Ben Wood
-
Posts
133 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Ben Wood
-
My best guess would be to change the Pcout post block from pcout #C axis output if index = zero & rot_on_x, [ if use_rotmcode & cabs <> prv_cabs, *sindx_mc if absinc$ = zero, cabs, !cinc else, cinc, !cabs ] to pcout #C axis output if index = zero & rot_on_x, [ if use_rotmcode & cabs <> prv_cabs, *sindx_mc if absinc$ = zero, "\ M80", "(", cabs, !cinc, "0" else, "\ M80", "(", cinc, !cabs, ")" ]
-
Tapping cycle posting seems messed up
Ben Wood replied to JeremyV's topic in Post Processor Development Forum
Looking at one of my posts the one thing that looks different is the space before and after the / Try (1/n_tap_thds$) instead of (1 / n_tap_thds$) -
G95 output for tapping
Ben Wood replied to So not a Guru's topic in Post Processor Development Forum
I copied and pasted the entire drill section from one of our mill posts into a router post for use with an angle head. It required a number of other edits to get it to work but it now posts without errors. I have not had a change to cut anything with it yet but the code looks like it should work. Its for an Okuma but it might be useful in pointing you in the right direction. I can email it to you if you think it will help. -
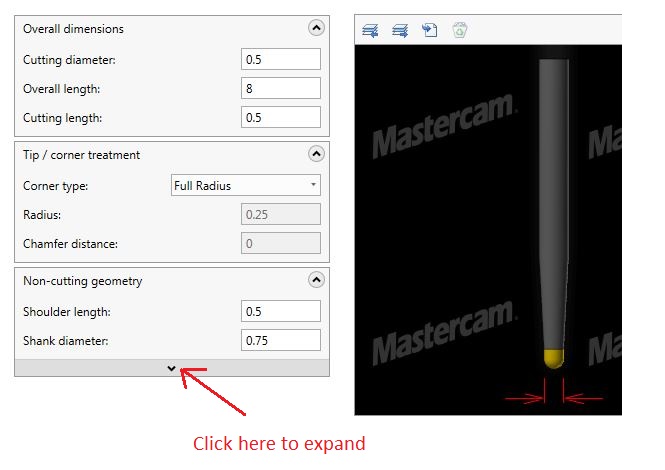
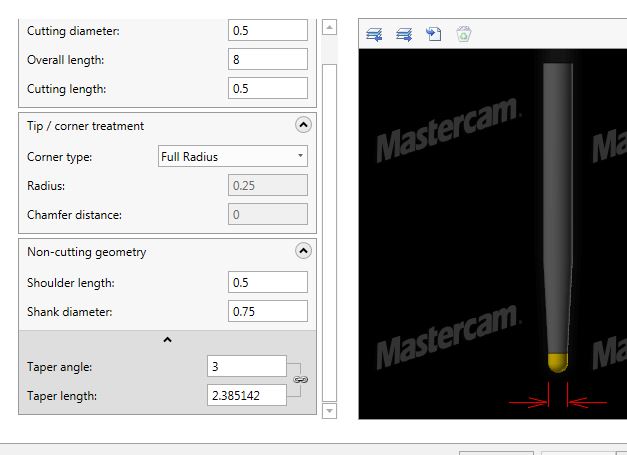
I was able to create a standard Mastercam tool that matches your tools shape. Might help you get what you need. Check out the attached file and backplot the drill operation to see it against your custom tool geometry. I don't think I can be of much help on that toolpath though. help-2.mcx-8


-
I've never tried it but maybe aluminum settings would get you close. Both are highly conductive and soft. Maybe lower the on time a little. Just a wild guess, I am more of a mill guy.
-
Relocating my B & C moves
Ben Wood replied to So not a Guru's topic in Post Processor Development Forum
In the generic 5 axis router post I think you should be looking for these p_out Outputs A axis s_out Outputs B axis -
Canned text: enable/disable
Ben Wood replied to StoneyNH's topic in Post Processor Development Forum
I would think it would just be a change in the operation in Mastercam. X4 might be different but looking in X8 with my post I would go into the canned text section of the toolpath that I want the M00 before and select the M00 and click the "add before" button. -
I tried regenerating them and it still didn't fix it.
-
Today I opened an X6 file in X8 and tried to change the offsets in the plane manager. The part had toolpaths using front, left, right, and back and also planes that were copies of front, left, right, and back. The offset failed to change in the toolpaths that were using the front, left, right, and back. Toolpaths using the copied planes were fine. I just changed them all to use the copied planes and it worked fine.
-
G10 AUTO SPIT OUT FROM POST
Ben Wood replied to PcRobotic's topic in Post Processor Development Forum
Maybe this topic? http://www.emastercam.com/board/topic/74197-wcs-view-manager-comment-for-g10-line/ -
X8 Verify - Compare colors and .stl name (and a few other X8 gripes)
Ben Wood replied to Thad's topic in Industrial Forum
The two methods I know of to increase the precision in verify are to set the simulation engine to 5 axis and to increase the precision factor in the MastercamSimulatorDefaults.xml file.

