mc since v3
-
Posts
31 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by mc since v3
-
Sorry, I apologize for my impatience. I found it
-
Any list of new features ?
-
Reducing code within 3D surface finish flowline?
mc since v3 replied to brussell's topic in Industrial Forum
Thanks Crazy millman, a sample of code output.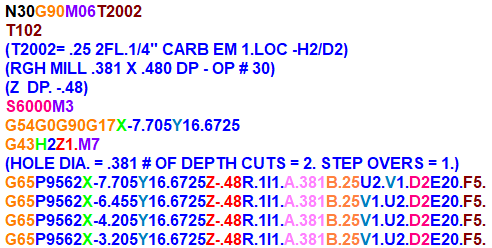
-
Reducing code within 3D surface finish flowline?
mc since v3 replied to brussell's topic in Industrial Forum
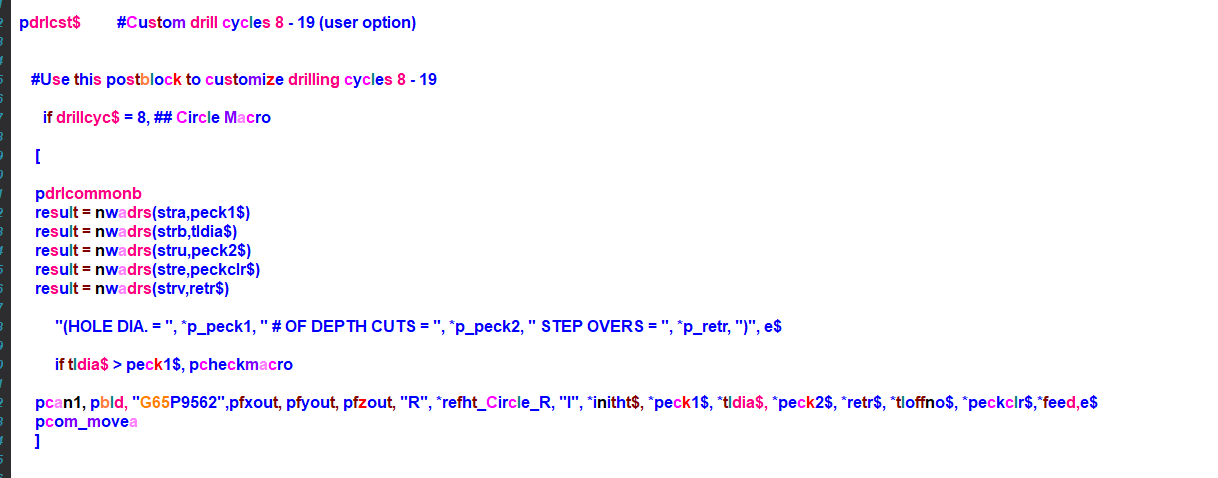
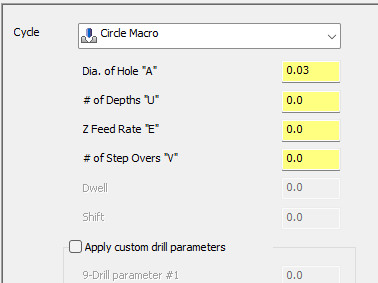
You can use a custom drill cycle to output the "macro" call.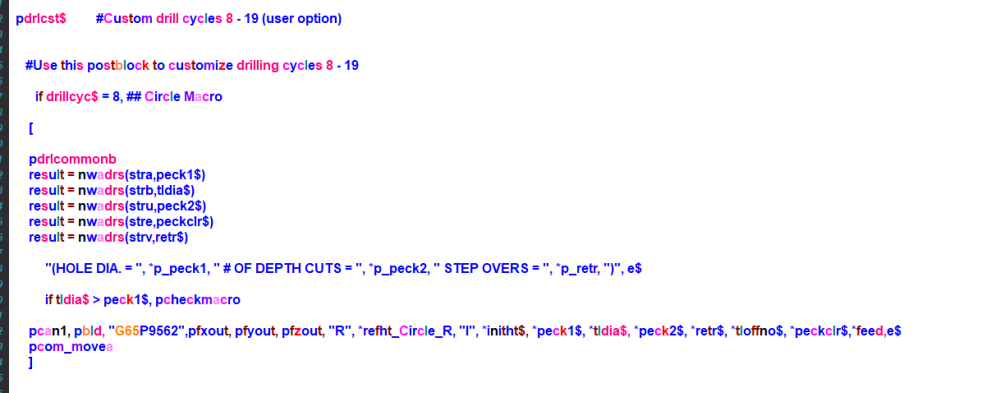
-
WOW, i feel old. Like the name states, started in V3. Didn't even have "drafting" until V3.1 i believe.
