crazy^millman
-
Posts
19,583 -
Joined
-
Last visited
-
Days Won
359












Recent Profile Visitors
19,743 profile views




.thumb.gif.b2f8d84f284177ecd2bf348424895690.gif)






crazy^millman's Achievements
")





-

MachSim, CAMplete, Vericut // Cimco Probing, Productivity+
crazy^millman replied to ikertx0's topic in Industrial Forum
Learn the process to build your own machines and controls. If a customer has Vericut then request a copy of their machine. Terms and conditions are extremely important in this regard. I carry 3 different liability polices totaling about $5 million in coverage. I have had to hire a lawyer a few times over the years, but clearly state not responsible for collision or crashes. I provide the Vericut Summary when the project is done if the customer has Vericut if not then it falls back on them to prove out the code. I also have a FAI clause that if they don't bring up any issues in the FAI and run parts the responsibility falls back on them and not my company. Had customers run 100 parts that were not to print because they gave me the wrong model that was not to the correct revision to program to. 12 years ago I did have that in the terms and conditions and refused to pay for the work even though it was there fault and I could prove it was their fault. I have condition that a customer has 10 days after program is submitted to review and approve. If after 10 days they have no issues to report they consider the programs acceptable. Had customers not going to run parts for 3 months and expect me to wait until they run the programs to get paid 30 days after they ran the programs. Nope I am a service as such pay me for my efforts. Many people want to get into contract programming and consulting. Read up on AB5 in California and see how that is coming to the whole USA. 1099 people will be a thing of the past thanks to the unions if they are doing work like that of the company hiring them. Either you are a Bona Fide Business doing a B2B transaction or an employee. AB5 is such a bad law it has had so many expectations added. Here is some light reading for those thinking of getting into contract programming. Link 1 AB5 Law Some of the expectations Who is willing to tell a major machine builder they are not correctly calibrating customer machines? Imagine if I sold Software and then had to tell one of the major builders their process for doing that was not good? Do you think they would want to recommend my software to anyone to use for programming their machines? Want to tell one of the major Space Companies they have not done the correct DFM(Design for Manufacturability) on a part and they are not going to make their launch window? Just a list of small things I have had to do in the last 12 years. Recently had to loose a customer due to some issues on our end and not get paid for 150 hours of work. That hurt, but part of running a business is you win some and you loose some. -
Stock Models grabbing other solids I didn't select
crazy^millman replied to JB7280's topic in Industrial Forum
Been reported numerous times maybe this time it will get addressed. -
Morph between 2 curves with no extra geometry created in a 3 Axis output and call it a day? Not exactly the same, but would get it done. Sorry out of room to post a screen shot here is a link to the Dropbox file. I did try sweeping a surface and no luck. Ajmer has a good solution. Link
-
Mazak Mazatrol Matrix II User Defined M-Code
crazy^millman replied to RBrooks8808's topic in Industrial Forum
If they are optional then you will need to get a hold of Mazak and pay for them. They will then send you codes to unlock them or send someone out to do it. It is all about $$$$ with any builder today. -
ID Roller Burnishing
crazy^millman replied to scottm085's topic in Machining, Tools, Cutting & Probing
https://www.elliott-tool.com/metal-finishing/burnishing-tools/id-multi-roll/ https://mollart.com/featured/id-roller-burnishing-tool http://www.brightbright.com/id_burnishing_tools.html Here are a few others -
New Toolpath Group - Keyboard Shortcut Possible?
crazy^millman replied to SuperHoneyBadger's topic in Industrial Forum
Nope and a method to add more than one group at a time with custom naming along with sequential controls. These have been suggestion and numbers assigned over the years and nothing yet. I did have a Chook I used a couple versions back, but it has not been updated so only works in 2021 -
Customizing Set-Up sheets by isolating the XML file. (X9)
crazy^millman replied to e_ham's topic in Industrial Forum
IT will have to be recompiled for the 2024 version. That zip was for a previous version of the Software. -
I make them separate view sheets normally, but an automated way to output them not sure of one.
-
Not a way through Active reports since this is not really tracked that way. Best way is to build them and then make screen shots you add to your setup sheets.
-
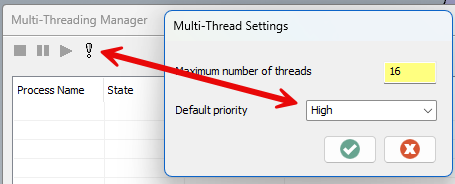
You made sure this not checked? VVVVVVVVVVVVVVVVV VVVVVVVVVVVVVV VVVVVVVVVVV VVVVVVV VVVV V
-
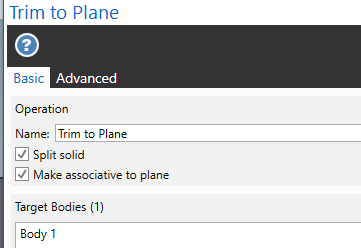
Trim to plane and split solid is checked. I normally uncheck Make associative to plane to not get issues when deleting un-needed plans in the planes manager. 5 seconds of work answer both of your questions?
-
Can I ask a dumb question here? Why not use a 1/8 stub flute ball endmill if you are worried about rigidity? Use the bull in the floor, but use a smaller tool. Why are you trying to use in essence a size on size tool for such a feature? Back up and approach this differently and you will reduce run time and improve the quality of the work. Really want to be trick get a .375 endmill with a .062R made on it and plunge in one shot dwell after roughing with a .005 smaller tool.
-
Fringe users will be what we are just on the fringe. We will always fall through the cracks since the main stream make it simple stupid and hold the hands of new programmers will always take priority in the software development.
-
Pros big screen space. Cons Big screen space with no real division of what is what. I have 3 27" Asus flat monitors and have mt method and process down using them. Going to curved would be hard. The other thing is screen sharing using Teams or something else it sucks for the other people to see the curved screen.