




specv
-
Posts
914 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by specv
-
did you send them to TS or Okuma training?
-
Is this mike from New Zealand? If so hes on a Topsolid Forum. I will contact him there.
-
you would love Minnesota Ron! Come on up!
-
this is exactly what i am asking about, where or how does one get that experience? The whole concept is really new to us and we have a lathe guy on the machine with 25+ years of lathe experience working on it. but that higher level of "oh you can do this or that with this new machine" is what we need to find. Where do i get this "someone" we have had recruiters (at least 10) looking for us and the resume's are week at best.
-
We don't have a problem paying for it. We worked with one of the top AE's for Okuma and he helped a little. I do think it way above normal operator training though. That's why I'm asking what everyone does when they need higher level training. We have been told by many machine builders that we do things that most shops can't or never need to do.
-
Or the AE leaves the dealer and you have to hunt them down , right Doug By the way you have been a huuuuge help to us on this machine.
-
Gcode hit the nail on the head, we need someone with the machine experience so that we know the the machine is doing what its supposed to do. That makes the post editing easier (the post is near post and go already)
-
Except for we are using Topsolid, The CAM programming side is not really the issue, I can teach that, its knowing the capabilities/codes of the machine itself, and even the type of machine(multi-tasking 5 axis)
-
All, I am in need of some advice, we have an Okuma multus u3000 and we have been looking for a programmer or at least a set-up machinist with more knowledge of the machine. We have been unable to locate someone. What I would like to know is what is the best way to get someone up to speed quickly in programming and set-up. We have been working with our reseller and the main Okuma office and even they are struggling with some 5 axis toolpath/code.
-
 Here is our goto for small diameter milling when runout is an issue. https://www.bigkaiser.com/en/products/tool-holders/collet-chucks/mega-micro-chucks
Here is our goto for small diameter milling when runout is an issue. https://www.bigkaiser.com/en/products/tool-holders/collet-chucks/mega-micro-chucks -
I just did exactly that when i transformed, like i said i do it all the time.
-
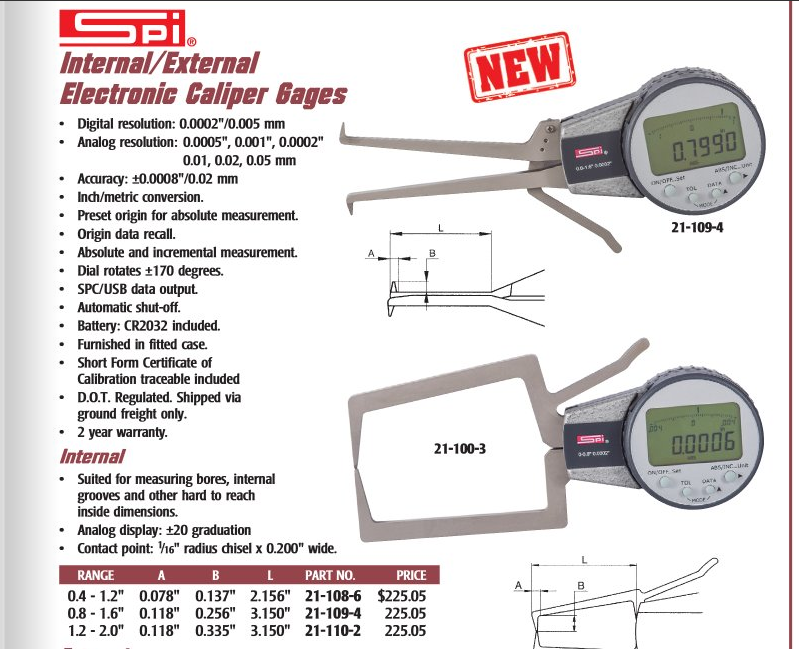
We use Mueller gages as general rule, but when we need something economical we have been using these, with a ring gage to use as a master they are very accurate.
