





Bill Craven
-
Posts
279 -
Joined
-
Last visited
-
Days Won
14
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bill Craven
-
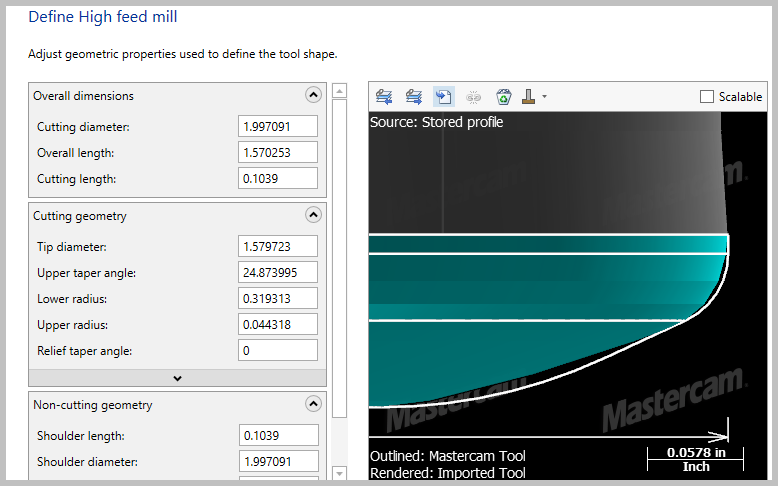
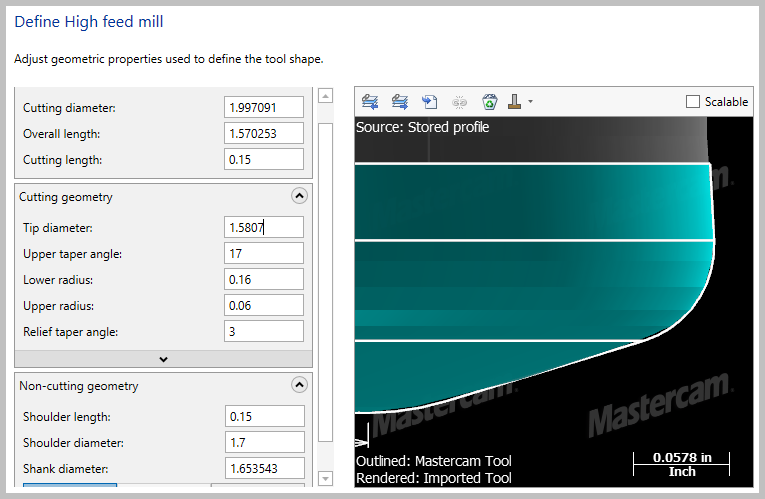
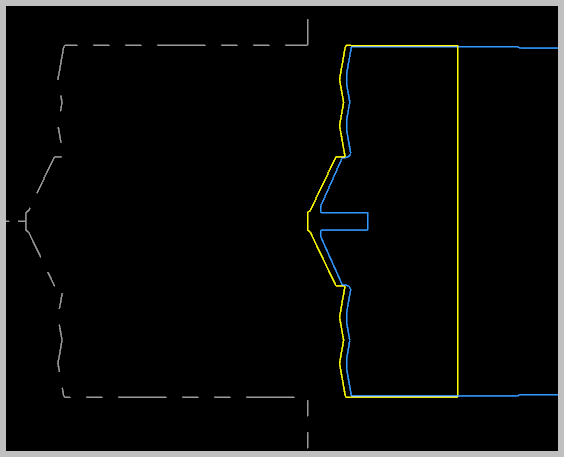
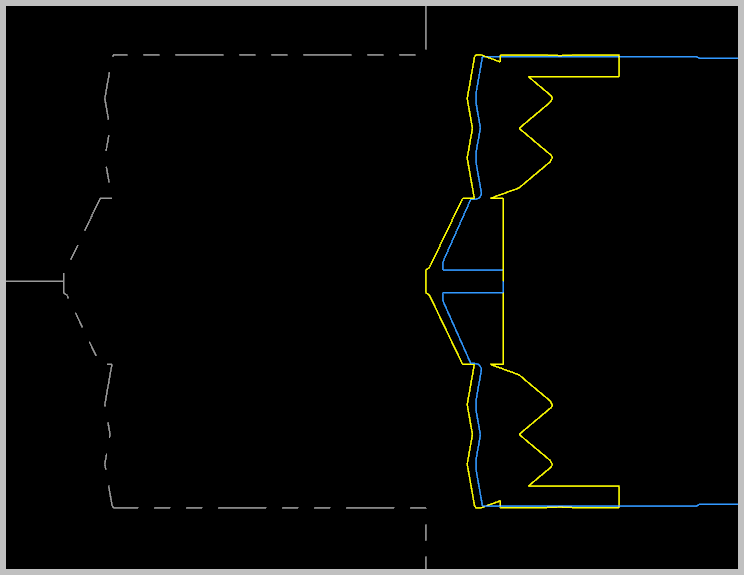
In the past, I programmed them as a bull mill with the tool manufacturer's geometry for accurate stock model. But I had problems with cusps that would interfere with my Dynamic/Optirough operations. It was a hit or miss situation and I had to verify the toolpath after any parameter change to make sure that I wasn't leaving cusps. I thought that I would try the High Feed tool definition again and see what I can get. I brought in a High feed mill model and let Mastercam try to define the tool automatically. This is what I got Then I started playing with the parameters and was able to get a much closer profile. I matched the manufaturer's tip diameter, extended the length and was able to add the relief taper angle. This is what I ended up with: So far, after trying different stepovers and other parameters in Optirough, I have not gotten any leftover cusps. Thanks Tom, et al for this thread
-
I can't find any documentation for what some of these fields are supposed to be. Help is no help. Where does the upper and lower radius, and the upper taper angle come from? The tool manufacturer? Can they be measured from the STEP file of the tool model?
-
I program a lot of HRSA aerospace parts with turning operations and I couldn't be efficient without lathe CAM software. In particular: The Dynamic turning paths in Mastercam with tool inspection. When I am using ceramic inserts and Dynamic turning Waspaloy and rotating the insert every 4 minutes, I wouldn't be able to hand write that code. Also having my post dialed in so that I get a block number at every tool index. If i have to change the tool inspection time, I just change one paramter, regen and re-post and send it to the machine again without hand edits. Automatic Down cutting is another great feature that is often overlooked that can extend your tool life and the quality of the finish part. CAM software will never be perfect. We all have to find ways to "leverage" the software to give us the G-code that we need to get the jobe done.
-
