Mick
-
Posts
2,536 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Mick
-
Yes, I knew Vericut supplied the relase translator via the software. I was just curious as to who supplied the beta (wether it was CGTech or CNC Software)
-
< >
-
Vericut give you the interface, or do CNC Software give you the interface?
-
Thanks for the information! I appreciate it.
-
If you want to know what CAD system created the STEP file, just open it in a text editor. This is the header of a STEP file from Sandvik Coromant: ISO-10303-21; HEADER; /* Generated by software containing ST-Developer * from STEP Tools, Inc. (www.steptools.com) */ /* OPTION: using custom schema-name function */ FILE_DESCRIPTION( /* description */ ('3-D model version:1'), /* implementation_level */ '2;1'); FILE_NAME( /* name */ 'C5-570-2C16052', /* time_stamp */ '2015-10-19T07:28:48+02:00', /* author */ ('InteractiveCad'), /* organization */ ('AB Sandvik Coromant'), /* preprocessor_version */ 'ST-DEVELOPER v15', /* originating_system */ 'SIEMENS PLM Software NX 8.5', The originating system is NX as seen above. It is sometimes handy when you need to know where the mess of a file you're working with, came from... LOL Sometimes, the descriptor is formatted differently, and I've had a couple of STEP files that didn't contain any info, but most seem to.
-
. Old Thread.bmp
-
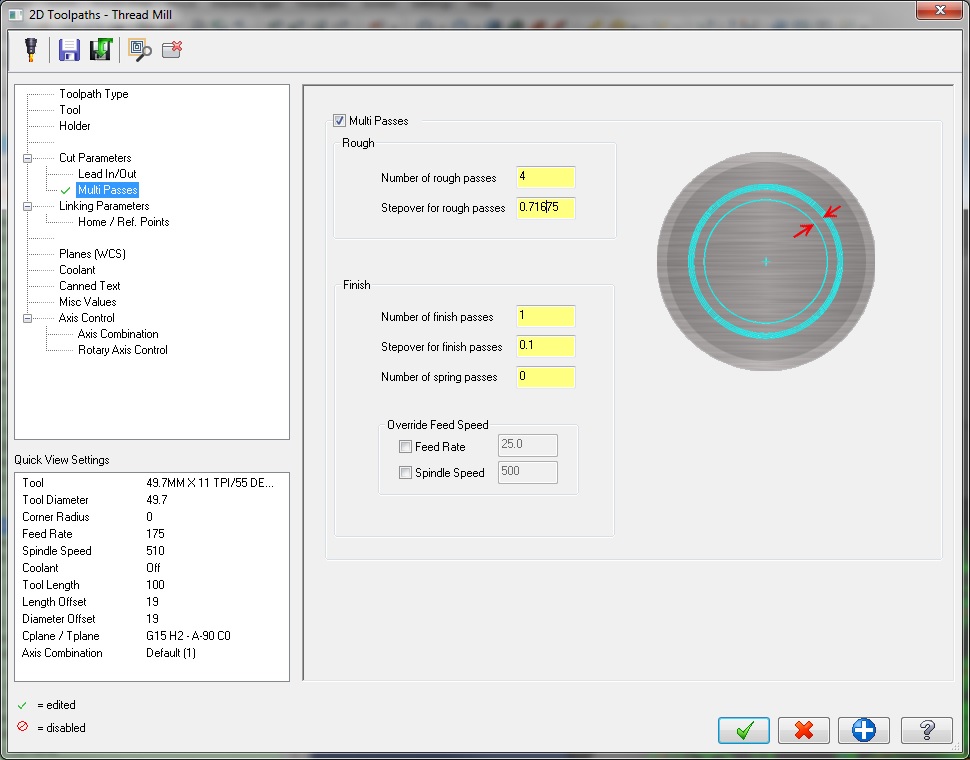
John, Thanks for the reply. Yes, I know how it calculates the depths of cut. And by picking the centre of the arc, it recognises the major diameter of the thread (the same as actually picking the arc). I subtracted the minor diameter from the major diameter, divided by two, and then removed the finish pass allowance, and then divided by four (four roughing cuts). That should have output four evenly spaced roughing cuts from the root diameter. However, the first cut was approximately half depth of the thread, then it proceeded to cut the multi passes correctly, albeit in shallower cuts than expected. That tells me it calculates it on diameter. And your output confirms that. I just find it weird, as all other milling is a radius amount. If the "Step Over for Roughness" is clicked it highlights the Stepover, but shows it radially, whereas the output is actually on diameter. G1 G40 Y0. Z-25.536 F1000. G42 D19 Y6.508 F175. G2 X-100.992 Y0. Z-26.114 I3.914 J-6.508 X-124.008 Z-27.269 I-11.508 X-100.992 Z-28.423 I11.508 X-112.5 Y-6.508 Z-29. I-7.594 G1 G40 Y0. Z-2.445 F1000. G42 D19 Y6.867 F175. G2 X-100.633 Y0. Z-3.023 I3.947 J-6.867 X-124.367 Z-4.177 I-11.867 X-100.633 Z-5.332 I11.867 X-112.5 Y-6.867 Z-5.909 I-7.92 G1 G40 Y0.

