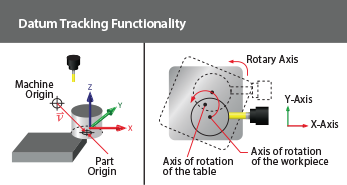
DWO on a Haas Next Gen Control is G254. Is is disabled using G255. It basically just shifts your coordinate system as the part moves. So if you touch off your G54 on the corner of the part then swing out your trunnion, you can active G254 then go to X0 Y0 Z0 and you tool tip will land back on that same corner, no matter what angles the trunnion is at. It is used with 3+2 operations. This Haas video also shows the datum tracking with TCP very well.
 1 point
1 point -
Have them each take 10 paces and turn. Winner hats both keys0 points








