cncappsjames
-
Posts
1,210 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-

Camplete linearized my surface flowlinr arcs
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
Ok, in the File IO Options in Tools, Options... go to the Mastercam in the pull-down and check the following; NCI - Arc Radius Maximum (0 for no maximum - mine is set to 0) NCI - Arc Radius Tolerance - (mine is set to 0) NCI - Circular Interpolation Move - Add Linear Move For Small Arcs (unchecked) NCI - Circular Interpolation Move Tolerance (mine is set to .0001 in) NCI - Convert Arcs To Points When Reading Rotary Axis Angle From Tool View (mine is unchecked) -
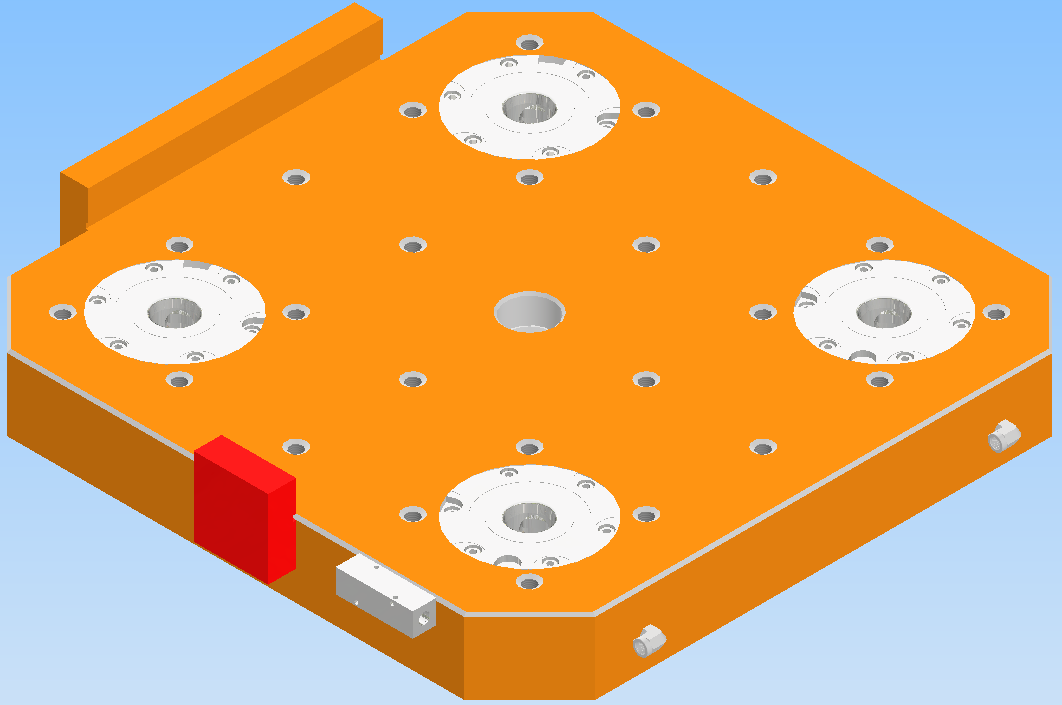
Do they make a thinner pallet for the mam100?
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
The pallet is still the pallet even if not using the Vero-S though. -
Do they make a thinner pallet for the mam100?
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
It looked a little something like this... ;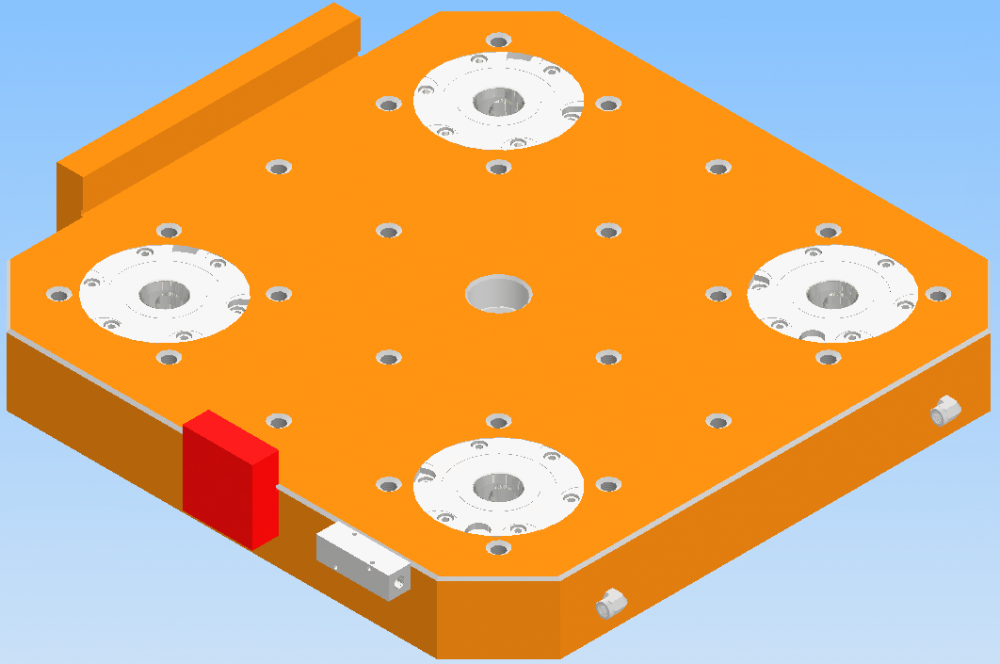
-
Do they make a thinner pallet for the mam100?