Replace Solid Carbide end mills with Indexable inserts
Bill Craven replied to BradyCNC's topic in Industrial Forum
Exactly. So many factors: Size of part, the size and shape of the feature and the type of toolpath that you can apply to it, hp and rigidity of the machiine, and Material. I love when I can use a high feed indexable mills. My experiences with Titanium have shown me that Ti has a very narrow window for it's sweet spot. Rigidity is crucial to getting good results. A customer modified a machine by adding 2 extra linear guide bearings for each axis and then changed out the ball screws from 1 inch diameter to 2 inch diameter and doubling the hp of the servo motors. He was able to almost double the MMR. When I program parts, i want predictable results. I want to know what I can expect the tool life for inserts or solid carbide will be and be able to program a tool inspection. I love pushing tools to the max. I have noticed over the years that when you go to IMTS or other tool shows and they have demos going, when someone starts making a heavy cut, everybody turns and goes over to look at it. -
Replace Solid Carbide end mills with Indexable inserts
Bill Craven replied to BradyCNC's topic in Industrial Forum
There are other considerations: If you are using dynamic toolpaths, you typically won't be able to match the material removal rate (MRR) that you can get with solid carbide end mills. This is because You can use the flute length and use more of the LOC of the solid end mills. Also, you typically have more flutes with solid carbide. (if you are taking .006 per tooth for an end mill but only have 3 flutes for an indexable and 6 flutes for a solid carbide end mill of the same diameter, the solid end mill will double your productivity even before you take advantage of the length of cut. As an experiment, you could define a pocket and program it with solid carbide using the best parameters for a dynamic toolath and then try to machine the same pocket with the best parameters for an indexable end mill. If you do all of the calculations taking into consideration of the time savings, the indexable end mills may not be saving you money. Indexable tools can be great for the proper application -
I have 2020 through 2023 I just tried to do the same thing in 2020 and the Chuck Jaw name does not show up. It does show up in 2021.
