




.jpg.4e4654c314bf9b121e9db8fbc34edc24.jpg)
FROZEN
-
Posts
292 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by FROZEN
-
opps
-
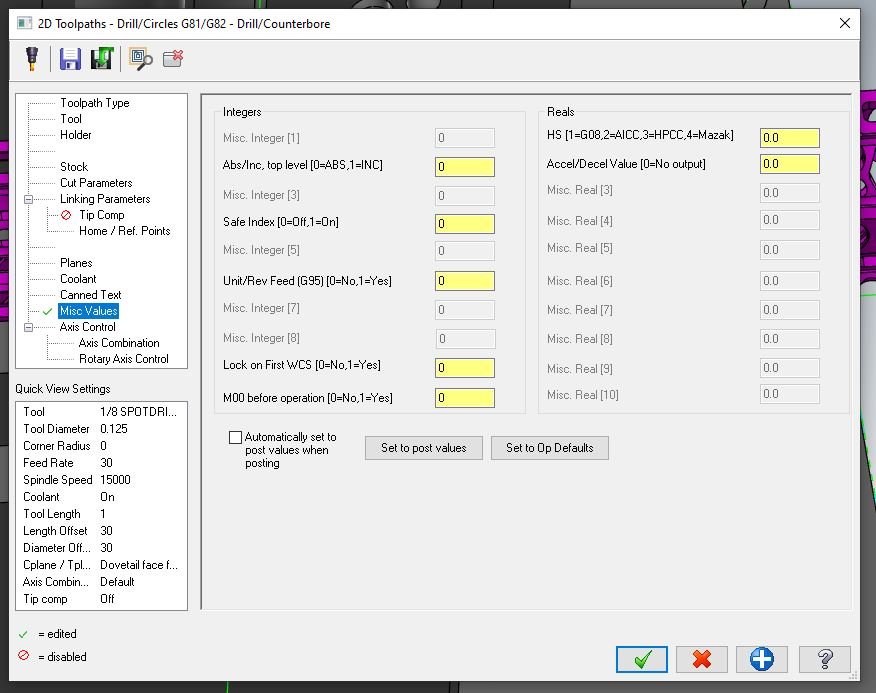
This is how I have it for the NHX. Code example T11 M06 (1/2 FLAT ENDMILL) (MAX - Z2.3) (MIN - Z-.4) M08 G54.2 P0 (ROTATION CANCEL) G54.1 P1(CENTER OF ROTATION) G90 G55 M11 (UNLOCK) G00 G17 B180. X-.8069 Y-9.003 S10500 M03 M10 (LOCK) Post example if safe_index, [ "G54.2 P0 (ROTATION CANCEL)", e$ "G54.1 P1(CENTER OF ROTATION)", e$ [if not(index), sgabsinc, pwcs], e$ if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pgear, e$ pbld, n$, *sgcode, pfcout, pspindleout, e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ pbld, n$, pfxout, pfyout, e$ ] else, [ "G54.2 P0 (ROTATION CANCEL)", e$ "G54.1 P1(CENTER OF ROTATION)", e$ [if not(index), sgabsinc, pwcs], e$ if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pgear, e$ pbld, n$, *sgcode, pfcout, pfxout, pfyout, pspindleout, e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ ] phsm1_on #must remain before G43 pbld, n$, "G43", *tlngno$, pfzout, scoolant, e$ phsm2_on #must remain after G43 ] else, [ if fmtrnd(prv_cabs) <> fmtrnd(cabs), [ if safe_index, [ "G54.2 P0 (ROTATION CANCEL)", e$ "G54.1 P1(CENTER OF ROTATION)", e$ [if not(index), sgabsinc, pwcs], e$ if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pfcout, e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ pbld, n$, pfxout, pfyout, e$ ] else, [ "G54.2 P0 (ROTATION CANCEL)", e$ "G54.1 P1(CENTER OF ROTATION)", e$ [if not(index), sgabsinc, pwcs], if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pfcout, pfxout, pfyout, e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ ] pbld, n$, pfzout, e$ ] else, [ "G54.2 P0 (ROTATION CANCEL)", e$ "G54.1 P1(CENTER OF ROTATION)", e$ [if not(index), pwcs], e$ pbld, n$, sgabsinc, pfxout, pfyout, pfzout, pcout, e$ ] ] pe_inc_calc ps_inc_calc absinc$ = sav_absinc ] if lock_codes = one & cuttype <> last_cuttype & cuttype > 0, pbld, n$, *sunlock, sunlockcomm, e$ if cuttype = zero, ppos_cax_lin if lock_codes = one & cuttype <> last_cuttype & cuttype = 0 & fmtrnd(prv_cabs) = fmtrnd(cabs), pbld, n$, *slock, slockcomm, e$ if gcode$ = one, plinout else, prapidout pcom_movea if retractflg = 0 & op_id$ <> last_op_id, #output if not forced output above with the G43 [ if mr1$ <> 2, phsm1_on if mr1$ = 2 & mr2$ <> last_mr2, [ phsm1_on pbld, n$, "G43", *tlngno$, pfzout, e$ ] phsm2_on ] c_msng$ #Single tool subprogram call plast toolchng0 = zero also I'm using dynamic offsets, which work extremely well.
