cncappsjames
-
Posts
1,221 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
 "magneto"
"magneto" -
Errors with osai controller
cncappsjames replied to Daxman77's topic in Machining, Tools, Cutting & Probing
@Travis B, any ideas man? -
A giant note crippled mastercam today for me
cncappsjames replied to Leon82's topic in Industrial Forum
If the letters are 25.4 meters yeah, sure. They could totally be YUUUUUUGE. Or if the note was splines AND big... that'll do it. -
The most straightforward definition of kinematic awareness is that the software/post knows the rotary configuration of the machine and limitations (not just axis limits) of the particular kinematic. Typically when you program a part you need to create a plane in the correct orientation so the post outputs the correct orientations. With CAMplete, I only care about Z. Make sure Z is the correct direction and I'm good. Vector programming... meh. I can take it or leave it personally. JM2CFWIW
-
Lack of GUI post editing has been why I've just been doing all my posting in CAMplete. Way too easy not to do it that way. Bringing kinematic awareness is long overdue.
-
The other easy way is to go to OFFSET/SETTINGS, right arrow softkey through the menus. If you see "WORK SET ER". If you don't see it, you don't have it.
-
@Programinator, I travel 80% of the time and I don't spend a tremendous amount of time programming anymore. Most of my time these days are spent running machine simulations in @CAMplete Solutions Inc. TruePath in support of our customers' Matsuura 5-Axis machines and training 5-Axis. Those bigger 3D Connexion devices take up too much real estate in my bag. Plus, the TSA would probably damage it in my travels.
-
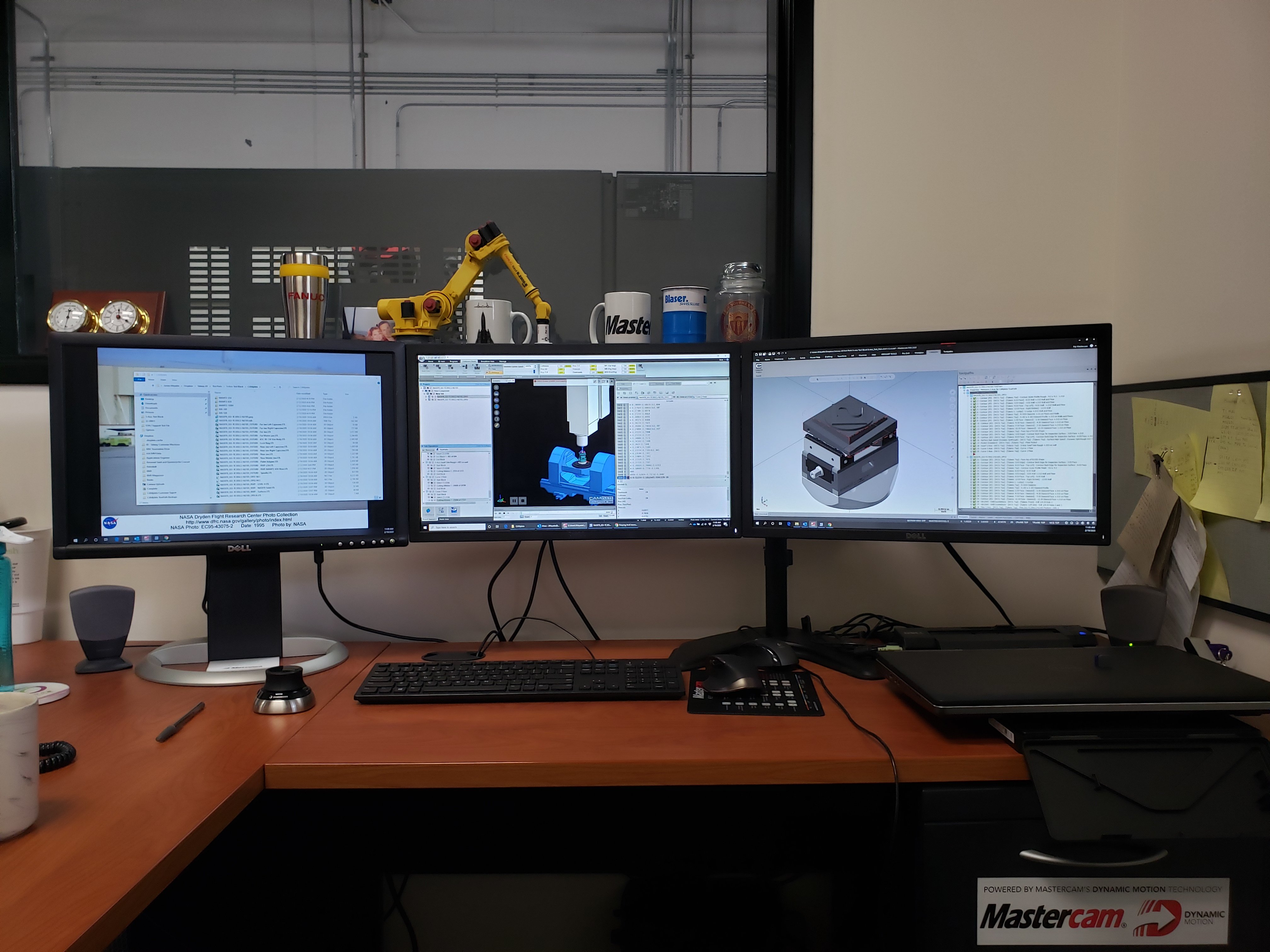
@Programinator Cabling could definitely be cleaner. I recently moved my docking station from the left side to the right side because the docking station is malfunctioning intermittently (hence the caliper box sitting underneath it), so I have not put the wire loom back yet. I need to still re-route a few other cables first. I was in a hurry. When I finish my current project, I'll square it away. Most likely Wednesday. We shall see if the temporary fix needs a more permament fix. It has been working with no more issues so... The different monitor... yeah, It's not