-
I don't believe that this is possible if I understand your question. The block numbers are generated and controlled by the post and the control definition. The block numbers are not related to an operation. The "List numbers" and the "Internal operation ID" numbers are available in the XML file. The Operation list numbers might be out of sequence if you have ghosted operations.
-
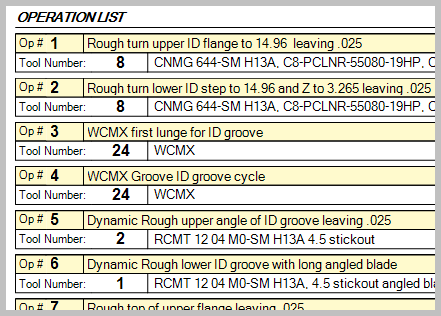
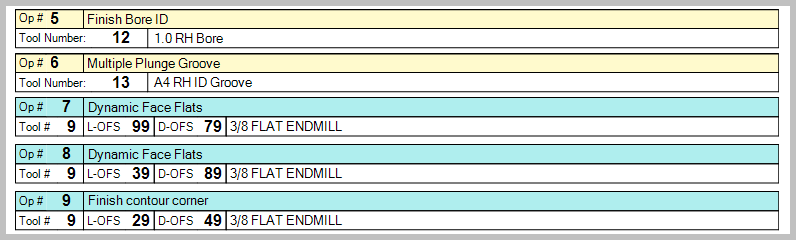
I modified one of the templates for the mill operations to include the length offset and the diameter offset. Save the original file before copying the new file to the SST directory Use this as an example and tweak it for you own use -OP Tool List (OPERATION-M) short.rpx
- 49 replies
-
- 2
-

-
- active reports
- setup sheet
- (and 1 more)
-
Yes it could be done. All of that information is available in the xml file that is extraced by Mastercam and used by the Active Reports templates. Here is a sample from my full setup sheet ( that I can't share yet ) Here is an example of a tool setup sheet listing from Mastercam 2021. Mastercam changed something in 2022 and the touch off picture from 3d lathe tools is no longer generated. I haven't tried the latest 2023 release to see if it is fixed.

- 49 replies
-
- 2
-
-

-
- active reports
- setup sheet
- (and 1 more)
-
Are their any downsides to Dynamic Milling?
Bill Craven replied to monkeyman's topic in Industrial Forum
I totally agree with this. It needs to become ingrained as a mindset. "how can I save a few seconds?" I used to be a .1 rapid plane guy when I was doing prototype programming. Now I am a .05 Rapid plane guy. lol When I was teaching programming, I used to explain to the students that our job was not to make parts. Our job is to remove material. The faster we remove material, the shorter the cycle time is for the part and the more profitable the shop is and the more secure my job is as a programmer. -
Are their any downsides to Dynamic Milling?
Bill Craven replied to monkeyman's topic in Industrial Forum
I was involved runnig some tests on a VF5 50 taper mill for Dynamic toolpath power cuts with a 10mm end mill with 75% stepover at 2 times diameter deep in 4140 and 304 stainless. It was amazing to watch. We were drawing 80% load on a 50 taper spindle with a .39 diameter end mill. The cycle time was shorter and the file size and lookkahead were more friendly. Here is a link to a Cimquest video showing the difference. https://www.youtube.com/watch?v=Bi2j-Q-G0sM -
Are their any downsides to Dynamic Milling?
Bill Craven replied to monkeyman's topic in Industrial Forum
I agree that the CAD/CAE/PLM side of NX and Catia are good products for design and engineering verification. However, a friend calls the CAM side of these brands: "Afterthought engineering". CAM was not their primary focus. One of the things that I have experienced over the years is: Tier 1 manufacturering managment buying into the sales pitch that "The engineer will make a design change and everything downstream will be automatically updated. The programmer won't even have to look at, or have make any changes to the program, it will be automatic." A recipe for disaster. -
I have had to do something similar with a turning part in MT. Boolean added the fixture to the stock. (there may be another way, but I haven't found it) I also learned to make extra copies of the solids and put them on different levels as backups. One of the other gripes that I have about MT is: no tool inspection.