-
Here is how mine is set up.
-
maybe, probably more trouble then its worth
-
.thumb.jpg.59c7c31b8b42582687d671b680e087f2.jpg)
MAZAK NEXUS 510C-II E STOP ALARM
FROZEN replied to KLP1190's topic in Machining, Tools, Cutting & Probing
damn e-stop elf, you never see them running around. But you also never see Bigfoot. -
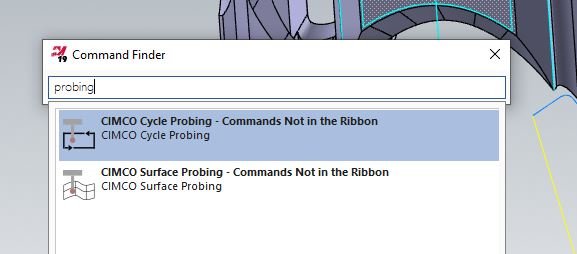
So, none of my post have CIMCO cycle probing. Does anyone now if any of the free post have it???? Just like to see if it's worth the purchase.
-
I'm looking into and finding the post need to support it.
-
Good luck with that
-
measuring spindle runout
FROZEN replied to kentucky1303's topic in Machining, Tools, Cutting & Probing
and maybe the machine???? -
At the beginning I hope????
-
OVERRIDE ARC FEED RATE not appear
FROZEN replied to PcRobotic's topic in Post Processor Development Forum
Don't use both line/arc filter and smoothing at the same time. Just use the Line/arc filter alone. It does not work using both smoothing and filter at the same time. -
Question about lead in/out for contour
FROZEN replied to AppleUser347's topic in Machining, Tools, Cutting & Probing
All the above, plus get ride of witness line of lead in and out. -
2018 on the Mastercam web for download of release.
FROZEN replied to Jayson Kramer's topic in Industrial Forum
Got it, down load went well. -
What ever happened to using a c-bore tool?
-
Toolpath/Transform
-
DMG, Index, and Okuma.
-
enough said
-
Thanks for the help.
-
The file downloaded here was a quick experiment to see if you can extend an arc. I extended the arc by .5 so you can see the difference without zooming in. The job I'm working on has a full radii I'm trying to blend from main spindle to the sub spindle. I broke the arc in quadrants and extend the contour by .05. But Mastercam did not extend the arc. I can not upload the file for the job per customer.
-
So, you can not extend a arc in turn??? You can in mill. I thought the point of being able to extend a contour is so you do not have to draw more geometry.
-
Anyone having trouble extending an arc contour in turn with 2017? Extending a line contour seems to work fine. extending contour.mcam
-
Spring pass, free pass and Ghost pass. I have heard a lot of different terms. In other words another finish pass to reduce tool pressure.
-
it's not on their web-site yet. Looks interesting.
-
SSV on turning - Has anyone used this?
FROZEN replied to Watcher's topic in Machining, Tools, Cutting & Probing
Any one know if Mori or Doosan have that option? -
Monkey Meters

