Leon82
-
Posts
2,202 -
Joined
-
Last visited
-
Days Won
13
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Leon82
-
With something like Camplete the plane origin doesn't matter. If you want the origin to be the center of rotation I would right click and duplicate, then edit to your desired angle.
-
We had a metal 3 phase conduit come loose exposing the wires by about 3 inches. It made all the transfers fail. Cranky Hank our resident cranky olde timer went to school for electrical engineering. He put a wrap of tin foil on it and it was restored to proper function
-

Axis substitution on a table table vertical 5 axis
Leon82 replied to westerfieldc's topic in Industrial Forum
I would recommend programming quadrants with 4 work offsets. Probe or indicate each zero. I had a similar part and when I went to do a final skim I used the set angle lock in Camplete. 3 120 degree positions. Basically the same as 3 work offsets -
Axis substitution on a table table vertical 5 axis
Leon82 replied to westerfieldc's topic in Industrial Forum
I couldn't get it to work with the five axis machine definition that's why I was saying that -
Axis substitution on a table table vertical 5 axis
Leon82 replied to westerfieldc's topic in Industrial Forum
When i did it i modified a 4 axis post with the correct z axis rotary orientation. i couldn't get it to stay on the left side which is what i needed, but it did work after some transform hacking. now i use camplete to do it and it works with TCP much better. -
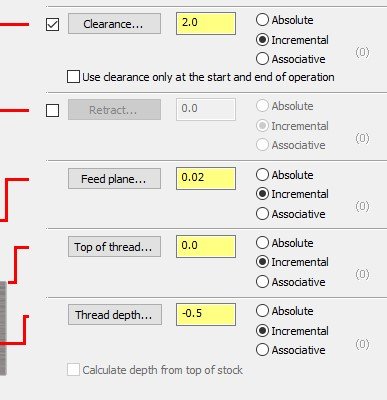
does this happen to anyone else? the tool goes up down and back up with no x or y moves. it goes away when minimum vertical retract is used
-
Discussion: Who is responsible for the magic behind CAM software?
Leon82 replied to ThickChips's topic in Industrial Forum
It appears that module works licenses their paths to cam software companies. They may have a patent on it. So if that's the case you either pay the license fee or you have to buy the company for the patent. I should let you know I'm only a self declared expert. ( The best kind imho) -
Were they open pockets? I had an issue with several jobs in 2020 that posted fine for 4 or 5 years in previous versions and then randomly would omit roughing passes. If I had actually followed the old set up sheet and used an insert mill instead of an accupro when we transferred it to our mam it would have exploded the cutter.
-
We had the moxa boxes and I think we got them up to fanuc setting 12 which may be 19k baud. Almost all of our moxa boxes blew up. They replaced them with the new rev version and they have been better. But at that rate I tried to send an 8 meg program and it took an hour before I stopped it. I ended up running dnc and eventually from the card.
-
Need something to tag tools with
Leon82 replied to SlaveCam's topic in Machining, Tools, Cutting & Probing
accupro makes them. https://www.mscdirect.com/product/details/32632093 they have cat and bt. -
I don't think it matters because our 2023 plug-in opens the older version on the computers we haven't updated yet
-
Renishaw Prode diameter on Haas machine
Leon82 replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Is it in the calibration macro itself? -
OSAI Numerical Controller Won't Power On
Leon82 replied to akitchens's topic in Machining, Tools, Cutting & Probing
I would visually inspect the capacitors on the boards. If the x in the end is bloated it is gone. Anything beyond that you should get a board schematic.or find someone familiar who knows what goes bad in those units One of our mx 520s blew the hydraulic pump for the second time. First they wouldn't sell us just the pump because of some efficiency b/s. So we got one from somewhere else. Then the second time there was a 9 week lead time on a pump and 14 for the whole unit. We ended up getting a fancy unit with a small pump with its own controller. It seems to run cooler -
Do any surfacing toolpaths support lollipop tools???
Leon82 replied to jaydenn's topic in Industrial Forum
I would put the voice on a 45 and then surface most of it I -
Thanks, I looked at it at least 3 times. Only realized it when i thought circle mill was broken too
-
what's going on here 2023 reads the same error on a curve or solid edge never mind i went crosseyed it appears lol

-
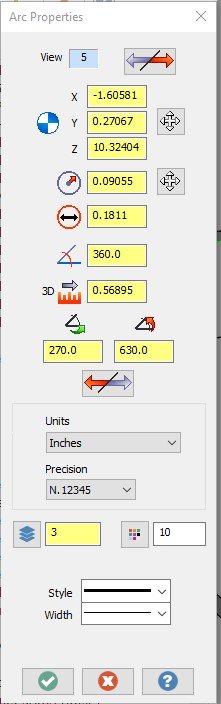
Are they associated to the geometry? I turn that off. I also have to lock them because sometimes the origin shifts simply from hitting the equal button to normalize the view. Reload without saving and it works normally without shifting. I haven't been in 23 enough to see if it still happens.
-
WHat does this mean? sometimes i have to pick the machine twice to get the controler text to show correct
-
5AX DMG MORI 60 EVO Machine Simulation model
Leon82 replied to Ady Pratt's topic in Industrial Forum
You have to purchase a post with that functionality or use something like camplete of vericut -
when changing views or planes the rotating busy cursor pops up
Leon82 replied to Leon82's topic in Industrial Forum
I did turn off glow highlighting -
when changing views or planes the rotating busy cursor pops up
Leon82 replied to Leon82's topic in Industrial Forum
this problem seems to be gone in 2023 for this file. knocking on wood. -
And maybe a setting with the gear at the top of the plane manager set your tool equal to construction plane. He slept all your ops and hit edit come and perimeter go to planes you can set them all to your desired WCS.
-
yes a 3d contour forced to 2d always stays from what i have seen. have to fix that one manually.
-
Slow posting on Intel Xeon E5-1630 vs i7
Leon82 replied to mmemotorsport's topic in Machining, Tools, Cutting & Probing
make sure you enable multi threading. i think it defaults off -
if you duplicate a main plane the tool plane will always snap back to the main when you change views. IE, make a copy of top and don't change the origin