-
Are their any downsides to Dynamic Milling?
Bill Craven replied to monkeyman's topic in Industrial Forum
The danger of the way it’s always been done… As a sociological experiment, 10 monkeys were placed in a large cage. High up at the top of the cage, beyond the reach of the monkeys, were a bunch of bananas. Underneath the bananas was a ladder leading to the bananas. The monkeys hadn’t been fed for 12 hours and were extremely hungry. The monkeys immediately spot the bananas and the strongest begins to climb the ladder. As he does however, a slight electric shock keeps him from ascending the ladder. At the same time that the monkey climbing the ladder gets a shock, the other monkeys on the floor are sprayed with water. The monkey on the ladder scrambles off and all 10 hungry monkeys sit for a time on the floor. Soon, the temptation of the bananas is too great and another monkey begins to climb the ladder. Again, the monkey is met with a slight electric shock as well as the other monkeys being sprayed. Over time, the monkeys learn not to go up the ladder. Now one monkey is removed and a new monkey is introduced to the cage. Spotting the bananas, he heads towards the ladder. The other monkeys, knowing his intention, cut him off and beat him. A second monkey is removed; he is one of the original 10 monkeys and is replaced with a new monkey. Again, the new monkey heads towards the ladder and, again, the other monkeys cut him off and beat him – including the monkey who had never been up the ladder. By the end of the experiment, none of the original monkeys were left. Despite none of them ever experiencing the slight shock, they had all learned not to climb up the ladder for the bananas. This story shows the impact of what we call “Cultural Training.” Often, a new employee is trained by another “experienced” employee; but not from a Known Standard, SOP, or Work Instruction. Usually the “Experienced” employee is expected to mentor and pass off years of experience in a short amount of time (usually days or even hours). The new employee is taught what the previous employee defined as “the standard.” The new employee, not remembering everything he is taught after the experienced employee leaves, has to survive by developing what he thinks is the process. Over time and generations of employees, the original “standard” morphs into something very different than the original “process.” -
I've noticed this same behavior where Mastercam won't break up motion to insert tool inspections in the newer releases of Mastercam. I'm assuming that there must have been some issues with being able to interupt and then restart an operation without crashing or gouging. Lathe dynamic in particular. It makes it difficult to get predictable tool life... especially with ceramic inserts
-
There is a way to create plunge toolpaths in Mastercam that uses the legacy Ruled wireframe toolpath. I wrote a tutorial with a sample program for it back for version X6. It has a lot of possibilities and versatility. I just opened it up in Mastercam 2022. It still works fine. I have attached the tutorial. Plunge toolpaths.zip There is also a MPmaster IHS post that I modified and documented that will output feed moves for retract. With the ruled toolpath you can create motion that will plunge straight down and then retract a small ways away from the wall and then retract to the Z clearance plane using only 3 geometry lines. You control the stepover by changing a parameter in the toolpath. You can create a angled (draft) wall with 3 lines. You can create a ramped floor toolpath. You can create a circle plunge toolpath that will feed out in Z. (Most tools don't like rapiding up in Z and dragging the edge of the insert) You can create a pocket toolpath and save the geometry and use it to create a pocket plunge toolpath. These toolpaths have an advantage over drawing individual points for each plunge becasue you control the setpover amount by changing a parameter rather than drawint a new set of points with a different spacing. I learned about this from a newsletter sent out by Mastercam for Version 4 (I think) in 1990-1991. (not X4) Edit: I just realized that was 30 years ago.
