cncappsjames
-
Posts
1,221 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-

5ax with pallets
cncappsjames replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
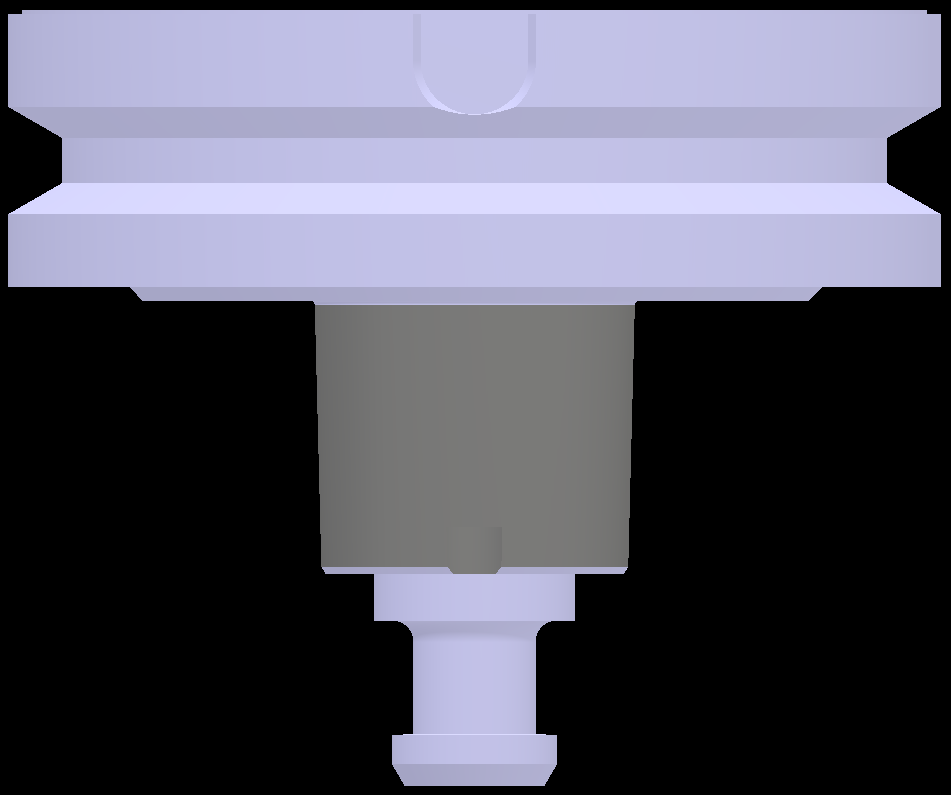
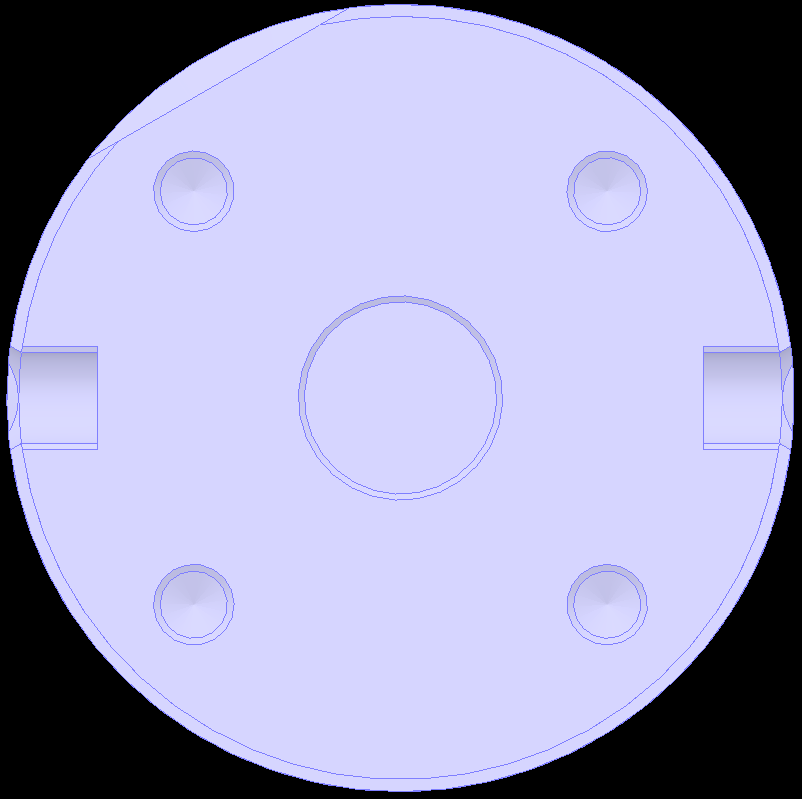
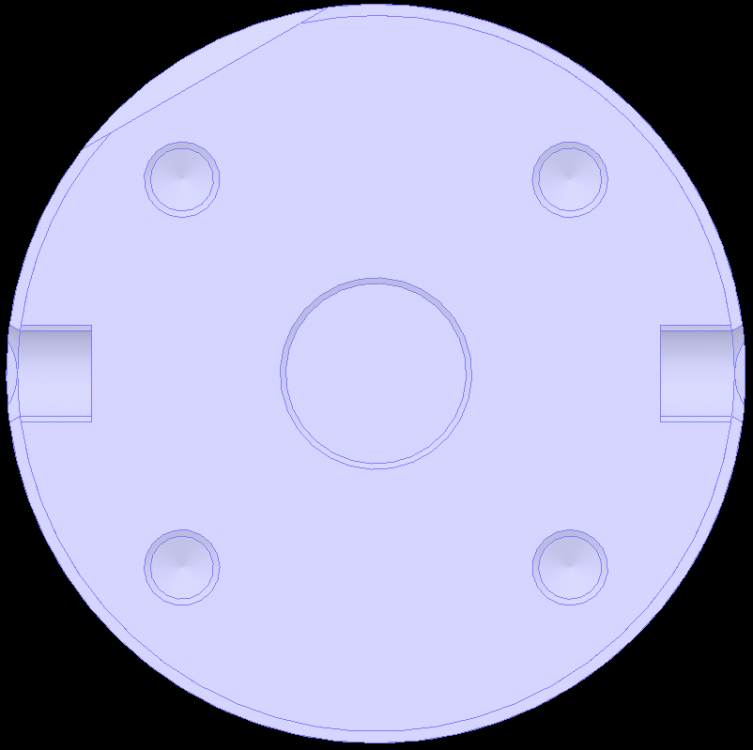
The Matsuura MX-330 PC-10 uses the same pallet at the Matsuura MAM72-35V which is a very mature connection interface. It is a Sandvik C6 dual contact interface. Side view. Top View Workholding (Lang) is a completely and totally separate issue.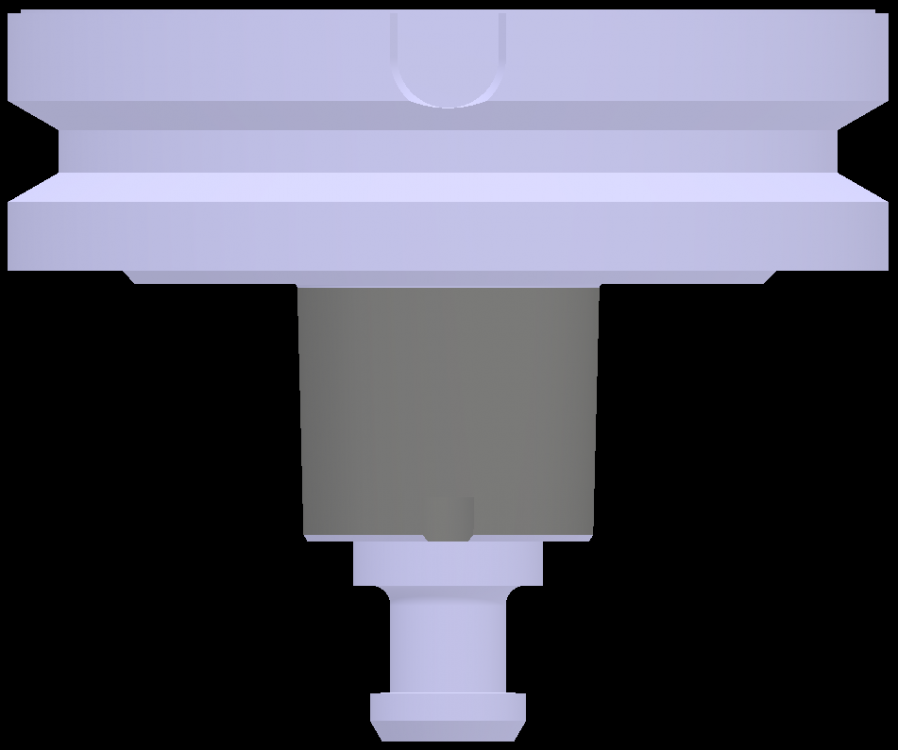
-
5ax with pallets
cncappsjames replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
A little smaller (350mm envelope) with 10 Pallets and 90 tools.... Matsuura MX-330 PC10 -
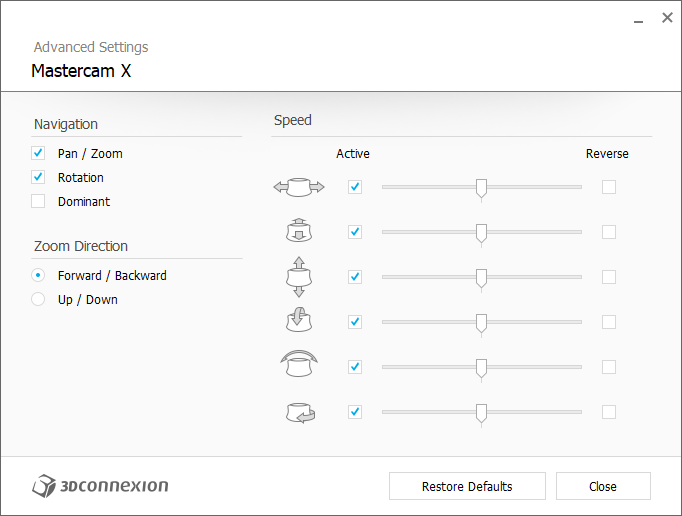
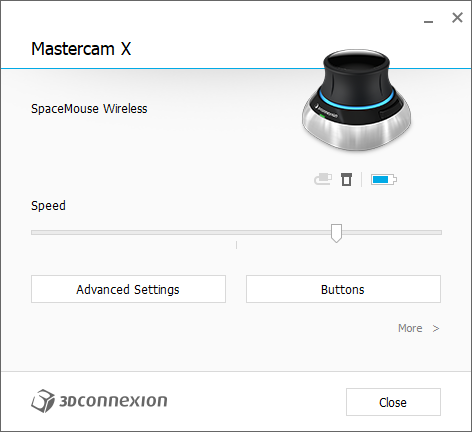
I refuse to work without one. I've bought probably 3 Space Navigators and a Space Pilot over the years. Really didn't use it until X came out. YOu used to have to change focus and it could blow up your CAD if you weren't careful. My Space Pilot is on my son Brian's desk at the office. TSA blew my 1st wired Space Navigator up... dropped it. Dude looked at me like "oops... clumsy me." I sold the other one. I ride with a wireless model. Getting ready to buy another wired model for the office.
