Leaderboard


Popular Content
Showing content with the highest reputation on 09/03/2020 in all areas
-
Mcam NW got it figured out. It was a setting under 'tokens', machine parameters, tool number base for B-axis head. It was set to 1000, set it to zero and whala! Good to go. Currently working my way through the application guide one page at a time...5 points
-
Yes, and thank you for the help today, you guys at MCAM NW were on the ball and very responsive and I really appreciate it.5 points
-
I added all my common stock in the Geometry page on the HST so I don't have to keep changing or adding Stock amounts.
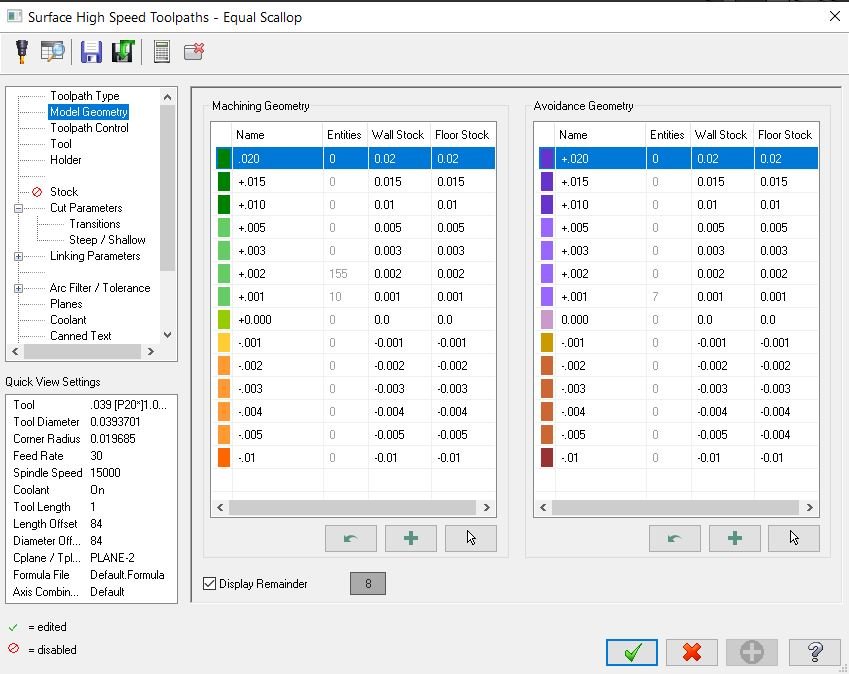 5 points
5 points -
That is a really good idea and one I am surprised not already in the software. Why I like this forum. I am always learning from others. Thank you for sharing that I for one appreciate it. Do you mind if I make this a formal request on the Official Mastercam forum?2 points
-
Bob, Did you get any basic training for MT. you have a great help here from great users. I will try monitoring this to see if I can help at times to. .1 point
-
The Hamier Reverse spiral lock is hands down the best way on the market to prevent tool pull out for Solid Carbide Endmills. Next is a Weldon tool perfectly balanced and used with the correct holder for Solid Carbide tooling. They exist and keep the tool runout less than .0001". Now we look to the head style tools and that changed things drastically. Dollar for Dollar the inserted head tools in a production environment are what I am seeing make the best return on money spent.1 point
-
That is a really good idea and one I am surprised not already in the software. Why I like this forum. I am always learning from others. Thank you for sharing that I for one appreciate it. Do you mind if I make this a formal request on the Official Mastercam forum?1 point
-
You can download from the official site. The newest they have is from 2018. Need User name and Password to access It however is the same one MIL-TFP-41 is showing.1 point
-
That looks like a cool idea1 point
-
Might look at MPLMASTER on this web site is has a lot to offer for free. To fix the coolant that is easy: ltlchg$ #Toolchange, lathe toolchng = one gcode$ = zero copy_x = vequ(x$) pcc_capture #Capture LCC ends, stop output RLCC c_rcc_setup$ #Setup LCC on first 60000 plcc_lead_begin #Save original in sav_xa and shift copy_x for LCC comp. pcom_moveb #Get machine position, set inc. from c1_xh c_mmlt$ #Position multi-tool sub, sets inc. current if G54... ptoolcomment comment$ if home_type < two, #Toolchange G50/home/reference position [ sav_xh = vequ(copy_x) sav_absinc = absinc$ absinc$ = zero pmap_home #Get home position, xabs ps_inc_calc #Set start position, not incremental #Toolchange home position if home_type = one, pbld, n$, *sgcode, pfxout, pfyout, pfzout, e$ else, [ #Toolchange g50 position pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ * 100 + zero if home_type = m_one, pbld, n$, *sgcode, *toolno, e$ else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$ ] pe_inc_calc #Update previous absinc$ = sav_absinc copy_x = vequ(sav_xh) ] toolno = t$ * 100 + tloffno$ pbld, n$, *sgcode, *toolno, e$ pbld, n$, pfsgplane, e$ pcaxis_off_l #Postblock for lathe transition pcom_moveb #Reset machine position, set inc. from last position pcan pspindle if opcode$ <> 106 | (opcode$ = 106 & suppress_point_spindle = no$), #Do not enable spindle for point toolpath [ if css_actv$, [ if css_start_rpm, prpm #Direct RPM startup for programmed CSS else, pcssg50, pcss #NO RPM start - just output the CSS ] else, prpm #Direct RPM was programmed ] sav_absinc = absinc$ if home_type > one, absinc$ = zero pcan1, pbld, n$, psccomp, *sgcode, pwcs, pfxout, pyout, pfzout, pscool, strcantext, e$ See the pscool that is what outputs the coolant. Remove it and should output at the Rapid line. You don't like there then remove pscool from prapidout section of the post. On the feedrate. Check the LMD and see if there is a switch turned on to force feedrate on every line. the post is using pfr correctly and not pffr that forces feedrate so something else has to be doing it. The header stuff is easy. Again get MPLMASTER and it has just about everything you need to learn from.1 point