-
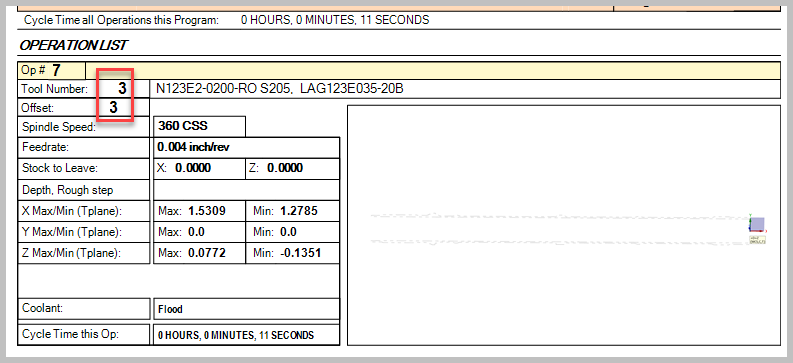
Active Reports is finicky regarding the hierarchy of the reports. For my Turning min/ max I have to preceed the MIN-Z-TPLANE with TOOL/TOOL-L/MIN-Z-TPLANE Same for the Max: TOOL/TOOL-L/MAX-Z-TPLANE For the SFM or RPM, Feed, etc. there is nothing in front of the Datafield. i just use SFM, RPM, STOCK-TO-LEAVE-X, etc. Sometimes the RPX file that calls the subreport that you are working on passes data through to the subreport without outputting anything and if you delete that report template you can lose the report/subreport structure and therefore data output. One of the things that I do when building a new setup sheet is to write down the hierarchy so that I can see and go to the RPX template that I want to work on. This is the hierarchy for the MT RPX. (I use the MT RPX exclusively and have it setup so that if there are only lathe operations, it will output lathe operations. The same thiing with Mill operations. And I have the header for each operation color coded. Blue = Mill, yellow = Lathe, Red = Manual entry.) Setup sheet (MT) .rpx -Setup Sheet (File) .rpx -Setup Sheet (OPERATION) .rpx -Setup Sheet (OPERATION-L) .rpx -Setup Sheet (TOOL) .rpx -Setup Sheet (OPERATION-M) .rpx -Setup Sheet (TOOL) .rpx -Setup Sheet (OPERATION-T) .rpx -Setup Sheet (MAN-ENT-INFO) .rpx -Setup Sheet (TOOLS) .rpx -Setup Sheet (OFFSETS) .rpx -Setup Sheet (SZ) .rpx -Setup Sheet (SZ-M) .rpx -Setup Sheet (SZ-L) .rpx -Setup Sheet (TOOL) .rpx -Setup Sheet (TOOLS) .rpx -Setup Sheet (OFFSETS) .rpx -Setup Sheet (CAPTURES) .rpx -Setup Sheet (SZ) .rpx I shared a short Setup sheet some time ago (2019) based upon this concept and it is still available:
-
One of the things that you should be able to do is change the visibility of a data field without getting an error. Sometimes I need to have the data carried through to another page and do that by "hiding" the field. Your setup sheet looks good.
-
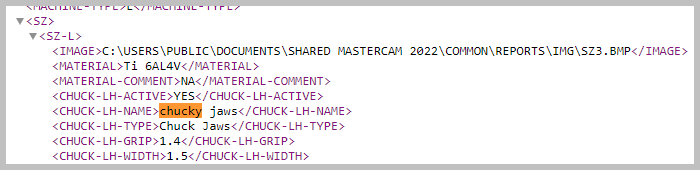
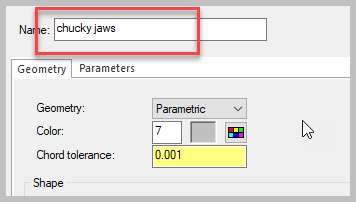
Actually it is available. under the SZ group in the xml file The way to find this is to use the "secret handshake" I put the name chucky jaws in the field (something unique) and then ran the setup sheet, invoking the secret handshake, by holding the Ctrl key down and then clicking on the green check icon. You will be prompted if you want to deactivate the RPX Parser. Answer: no Then you will be prompted if you want to display messages. Answer: no The you will be prompted to Write all data to XML. Answer: Yes Using windows explorer go to the directory shown below, select the latest XML file and drag it and drop it onto an open page in Google chrome. Chrome will display all of the fields in the XML file. Use Ctrl-F to find the chuck jaw name that you entered (i searched for chucky. From there you can use Active reports designer and embed that field into oone of your reports. The reason that we use the secret handshake is: that Mastercam only gathers the data that are used in the RPX reports. It leaves out a lot of information that it doesn't need. The secret handshake forces Mastercam to write all data to the XML file.