-
Looking for updated MP Post editing documentation
mc since v3 replied to wdg5555's topic in Post Processor Development Forum
This topic should be a "sticky". i was just thinking about this, what a fast way to get the information. -
How do you define your Thread tools in Lathe?
mc since v3 replied to crazy^millman's topic in Industrial Forum
I ended up making custom tools and moving the tool geo. But I agree 100% it should be from the face. -
Go to classicshell.net. Makes win 10 look like win 7. Works great.
-
Parse Operation Label shown in OPs Mgr
mc since v3 replied to PMDc's topic in Post Processor Development Forum
This is from a modified MPMILL post. Does your answer lie in these 2 lookup tables ? # -------------------------------------------------------------------------- # Strings - String labels must start with 's' - they are not pre-assigned # -------------------------------------------------------------------------- #Select operation note sop00 : "NULL......." # String definition sop01 : "CONTOUR...." # " " sop02 : "CONTOUR...." # " " sop03 : "DRILL/MISC." # " " sop04 : "POCKET....." # " " sop05 : "RULED......" # " " sop06 : "2D-SWEPT..." # " " sop07 : "3D-SWEPT..." # " " sop08 : "REVOLVED..." # " " sop09 : "LOFT......." # " " sop10 : "COONS......" # " " sop11 : "FILLET....." # " " sop12 : "FLOWLINE..." # " " sop13 : "M.FINISH..." # " " sop14 : "M.ROUGH...." # " " sop15 : "POINT......" # " " sop16 : "DRILL5AX..." # " " sop17 : "CURVE5AX..." # " " sop18 : "SWARF5AX..." # " " sop19 : "FACING....." # " " sop20 : "OP20......." # " " sop21 : "NULL......." # " " sop22 : "PORTING...." # " " sop23 : "NULL......." # " " sopnote : "" # Target string fstrsel sop00 opcode$ sopnote 24 -1 # -------------------------------------------------------------------------- #Select operation note shst00 : "CORE ROUGHING" # String definition shst01 : "AREA CLEARANCE" # " " shst02 : "WATERLINE" # " " shst03 : "CONSTANT STEPOVER" # " " shst04 : "HORIZONTAL" # " " shst05 : "RASTER" # " " shst06 : "PENCIL" # " " shst07 : "FLOWLINE" # " " shst08 : "BLEND" # " " shst09 : "SPIRAL" # " " shst10 : "PROJECT" # " " shst11 : "ROUGH REST PASSES" # " " shst12 : "FLOWLINE" # " " shst13 : "M.FINISH" # " " shst14 : "M.ROUGH" # " " sopnotehst : "" # Target string fstrsel shst00 hststyle sopnotehst 15 -1 # -------------------------------------------------------------------------- -
I need help for the post guru's. I have been researching this forum for an answer to this. I cannot find one. I have been beating my brains out for a week with no luck. My tooltable looks like this : O1000 (VF-3 START-OP10.NC) (OK --- 00-00-00) (DATE- 7/14/2015 TIME - 18:36) (CUSTOMER - S:\) (MCX9 FILE - VF-3 START) (MATERIAL - 1/2" THK A36 STEEL PLASMA BLANK) (PART NAME:) (HOLD PART IN VISES) (SET X ZERO ?) (SET Y ZERO ?) (SET Z ZERO ?) (T1 = .1875 DIA. X 60 DEG. #2 CENTER DRILL - H1 - MAX Z = -99999.MIN Z = 99999.) ** I cannot get this line correct it is one behind. (T1 - TOOLHOLDER = KCV50BTGF100275 / OOH = 1.) (T2 = .75 DIA. X 120 DEG. SPOTDRILL - H2 - MAX Z = 6.MIN Z = -.2) (T3 = .4219 DIA. X 135 DEG. 27/64" DRILL - H3 - MAX Z = 6.MIN Z = -.3) (T4 = .375-16 3/8-16 SPIRAL POINT TAP - H4 - MAX Z = 6.MIN Z = -.4) (T6 = .201 DIA. REAMER - H6 - MAX Z = 6.MIN Z = -.5) (T10 = .5 DIA. 5FL.1/2" CARB E.M. 1.25 LOC - H10/D10 - MAX Z = 6.MIN Z = -.6) (T11 = .5 DIA. 4FL.1/2" CARB BALL EM 1. LOC - H11/D11 - MAX Z = 6.MIN Z = -.7) (T12 = .5 DIA. 4FL. 1/2" X 45 DEG CARB CHAMFER MILL - H12/D12 - MAX Z = 6.MIN Z = -.8) (T13 = 3.15 DIA. 6FL.X 45 DEG FACE MILL W / .039 RAD - H13/D13 - MAX Z = 6.MIN Z = -.91) (T14 = 7. DIA. 26FL.X .87 WIDE SAW W\.38 CORNER RAD. W / .38 RAD - H14/D14 - MAX Z = 6.MIN Z = -1.) (T15 = .115 TIP DIA. W/.125 RAD 3FL. CARB CORNER ROUNDING EM - H15/D15 - MAX Z = 6.MIN Z = -1.1) (T16 = 1.515 DIA. 4FL.1-1/2" DIA X 3/4 LOC 60 DEG CARB DOVETAIL CUTTER .735 LOC - H16/D16 - MAX Z = 6.MIN Z = -1.2) (T17 = .125 TIP DIA. X 30 DEG. 4 FL.EM CONICAL-U202C .5 LOC - H17/D17 MAX Z = 6.MIN Z = -1.3) (T18 = .5 DIA. 4FL.X 3.75 SHANK GRIND HARVEY TOOL 