





cncappsjames
-
Posts
1,221 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
I'd be willing to bet Video Card issues is the single most plentiful issue since the forum got started 20 years ago. No joke. @Velerona if you want to roll the dice, go right ahead, however, when you have issues, you'll be promptly told "we told you so". You'll get offended, then probably leave. This forum membership is littered with hundreds if not thousands of users that were warned. No exaggeration. They didn't heed the advise and didn't like getting scolded for it, then REALLY didn't like getting told there was no fix for their issue and reminded they were warned. Please, we beg of you, do yourself a favor and spend a few hundred more bucks and get a CAD/CAM card. No need to spend thousands, but be smart. JM2CFWIW
-
Looks liek there was a problem in my download the 1st time. Sorry for the confusion. I second Ron's opinion. That part will move. There's no way to maintain clocking. If there were, "I" would set X, Y, Z at the center of the boss and top of the fixture. Also, that fixture, I'd sink further down in the vise so I could get some clampng force on it. This would give give you the most rigidity possible. The ellipse within the concave is going to be a problem. You need a radius on those feature intersections otherwise you'll have a REALLY hard time not gouging something. (probably the wall). JM2CFWIW
-
Disasters are ALWAYS opportunities. It's all in how you look at things. 1) Not necessarily. This depends entirely on what options your machine has AND what functions your post processor supports. 2) You need the stackup when doing collision checking. 3) Set your work cordinates based on the features of your machine and post processor. All the machines I work on have Tilted Work Plane (G68.2), TCP (G43.4) and WESC (G54.4). So, I set my work offset "usually" on the part datums, Center of rotation info is in the CNC's control in parameters so I don't really "need" to know it, or have it anywherein my CAM system. I was unable to open your file in Mastercam 2021...
-
For me, it's 100% a case by case basis on Solid Chain vs. Wireframe Chain. I like new tools. I like old tools. A good programmer can discern which tool will work best for each feature. JM2CFWIW
-

Limit C axis between 0 and 360
cncappsjames replied to [L]'s topic in Machining, Tools, Cutting & Probing
You talking about the code? -
Possible to speed up Fanuc control?
cncappsjames replied to Tinger's topic in Machining, Tools, Cutting & Probing
-
Possible to speed up Fanuc control?
cncappsjames replied to Tinger's topic in Machining, Tools, Cutting & Probing
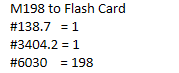
M98 Q is like a GOTO almost. It has to internally scan through the program. This is the slowest method. I'd have 1 program, run M198. THere's no processing penalty that way. JM2CFWIW -