-
It is possible to create a 3d tool for a drill in Lathe, but it is not friendly. I suggest asking your reseller for help with that. I took your solid models and did a: Wireframe, Turn Profile (full, from one of the checkboxes on the lower left) selecting all of the inserts and guide inserts. Then I did a turn profile for the holder. Important: check for splines. If there are splines convert them to lines and arcs. Change the color of the insert so that all elements are the same color (14 -yellow is what is recommended for the insert facing up and 138 is what is recommended for the insert facing down) Change the color of the holder so that all elements are the same. 116 is the recommended color. Make sure that all of the geometry for the holder and insert is on the same level with no extra lines or arcs. Everything needs to be trimmed and closed. (No Splines. I have gotten bit by that many times over the years) Create a custom tool from a level. This is what you should get: I typically will simplify the insert geometry so there aren't so many elements and changes of direction. It is probably not as important now but it used to make a difference when computers were slower. Example 1 BC1.zip
-
There is a lot to be learned from people from "niche" shops and specialties. I noticed in the late 70s that a lot of the old-timers were retiring and there wasn't a lot of new young talent entering the trade. I was one of those. During my breaks, I would go around and look at all of the setups and how the old-timers were doing things. At first, I was resented until they saw that I was just trying to learn. Then it got a little bit better. Like Mr. Paris, I bounced from shop to shop to learn what the niche was in the new shop. I recognized that these old guys, that weren't going to be around forever, had a wealth of knowledge, especially about fixturing and being methodical on sneaking up on tight tolerances. CNC has changed so much of that knowledge. A friend of mine calls the young programmers Nintendo programmers. They are good with computers but haven't ever actually cranked a handle. It used to be at CNC Software that everyone in the company would take a turn in the lab doing a little handle cranking.
-
This was an interesting jaunt down memory lane... I ran a Moore jig borer back in the 70's for a while until they put me on a SIP Jig bore. (Swiss) They didn't have digital readouts back then. It was some kind of illumiated optics. Super accurate in a temperature controlled room... Thermal accuracy: I shake my head sometimes when I see a young machine tech assembling a machine and holding a spirit level in their hot little hands for too long. Even Fadal had warnings about shining a flashlight on the tube of a high accuracy spirit level when leveling their machines. There is another company with the name of Moore that makes diamond turning machines. They can turn mirrors and measure the surface finish in angstroms. I was contacted by Los Alamos National Laboratories and they wanted to know if Mastercam could hold 6 decimal places of accuracy in it's calcualtions. Their roughing cuts were .0001s. They had to have curtains installed around the machines to keep air currents off the machine. The bases of the machines are thick Granite slabs that 'float' on an air cushion because there is too much "rumble" from the Earth and that was causes bad finishes.
-
What version of Mastercam are you using? If you are using 2022, There is a known bug when using 3d tools that blocks information from being gathered by Active reports. The old 2d legacy tools work as expected. 3d tools don't share information. Mastercam is aware of the bug.
- 49 replies
-
- 2
-
-
- active reports
- setup sheet
- (and 1 more)
-
I do not believe it is possible to output the sequence numbers to an Active Report. The sequence numbers are controlled and generated by the Post Processor through a series of conditional statements after the Active Report has been generated. Active Reports does not look at the Post Processor or the finish NC code and therefore would never know what and where the Sequence numbers appear.
- 49 replies
-
- 1
-
-
- active reports
- setup sheet
- (and 1 more)
-
I renamed the SST directory in 2022 to SST Original 2022 I copied the SST directory from 2021 to 2022 Ran a setup sheet and it worked fine. I believe that if you want to run Active Reports as a standalone (without launching Mastercam) you have to update data sources. Maybe I don't understand your statement: "So long as you update the data sources" I am not challenging you, just trying to understand.