-
Do you guys also use the Align to Z command along with the "Transform to plane" setting? This is how I orient MT/Lathe parts correctly before starting Job Setup/programming
 1 point
1 point -
In MT they like for you to use the Create Milling planes process for your planes. Then when you grab them in the operation you're good. You can make planes like you are use to and use them for indexing. The BASE WCS is set when you do the job setup. Then you work from there.1 point
-
I will also state my preference for the Helical 3 flute with chip breakers. We have good results with them, especially in chip control. Our mills are robot/FMS fed and the smaller chips are more easily washed away with coolant. As for the Kore5, for me it would really depend on a few factors; part geometry, Spindle HP, and machine ACC/DEC times. If the part geometry is to intricate and/or the machines ACC/DEC are not going to get up the desired feedrate I will opt for less flutes and more engagement, as long as the machine has the HP to handle it. I see a lot of those videos that Titan puts out and it just looks like the machine is going really fast but not a lot of material coming off. IMO the goal is MMR, not just going fast.1 point
-
Calculate things for as fast as you can feed. Then increase the radial until you run out of horsepower. I am guessing your sweet spot will be about 15%-20% RDOC, at full depth. The tool will gladly handle 40% stepover at full flute length, but your setup and tool holding need to be perfect to make that work long term. Make sure you use dynamic tool paths, or if not be very conscious not to create radial engagement spikes. You will be limited more by the machine than the tool. A half inch KOR 5 is plenty of tool for a Cat 40 spindle. It is a very stiff tool and will absolutely match or beat the performance of what you have ran in the past. What do you plan to hold it with? If you plan to max out what your machine can handle you will need to be in a Hyrdoforce HT chuck or equivalent milling chuck. If you grind a flat and put it in a weldon holder, that would work as well, but is not recommended due to balance issues. Avoid ramping into a pocket without internal coolant. If you do, don't exceed a 4 degree ramp angle. With internal coolant you could go 8 degrees, but doesn't sound like you have it. Full slot don't exceed .5xd depth. Oh and if you do load it up through poor coolant or unintended misapplication. Drain cleaner (muriatic acid, drano or zep work well) works very well to dissolve the aluminum and make it good as new again. Just drop the tool in a bucket of that stuff for a little while and then knock the pieces out, rinse it off and get back to work...1 point
-
I wonder how many know you can grab all your planes in the planes manger and adjust the workoffset and zero position to them all at one time?1 point
-
I don't know what causes it, but it shows up when I've been working for a long time If it does, Stop working, and save immediately. Then close Mastercam, relaunch and go back to work If you fail to do this, you will crash1 point
-
+++ to Machineguy. I had rusting issues here until I had a water deionizing system put in.1 point
-
Check your water hardness and what else is in it. This effects coolant big time. The water hardness wont let the coolant mix correctly. We run cast iron on one job. We have to change the filters more often.1 point
-
Coolant concentration not likely high enough1 point
-
Time for a chip grinder and a pumpback system.....1 point