-
Programming an ID threadmill operation in X9, and using multi passes. I choose the centre of the arc representing the OD of the thread. The thread height (as a radius) is 1.484mm Setting the Multi pass depth of cut to .433mm @ 3 passes and then 1 finish pass at .1mm, should work out at close to three even roughing cuts and then one finishing cut. However, when I generate the toolpath, the first pass is at approximately half depth. To achieve the even roughing passes, I had to set it to 6 roughing passes. It is almost like it seems to be a diameter setting for the stepover of passes? If that is the case, I wasn't aware of that.
-
Hah, I dig seeing an old thread revived... no, really, I do Looking forward to V8. Have you already got the Beta Jay?
-
Without mentioning any other products, this capability is available in other applications and it sure is a handy option. Being able to filter a holder database for only Big Plus 40 holders sure makes life a lot easier I'm sure it will happen one day.
-
I've got a customer who uses one. It is the first five axis machine they have ever bought, and they jumped in feet first. They're very happy with it, but they're really only using it for 3+2 at the moment. They need to purchase more software to step up to the 5 axis plate. Vericut also has a dialled machine and control for that machine. I've tested it, and it works great.
-
Daniel/Watcher, as always, your posts are well thought out and very informative. That was an extremely good description of PDM Functionality.
-
Toolpath Projection = Surface -> Finish -> Project Used to be (in the old days) Toolpath -> Project. But, yeah, still more work than it should be
-
That is what Bob is doing to achieve it (unless I read his post wrong) I've encountered this issue sporadically, and the only fix I've found is exiting, and restarting MC. I agree with Bob, it is a very basic function that should have been fixed.
-
LOL, yeah... But, remember.... Old age and treachery will overcome youth and skill every time
-
Haha, I've used both those methods back in the day. Times sure have changed
-
Yeah, I think you were being a little optimistic G... LOL Pretty swish though.
-
Mastercam Post? Postability or Inhouse Solutions. Both rock solid post processor providers. Verification? Well, I'm biased, but your experience with Vericut is pretty standard. They have the best support I have ever experienced in the CAD/CAM business. I know they have very good support for Mazak machines. Mastercams Mill-Turn addon doesn't simulate G-code.
-
Likewise That is a handy tool. Mike Rosa taught me that many many moons ago.
-
Hi David, Yes, does the same thing for me too.
-
Something I found when comparing NX output to Mastercam output (I think we've discussed this before). I always found the NX toolpaths to be of a better finish, and also the machine just seemed to run a little smoother.
-
Well written Daniel. And I sure miss your CAMZone blogs. Always an enjoyable read, and hard hitting, but on target
-
No, I had A, B, C, D and E laid out correctly As for what relationships I have, I'm an open book, but I in terms of CAM, and out of respect for the staff at Inhouse, and the Moderators on this forum, I don't mention anything other than I am a legitmate, licensed Mastercam user (the company I work for part of the time has Mastercam) As for Verification and Simulation, well I am an authorised Vericut consultant. It means I am effectively a reseller, as well as a contractor. I make no secret about that. Of course, I am also an end user (I work for a company that has a license of Vericut) part of the time. As Colin and Daniel have pointed out, it sure makes a difference if you find the right person to deal with in a company. Been there, done that, and made it through a couple of train wrecks.
-
Ron, can clarify for everyone here (or maybe just for me)? When you say "signed with Spring", does that make you a) a customer, a reseller, c) A strategic partner d) non of the above or e) all of the above Just askin'
-
What are you trying to do? Retract to a safe height, then rapid down to a "R" height, then retract back to the safe height for each hole? Not sure about the Macturn, but our B400W works just like that with the following code: NA1 (RESTART POSITION) G20 HP=1 G90 M110 M146 G0 C5. M15 G138 G17 G94 SB=1200 M242 BA=0. G52 TL=131131 M13 Z30. M8 <---- Safe Height X45. Y0. G181 X45. Z-2.8 C5. K27. E1. F75. <--- K Distance is the distance to move to the start of drilling (30-27=3) C125. C245. G180 G0 Z30. M146 G136 M9 M12 X1500. M109 G20 HP=1 M2 If I have misinterpreted, just ignore this post