-
I don't think you will be able to open Solidworks 2015 files unless you are running X8 with the latest update.
-
I am no expert but I think this might work. Create a variable. In the tool change section set it to 1. Then use a statement so it will force the output if the variable is 1 and then reset the variable to 0. Something like If newvariable=1, *sgfeed, else, sgfeed
-
Help Needed with Sodick W Post.
Ben Wood replied to bigjohn's topic in Post Processor Development Forum
This might help http://www.emastercam.com/board/topic/77539-quote-marks-at-beginning-and-end-of-all-nc-lines/?hl=%2Bbeginning+%2Bline -
You could test the ram with Memtest to see if there are any errors. http://www.memtest.org/
-
In the machine definition try setting the minimum travel limit to -360 and the maximum travel limit to 0 for that axis.
-
The thread milling cycle might work. Use bottom to top and set the thread pitch to the ramp depth you want.
-
You could try searching using google. To search only the emastercam website add site:emastercam.com to your search
-
We had a file that had an error when posting. The error was "Error - Select machine achievable toolplane with X-axis along machine X - Set and repost". Using X7 but I believe we had it happen once in X6 also. After looking the file over I noticed the top view is off by .00000013 and I believe that is what was causing the error message. Posted code ran fine on the machine but I was hoping to figure out a way to correct the problem if possible. Has anyone else ever experienced this and if so were you able to fix it? I have attached the X7 file and a screen shot of the info from the view manager. TEST.MCX-7

-
x7 Mu1 verify and compare not showing minus stock condition.
Ben Wood replied to Millertime's topic in Industrial Forum
It works if you change it to the 5 axis engine. The setting is in options under the file menu. Kind of scary that it didn't work with the 3 axis engine. -
Code Meter is installed with X7.
-
I followed these steps and it fixed the problem on two of our computers.
-
I am definitely not a post expert but this is what I think you will have to change. Make sure you save a backup of the post before starting. There should be a section of the post that look like this fmt "Q" 2 peck1$ #First peck increment (positive) I think you will have to change the 2 to something else. Look for a section in the post that looks like the following # Format statements - n=nonmodal, l=leading, t=trailing, i=inc, d=delta # -------------------------------------------------------------------------- #Default english/metric position format statements fs2 1 0.7 0.6 #Decimal, absolute, 7 place, default for initialize ( fs2 2 0.4 0.3 #Decimal, absolute, 4/3 place fs2 3 0.4 0.3d #Decimal, delta, 4/3 place #Common format statements fs2 4 1 0 1 0 #Integer, not leading fs2 5 2 0 2 0l #Integer, force two leading fs2 6 3 0 3 0l #Integer, force three leading fs2 7 4 0 4 0l #Integer, force four leading fs2 9 0.1 0.1 #Decimal, absolute, 1 place fs2 10 0.2 0.2 #Decimal, absolute, 2 place fs2 11 0.3 0.3 #Decimal, absolute, 3 place fs2 12 0.4 0.4 #Decimal, absolute, 4 place fs2 13 0.5 0.5 #Decimal, absolute, 5 place fs2 14 0.3 0.3d #Decimal, delta, 3 place fs2 15 0.2 0.1 #Decimal, absolute, 2/1 place fs2 16 0 4 0 4t #No decimal, absolute, 4 trailing Find the format type you want. You may have to create a new one if the correct one is not there. The one in the post by MSL above is probably what you need. Notice the number after fs2. This is the number you what to change the number the other section of the post to. In the example I have it is set to 2 so it would output absolute code with a decimal. I think you would want to use 16.
-
The MP Documentation Portfolio would likely have been a huge help. I still plan on asking for it but I will wait tell money isn't so tight. I wasn't really supposed to be editing posts when I first started so getting the file would have been tough.
-
It would be nice if Mastercam included a very basic post editing guide to help people get started. I could have saved many hours when I first started. I found some good info in this thread http://www.emasterca...showtopic=70429