Some camplete tricks i worked on
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
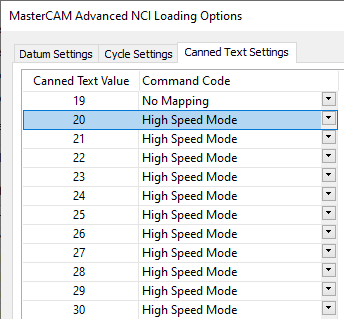
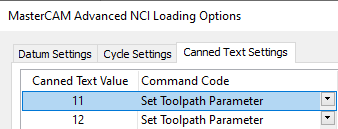
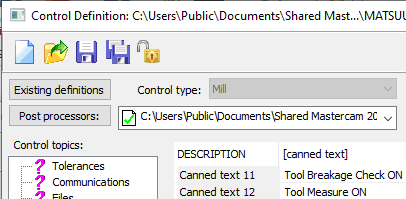
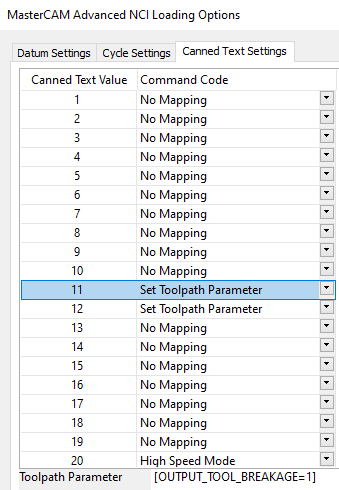
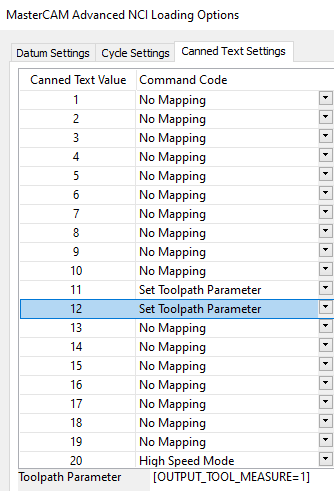
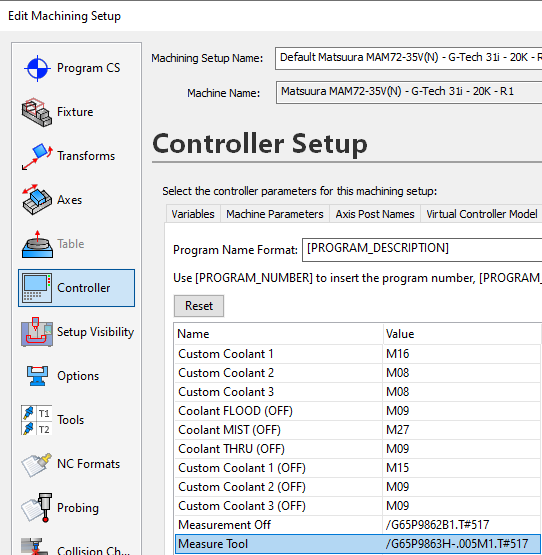
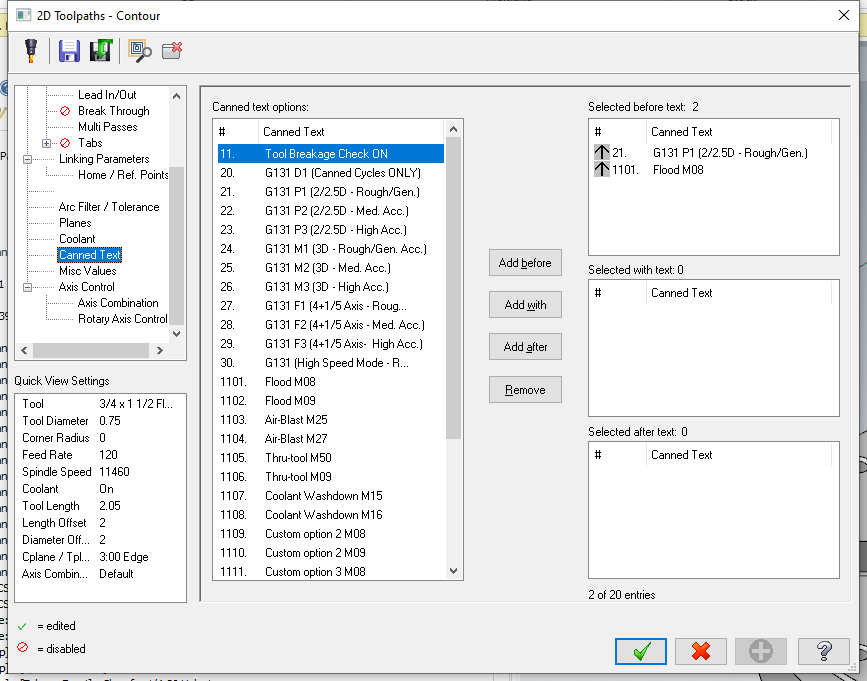
I've been migrating away from using Misc. Int/Reals for a while. We had some complaints from new programmers that there was insufficient detail in the Misc. Int/Real field to describe the function often times. So, we migrated high speed modes over to Canned Text (20-30); Customers liked this. Most were still using Misc. Int/Reals for tool breakage though. Recently a few customers have asked to have the ability to measure a tool at the beginning (immediately following tool change) as well as check for a broken tool. So we migrated them over to the Canned Text Method for that as well (Canned Text 11 and 12). There's lots of areas in the machine's configuration that I can exploit as well. I like the WYSIWYG factor in CAMplete. I'm fully capable of doing all this in a Mastercam post but it's more involved. As they say in business, time is money... when I can do all this AND have it tested and collision checked in a matter of minutes instead of hours or days... that's a win in my book especially considering the large variety of machine tool configurations I support. Thanks again @Leon82. You gave me a few ideas.
-
Some camplete tricks i worked on
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
Nice work @Leon82 Many ways to skin the cat with CAMplete. It's the reason I use it for all my posting. Even 3-Axis, and yes for technically unsupported machines. It's a POWERFUL tool. I personally don't see any reason to use Vericut since I have all of Matsuura's machine configurations; B, A/B, A/C, B/C (4-Axis HMC, 5-Axis HMC, 5-Axis VMC respectively). Not everyone has that luxury. -
Whenever you get a chance...
-
@Jasonhsr, any chance you can PM me the machine's parameters? I've got probably a dozen machines in that exact configuration in my region that are running and functioning as expected so I can compare. Are you running in inch or metric? Regarding the spindle, are you running balanced tool assemblies? I do recall a time when there was an issue with the balance of the FANUC spindle motor causing spindle failures. But that was a awhile ago and I believe it was corrected. Perhaps not. When our guys replace a spindle, they balance the assembly (spindle, coupling and motor) out of the machine. If it is in the acceptable range then it is installed in the machine and balanced again. If it is out of range I'm not absolutely certain what they do next. Would be a question for Matsuura. .
-
THe interpolated move probably passes through 0,0,1. Otherwise known as "singularity".