-
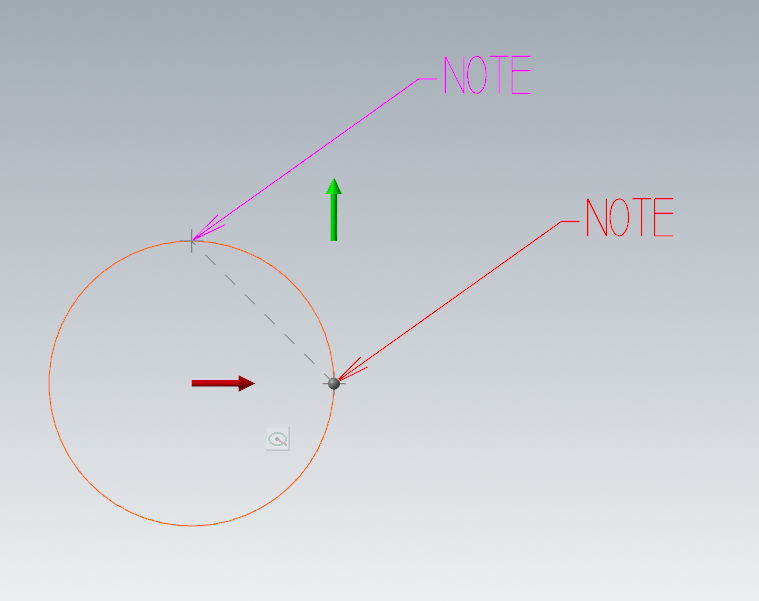
I move notes all the time, once you create a note with a leader you can move it based on the point it was attached to (like a point or quadrant of an arc).
-
Yes, that's how it works. Though it would be better if MC had a range for the stepdown instead of being a fixed value.
-
How Do You Create Class 3B Threads?
specv replied to McLaren's topic in Machining, Tools, Cutting & Probing
What is the GH number on the taps you are purchasing? We cut 3B threads all the time and order our taps accordingly. The pitch changes .0005 for each GH number. -
here are the 2 that are in the machine O9001 M9 G0G28G80G91Z0M5 G49G40 M6 G90M99 O9111 M57 S1T0 S2T0 S3T0 S4T0 S5T0 S6T0 S7T0 S8T0 S9T0 S10T0 S11T0 S12T0 S13T0 S14T0 S15T0 S16T0 S17T0 S18T0 S19T0 S20T0 S21T0 S22T0 S23T0 S24T0 S25T0 S26T0 S27T0 S28T0 S29T0 S30T0 M57 S2T2 S3T3 S4T4 S5T5 S6T6 S7T7 S8T8 S9T9 S10T10 S11T11 S12T12 S13T13 S14T14 S15T15 S16T16 S17T17 S18T18 S19T19 S20T20 S21T21 S22T22 S23T23 S24T24 S25T25 S26T26 S27T27 S28T28 S29T29 S30T30 M30 %
-
Doug, You know my vote would be the Makino, even though we just bought the Kitamura's. The major reason we didn't buy Makino's last time was the limit in x stroke. With small parts the a61 should be good for you, I would look at the tall column though, it just gives you more y stoke if you are loading up a tombstone with parts.
-
Tool changer arm rubbing holder *pic
specv replied to danielm's topic in Machining, Tools, Cutting & Probing
as well as a test bar. The prices of these things are far less than a new spindle if the taper is hitting/wearing on the spindle wall unevenly. -
When we couldn't get one for our indexer in time we took the standard one and made a baseplate for it and shifted it off center.
-
416 was easier to cut than 17-4 for us.
-
We made 1000's of gun slides out of it @ 35 rc its cuts awesome, guessing it might be a little gummy @ 28-32? all mill tooling was Hanita, Fullerton, Helical, or Walter TiAlN coated and roughing was cut dry but finished with coolant. We ran about 500-600 SFM. It is magnetic and will rust also.
-
We have MSC's system and we love it, always check prices, MSC's prices are better than most but its not well known because the website does not show the prices you pay if you have an agreement with them. We typically pay 30-50% less than the numbers on their site. The other nice thing is that you can use their cabinets for tools that you didn't even purchase from them.
-
Explosion Deburring/Extrude Hone Deburring
specv replied to Zoffen's topic in Machining, Tools, Cutting & Probing
This is where we send our parts for thermal deburring (explosion) https://www.arrowcryogenics.com/deburring-deflashing/thermal-deburring It is very violent though, if the walls are thick and there can be some handling damage it's fine. But we tried it on some very thin medical parts and while it does work we did lose some parts in the process. -
Fixture table and fixture plate for MasterCam 2018
specv replied to Laebs's topic in Industrial Forum
This is the system we have http://bluco.com/modular-fixturing-for-machining/ -
We bought 2 HX500g's last year and there were some issues up front with the install, and tolerances, but we had Kitamura service ball bar test and tweak them and now they are really accurate, they are more rigid than our Makinos. We have 314 tools on each and 8 pallet pools on them. HSK63a 20k spindles.