997132-C3 .427 LOC - H18/D18 - MAX Z = 6.MIN Z = -1.4) (T19 = .5 DIA. 5FL. 1/2" CARB E.M. 1.25 LOC - W /.03 RAD - H19/D19 - MAX Z = 6.MIN Z = -1.5) (T20 = M12 X 1.75 SPIRAL FLUTE TAP - H20 - MAX Z = 6.MIN Z = -1.6) (OVERALL MAX Z = Z6.) (OVERALL MIN Z = Z-1.7) N5G94G00G17G20G40G80G90 N10G91G28Z0.M19 N15G0G90G53Y0. N20T1M06 (T1 = .1875 DIA. X 60 DEG. #2 CENTER DRILL - H1) (CENTER DRILL LOCATIONS - ID # 2) (MAX Z = 6.MIN Z = -.2) *** here the line is correct N25G00G17G90G54X0.Y0.S1333M03 N30G43H1Z6.M08T2 The above is unedited straight from the post. A related post : tooltable output current tool cut max/min depth error Started by Lee1, Nov 21 2013 08:15 AM I know its about the .txt file for the buffer 1001. 99999. -99999.< here 1002. -0.2 6. < here 1002. -0.3 6. 1002. -0.4 6. 1002. -0.5 6. 1002. -0.6 6. 1002. -0.7 6. 1002. -0.8 6. 1002. -0.91 6. 1002. -1. 6. 1002. -1.1 6. 1002. -1.2 6. 1002. -1.3 6. 1002. -1.4 6. 1002. -1.5 6. 1002. -1.6 6. 0. -1.7 6. I just can't get it to increment correctly and not screw up the tool call up numbers. Has this ever been solved. I know one of you BUFFER guru's has figured this out. My beer budget is taking a beating over this one.
-
http://www.linkgear.com Baltimore MD.
-
Take a look at this site. Most of these units bolt right to the floor if its thick enough. https://www.gorbel.com/
-
Make Your Post Catch Common Errors
mc since v3 replied to EX-wccprogrammer's topic in Post Processor Development Forum
To the moderator. This topic is very informative and helpful !! Would it be possible to get it pinned. -
how to clamp and machine this part (UMHW)
mc since v3 replied to HEAVY METAL's topic in Industrial Forum
The link gives stress relieving info for UHMW. I worked at a shop where this was a common practice. http://www.garlandmfg.com/plastics/annealing.html -
I have had this in the past. My remedy was to turn on just that level, unblank, ALL, All enities, hit the green button. nothing would appear on the screen. I then hit delete,ALL, All enities, hit the green button. The entity count would then go to zero. But I have to save the file and restart MC to get the rest of the entities to show up.
-
Is it possible you lost some parameters when the machine was disconnected from power ?
-
Posted by "Crazy mill man" "Stays ups until closed not close on the esc key." I wish this box would act like the "operations manager" or "Levels" boxes. It is an important part of my programming.I wear out my RMB constantly opening and closing it every day. You should be able to open and dock this window until the session is ended.
-
I would like to see a comprehensive and detailed list of the "XML" file settings and what each one does instead of constantly searching the forum for different "setting" tweaks.
-
X7 MU2 ANYONE DO THE INSTALL AUTOMATICALLY ?
mc since v3 replied to CADCAM3D5AXIS's topic in Industrial Forum
Started in v3.0 in MSDOS. No drafting in Mastercam. If you screwed up you started over or pieced together the NCI file. No REGEN or little red "X". First Computer 386SX, math coprocessor, 80 Megabyte HD and 4megs of sims. 14" svga "color monitor". 640 x 480 resolution. $3,000.00. You became an expert editing the NCI files back then. -
If you are still interested, I rewrote the renishaw macro O9852.nc so your wear offset is the difference between the size entered in the tool table and actual measured size. I.E. .500 endmill measures .498, offset will have a value of -.002 instead of .498
-
+100 ON THAT
-
view manager to work like level manger i.e. stay open all the time
-
Best tip on this "new" verify I have seen yet !
-
I agree 100%. I can watch at home without ten people bugging me, or swearing all I'm doing is playing on the internet all day.
-
Keeping Track of Program Revisions using a mr.
mc since v3 replied to crazy^millman's topic in Industrial Forum
I name my mcx file with the revision ex. "widget rev-a.mcx6" . When I post it the MPpost header spits it out as the "Filename" (CUSTOMER:S:\temp\widget) (PART NUMBER - widget rev-a) (MCX6 FILE - widget rev-a.mcx6)