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
Not that I condone this because I do not... But, I did see someone machine Schunk Vero-S pockets into a machine table to maximize travel, so essentially the part was bolted directly to the machine table. -
Camplete linearized my surface flowlinr arcs
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
Go into Manage, Options( in the tools ribbon). Go to the Advanced Settings button on the left. In the find preferences, type in "Convert Helixes". Make sure that is unchecked. -
Machining sharp interior corners with 5 axis
cncappsjames replied to Steelab's topic in Industrial Forum
When I absolutely need a sharp inside corner, I've used a chamfer endmill and a Curve 5-Axis toolpath. You have 100% control over tool vector with that path. -
CAMplete isn't a programming system. It's Post Processor, Collision Checking and Simulation software package. I use it almost daily as well. It is a tool that is critical to utilizing and training 5-Axis equipment. .
-
I ran into this problem. I submitted it to QC and they said they could not replicate it. For me, it was happening when I tabbed between the Name and Description fields when there was existing data with characters in the field.
-
Odd that Memory Card wants to go... sort of. On some machines you can't transfer a program from USB to Dataserver, yet you can transfer from Memory Card. Did you put a Memory Card in the slot before testing? Dataserver typically uses FTP. Yours seems like an odd bird. In Section 4.8 of the FANUC Parameter Manual, (covers parameters 901 through 930).
-
Check parameters #20 (should already be 17), #21, #22, and# 23. They should all be 17.
-
And...... when all fails on a FANUC controlled machine, set the parameter to arrrive simultaneously because dog leg is dog crap; FANUC 0i, 16i, 18i, 21i, 30i, 31i, and 32i Series controls #1401.1 = 1 - Positioning is performed with linear interpolation so that the tool moves in a straight line.
-
Edge break at end and beginning without geometry creation
cncappsjames replied to Programinator's topic in Industrial Forum
He must not have liked that useful solution. -
I use an MX Master. I've got big hands and 90% of the mice in the market just suck and make my hand cramp after a short time of use.
-
What model control?
-
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
It's not a g-code simulator like an ICAM, NC Simul CAMplete or Vericut. It doesn't "know" you need this or that to do a tool change. It only knows to do the toolchange and outputs whatever the post says to. -
Yeah, Mill Level 1 has the wire frame toolpaths. Early in my career I (V3.0 days) the wireframe paths saved my bacon because surface tool paths were pretty primitive at the time... and SLOW to process. I still use 2D Swept a fair amount. 2D swept is a great way to cheat top surface corner radii if you don't have a corner rounding end mill.
-
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
I saw this and figured that's what he's got... -
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
Post issues ≠ software issues. Get with @Postability and the issues will go away, it really is as simple as that. Especially for a FANUC controlled machine. -
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
I'd work with Postability. There is no reason those features described should not post out the way you would expect. There's probably some Misc. Int./Reals that need to be set. -
2D Contour Compensation Selection
cncappsjames replied to mackenzieruiter's topic in Industrial Forum
Use Ethernet and it won't take that long... -
Is Mazatrol 3+2 without CAM possible?
cncappsjames replied to AlexScott's topic in Machining, Tools, Cutting & Probing
This... ^^^^^^^^^ I've got a customer with probably 30 Mazak VMC's. They do a lot of part family type work. They still do all their programming offline. Revision control, process control, tool library control, etc... in this day and age, conversational programming for all but the simplest of parts just doesn;t make a whole lot of economic sense. At least from my seats. -
Is Mazatrol 3+2 without CAM possible?
cncappsjames replied to AlexScott's topic in Machining, Tools, Cutting & Probing
If I had CAD/CAM at my disposal, I would NEVER use conversational on a mill except as an ABSOLUTE last resort. That just defies all logic IMHO. -
You "should" be able to use either to turn on the probe as long as it's wired that way into the control. If not, G65P9832 will roll through the MACRO programs triggering the probe to turn on once the probe has LOS with the transmitter. Most of the machines I work with have an m-code, I find myself still using the MACRO call method (G64P9832) because its universal mostly. HTH
-
Those big Raptors are pretty badass. I machined about a 14" x 14" x 2" Telecommunications housing with one and not a lick of chatter.