




specv
-
Posts
914 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by specv
-
Technically its index only, although they said it can rotate while milling, just no feedrate adjustment and it is not timed to the machine axes. It really just makes our horizontals 4+1.
-
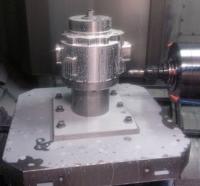
here is our new single 14" platter, its the largest motor they have with 800 ft lbs of torque.

-
if you can't get it to lock i have had luck doing what Ron suggested, or making sure the allen wrench you are using crosses the centerline of the chuck when loosening, this changes the direction of force on the spindle. Also a tap with a brass hammer will work better than just trying to turn the wrench.
-
not sure about a Mazak but M19 is usually orient and lock the spindle on every other machine i have run.
-
I can't speak to the rigidity but my understanding is that there are no brakes, this is a harmonic drive (think egg shaped gear inside a ring gear) so the engagement of the gears is where you get your holding power with slight help of the servo. The one we ordered has 800 ftbs of torque, which also translates into 800 ftlbs of holding power. Hopefully ours shipped yesterday, and it will be here next week (installed).
-

another "extra click" example that has become my nemisis
specv replied to jlw™'s topic in Industrial Forum
I downloaded it but is asks for a password to run, no where on the website does it say anything about a password. -
the most I've cut in production was 999 IPM only because our Makino would only accept 3 digit feedrates.
-
Need 3MM ball nose tapered mill
specv replied to JAMMAN's topic in Machining, Tools, Cutting & Probing
try these guys http://www.conicalendmills.com/ -
If you hold shift while placing a point on a line, it brings up the gnomon, then you can grab the arc of the gnomon to align the axis of the gnomon with the line you just picked and then drag (or enter the distance of) the point to your desired offset from the line. just a couple clicks.
-
Im not familiar with the machines but can you have a sub program for the tool offsets and just read the program again after reset? That is how we get our gage lengths into our machines.
-
Just sent a purchase order for one of these as well, we got a single platter due to part size but will probably get another on with 4 platters for smaller parts.
-
This is why we use air hoists for large/heavy parts, they have much finer movement due to letting just a little air squeak by the valves.
-
I think one of the keys here is equal wear throughout the tap. Tapping fast is great but the end of the standard tap receives most of the wear.
-
Process of finding center of rotation on HMC.
specv replied to ?Mark's topic in Machining, Tools, Cutting & Probing
http://www.flexbar.com/shop/pc/MAGNETIC-SINGLE-EDGE-FINDER-p4838.htm -
Depending on the reamer (solid carbide or hss) we have even had a radius ground on them as well, if location is an issue we will semi-finish bore for location and ream for size. In your case boring might be your only option. We do a lot of cutter grinding in house as well, i realize not many shops that have a tool/cutter grinder anymore. We use: California Reamer Hannibal carbide Dihart Mapal
-
If its that critical we have: Drill and ream with a modified reamer where the angle matches the drill angle and blend them together (coolant through reamer to push chips back) Drill and bore with a where the angle matches the drill angle and blend them together (coolant through bore to push chips back) Use a dreamer so there is no subsequent operations needed. We have also requested that they change the print to allow for a pilot drill size and depth.
-
I have this issue with a Nvidia quadro fx4800 and a k4000, ive had it since the tool manager has been part of MC
-
This is exactly how i do it.
-
Schrader Valve Tooling
specv replied to Mike@Dive Lab Inc.'s topic in Machining, Tools, Cutting & Probing
We use these guys for our custom porting tools, they do a great job. http://www.carbidetools.com/ -
Digging up an old thread, We decided on Wintool, thanks to all who contributed to this topic. It will be a very long process of entering data but will be so worth it in long run. Daniel, I'm sure i will have some questions for you about this.
-
Bob, thats one of my favorite uses for a Garr endmill! Seriously we only use Garr for tools that need to be modified with a special angle, step or radius and we don't want to butcher a high performance endmill. Unless IMCO has changed in the last few years (and maybe they have) they didn't hold a candle to Helical or SGS Z-carb endmills i put against them on 17-4 stainless.
-
How do you define your Thread tools in Lathe?
specv replied to crazy^millman's topic in Industrial Forum
I'm with you Ron! -
Crashing many times daily, working in the tool manager is the most often area for me, i have to save the file after creating each tool.
-
Why do tiny endmills cut deep?
specv replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
I second a lot of the things said, but there is also significantly less tool pressure on smaller tools as well. Tool pressure on larger tools is actually pushing away and the small tools are cutting more free. -
My guess is you are talking about the "stand alone" Mastercam tool manager. There is not a good way that I know of to print out of there, except highlighting all the tools you want to print and print them that way. The format is not very good from the manager either. I would suggest doing it from inside MC like Jparis said.