-
HASP problems... So, any tips on a new install when Mastercam refuses to see a HASP? CAMplete's HASP was found with no issues and they use Sentinel as well.
-
Just dropped the new CPU in the computer. Getting ready to install MC on it as soon as the installer transfers to the USB stick. Prolly gonna put CAMplete on it too. I mean if we're testing, we may as well TEST right?
-
I can't even do CAD without my 3D Connexion device. I mean I guess I could but I would be far less efficient. I just put an MSI NVidia GeForce GTX 1050 TI w/ 4GB in my kid's gaming rig. I'll install Mastercam on it Thursday (new i7 chip comes then... right now it's only an i3) and we'll see what happens. Running a rig with an NVMe drive instead of an HDD, plus 32GB of RAM will help with performance.
-
5ax DWO on Heidenhain TNC530i
cncappsjames replied to huskermcdoogle's topic in Machining, Tools, Cutting & Probing
@mkd, You have some insight here? Man... something ain't right. Reposting because of a tool length change... that's OLD school. I'd take a serious look at how programming is doing things. I'm no Heid/Siemens expert, but that just seems WAY off. I've got probably at least a half-dozen customers with Siemens and/or Heidenhein and they program all their machines the same way and NONE require a repost for a tool length change. EVER. Even on their Head/Head type machines. -
Happy 20 Year Anniversary eMastercam.com
cncappsjames replied to Dave Thomson | Postability's topic in Industrial Forum
Yep, and ATI is STILL dog crap on the OpenGL support. And IT fools are still buyin' 'em. Some people NEVER learn. Of course, "if it works for gaming, it MUST work for CAD/CAM/CAE... " -
Happy 20 Year Anniversary eMastercam.com
cncappsjames replied to Dave Thomson | Postability's topic in Industrial Forum
I think I joined in either April or May of 2000. Member 53 or 58. I can't recall exactly. I just know It was a LONG time ago, and a LOT of posts ago. Yes, Windows NT 4.0 and Matrox cards ruled the roost BITD. That was my favorite combo. Rock solid. Zero issues. -
Schunk Vero-S is what we're using on our Trinity Automation Systems. Another manufacturer's stuff just wasn't cutting it accuracy-wise on pallet to pallet accuracy and repeatability. When every micron matters, there's between 4 and 6 manufacturers up to the task.