-
FANUC macro - high speed look ahead
cncappsjames replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
Yeah... that's a valid concern. The more we fail-safe stuff, the bigger failure possibilities they throw at us eh? -
Tilted Work Plane Issues
cncappsjames replied to 5thnewb's topic in Machining, Tools, Cutting & Probing
Your code format is correct. Have you checked your #19700 parameters with the sphere and either Matsuura eZ-5, a 3rd Party Axis Check program, or Renishaw Axi-Set? -
$#!+ can RTDFO (G54.2) all together and just go with TWP. Way better. Way more powerful. WAY easier to use. Too many people mistakenly believe WSEC is the same as DFO. It is not, and it should not be thought of, nor used in that manner. @PAnderson, you're going to need to set the #19700 parameters (X and Z minimum) in order for WSEC, TCP and/or TWP to work. You are correct, WSEC definitely does NOT like large values. Marty is on the West Coast. You "should" have some guys out east. Out of Chicago, I'd look up Bill Jones or Rick Schultz. They should be able to point you in the right direction for a local guy for you.
-
Tilted Work Plane Issues
cncappsjames replied to 5thnewb's topic in Machining, Tools, Cutting & Probing
Right now we're in the heat of summer here in Southern California. No pun intended. Non climate controlled shops in my area are starting off around 75 first thing in the morning and running 100+ before noon and maintaining that well into the late evening depending on building sun exposure. Even with no high pressure coolant, I was in a Matsuura MAM72-35V yesterday. It was easily 20 degrees hotter in the machine AND humidity was of course through the roof. That's definitely gonna have a drastic effect on things. Aluminum's thermal expansion coefficient is roughly .0001" per inch, per degree. Do the math. Steels aren't nearly as sensitve, but a 35 deg swing will have an effect. Probing can solve a variety of issues if implemented properly. -
Tilted Work Plane Issues
cncappsjames replied to 5thnewb's topic in Machining, Tools, Cutting & Probing
This is a problem. Not sure if it thee problem, G53.1 needs to be on a line all by itself. -
FANUC macro - high speed look ahead
cncappsjames replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
In cases where I need to check the length offset value, I'll write a custom G or M code and call it immediately after the toolchange but before the G131, or put the check in the tool change MACRO. That way look-ahead doesn't become a problem. JM2CFWIW -
4 posts from the top of this page.
-
"...Issues..." That kind of specificity really helps.
-
To further clarify, HON Rx is the old style High Speed Modes. You have R0 through R10. R0 for canned cycles when profile tolerance is of no concern, R1 for roughing through R10 for Fine Finishing. I believe the CUBLEX Series (FANUC), MAM72-63V and the Siemens controlled machines are the last machines that use this. HON P,M,F,D are the new high speed modes that are tuned for specific toolpath types. P = Prismatic Type Machining. Contour, Pocket, Circle Mill, Engraving, Helix Bore, etc.... M = Multi-Surface Machining, F = Rotary type toolpaths, and D = Canned Cycle toolpaths. Each mode has 3 programmable settings (HONP1, HONP2, HONP3, HONM1, HONM2, HONM3, HONF1, HONF2, HONF3) with the exception of D. If using D, D=1 always. Within each setting P/M/F, 1 and 2 have 3 adjustable settings via the sliders on the MACH LEV. screen. These can;t be set by program yet. I've put in the request. P/M/F 3 has 4 adjustable settings. The MX Series (MX-330, MX-520, and MX-850), MAM72-35V, MAM72-70V, and MAM72-100H use this method for high speed modes. If a program contains HON... and is read into the control via a FANUC function the control converts HON to G131. If the program is transferred via FTP, no such conversion takes place and the program will be riddled with errors. This is the reason we have defaulted CAMplete to have G131instead of HON. FAR less support calls. The Siemens is a completely different beast. It follows the old HON Rx method. It's been a while since I've put my hands on one, but I believe no conversion is necessary.
-
CYCLE832 is a method to specify vector tolerances. It's probably not explicitly supported though it probably could be; TRAORI ORIAXES ORIWKS CYCLE832(0.005,_ORIFINISH,0.05) ORISON .......... ORISOF ORISON = Orientation Smoothing ON which activates the smoothing of the orientation vectors. ORISOF= Orientation Smoothing OFF which deactivates the smoothing of the orientation vectors. The ORI tolerance should be set to the CAM tolerance * sqrt³ *10 The ORISON function can only be used in conjunction with 5-axis transformations TRAORI. It's not part of CYCLE832 or CUST_832 and needs to be programmed separately in the workpiece program if vector smoothing is required.
-
In your manual entries @Joe777, they will need to be formatted as follows, set to "as code", and EXACTLY as you want to see it; ME1,M00(REMOVE 1ST CLAMP) ME2,(TORQUE TO 10Nm) ME3,M00(DID YOU DO IT?) ME4,M00(ARE YOU SURE?) As @Leon82 stated, in this case the "ME1,", "ME2,", "ME3,", etc... is the flae CAMplete sees which tells it to output the string of text and needs to be put in places you may want to see a manual entry output like before tool changes, after tool changes, between operatinos that use the same tool, end of program, etc... It needs the comma as well. No comma, no output.
-
You could use Canned Text instead of Misc. Int./Misc. Reals as well. I think it's a cleaner method.
-
You'll also need to set in the Options Advanced Settings the "Post Insert Custom GCode As Comment" as unchecked. By default it is checked.