-
The dumbest thing I have ever seen in a mastercam post
cncappsjames replied to pro grammer's topic in Industrial Forum
Standards... I wish the Heidenheins, Fidias, Siemens, Mazatroll, Okuma, etc... all conformed to FANUC. They should. I mean, FANUC does own over 2/3 of the motion control industry. : -
You can set a default WOrk Offset or you can override the incoming work offsets, or, as it is set now, you are responsible. CLose all sessions of CAMplete. Re-Open CAMplete. No project. Go to the Manage tab, go to the tools ribbon, then go to Options. Select the File Types Tab on the left. In the additional Options section section set the following preferences; NCI - Apply Tool CS To Datums (activate this) NCI - Datum Index - Datum To Use. (You can set this to any number you want. 0 = G54, 1 = G55, 3 = G56, 6 = G54.1P1, 7 = G54.1 P2, etc... - I have mine set to 1) NCI - Datum Index - Override Values (if you activate this, then you lose control in Mastercam - I have this deactivated) NCI - Default Datum - Default Value (You can set this to any number you want. 0 = G54, 1 = G55, 3 = G56, 6 = G54.1P1, 7 = G54.1 P2, etc... - I have this set to 1) NCI - Default Datum - Use Default Value when Datum Is 0 in NCI (if you activate this, then you lose control in Mastercam) NCI - Use Cached Datums (activate this) In the Advanced Properties I have Treat WCS Datums As Multiple Fixtures activated, and Read Datum Index From NCI activated. Click Close. Click Machines in the Resources Ribbon. Select your machine. Click the Edit Button. In the Program CS tab, you'll see a CAM Index Column. By default they are all -1. Set G54 to 0, G55 to 1, G56 to 2, G57 to 3, etc... down as many as you want to set. Click OK. Click Close. Exit CAMplete. You should be good to go after that.
-
Building holders in standalone tool manager
cncappsjames replied to JB7280's topic in Industrial Forum
But, but, but... less mouse clicks. -
@TERRYH, what about your tool definition? If you don't have sufficient cutting length you'll get a collision (at least in CAMplete, Vericut, ICAM, etc...). Usually the "collsion" will show on the line even if the collision doesn't happen until the end of the move. The whole move is a collsion.
-
Any particular reason you're translating your parts and not leaving them in aircraft coordinates?
-
:cough: CAMplete :cough: Making up for CAM software shortcomings since the late 90's/early 2,000's.
-
Hole bottoms angled or flat?
-
In my collision checking software ( @CAMplete Solutions Inc. TruePath), drilling operations that can be problematic are where the holes are only modeled to full depth as opposed to tip depth, or, if the hole bottom has an angle, it differs from the tip angle of your tool. Tapping can also be problematic if the holes are modeled to the minor diameter. Just a few thoughts.
-
We spec G54.4 (Wor Setting Error Correction) on all the 5-Axis manchines we sell, incluting the Head/Head type machines. It's the only way you can comp hypothetical axis error. List price is around $700 for the option. It's a field install option, not requiring FANUC tecs to do. FANUC would give you a file to load.
-
Correct. I kind of like the I gotta be double sure no matter what.
-
The ONLY way to fly. I'm just sayin'.
-
"Just because you can, does NOT mean you should." Wise words to live by. Function - G49 No Move #5006.6 = 1 #11260.0 = 1 #11400.2 = 1
-
You don't have to G28Z0 to G69. You can totally leave the tool wherever it is (assuming a safe spot is retracted to), command G49 then bring to new orientation, G68.2, position and continue. You just need to make sure that the shift vs. move parameter for G49 is enabled otherwise you'll smack the spindle.
-
#3006 message with manual guidei
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing

-
#3006 message with manual guidei
cncappsjames replied to Leon82's topic in Machining, Tools, Cutting & Probing
It works. #3006=6(DID YOU CALL THE TOOL INTO THE SPINDLE?) It displays the message across the top.