perfect, but it's a completely functional monitor and I only use it for e-mail and drawings so it is sufficient for those tasks. When it goes out, I plan on getting a matching monitor. Everything important lines up though. The monitor's bezel may not line up, but the display does. That's the most important aspect. I do get compliments on my setup when customers come in. More and more programmers run at least two monitors (I push that narritive HARD), and when the customers see me working on their project, they see the value of a multiple monitor setup. IMHO, anything less than two is just plain uncivilized. It's like working without a 3D Connexion Device... which I refuse to do. I push those hard too.
-
@shazam/TPP A clean desk is a sign of a sick mind. I have an L shaped desk. Computer side = always clean. Desk side... not so much.
-
I didn't know this was even out there. Thanks @Günther Massimo - GMCCS!
-
Thanks @Karl@CP PISTONS I'll see if I can put something together tonight or tomorrow morning. That's an easy enough concept.
-
Hey Karl, I did work for CCCS eons ago.. Thinking 20 actually... All I need is the Mastercam file. I can do the rest in pretty short order.
-
Could probably get the rotary output like that with CAMplete. I've got a UMC I could test a sample tonight for you if you want.
-
It's a small version of an R-2000iB Robot. It is just a toy. I wish it were real, though I do have real robots here I can play with so I'm not too bad off. LOL
-
This is my setup at the office.
-
Where you located @Leon82? My latest NC Format supports High Speed Mode selection through Canned Text, all the coolant modes, Force Tool Changes, TWP, TCP, WSEC, Broken Tool Detection, has the ability to limit Z-Axis full retracts when A/B is at -90. Deg. etc... Lots of goodies. In order for things to work correctly, ther's some settings in CAMplete's Mastercam file I/O that need to be set. PM me for the the settings and NC Format
-
My NC Formats support between toolpath changes in High Speed Modes. On mine, if the user does nothing, G131 is output which is equivalent to the old school R8. On mine, there is no relationship between the 1st path and subsequent paths... probably because I don't use Misc Int./Misc. Real. I used to use that method. Found it too cumbersome for most programmers to use so we simplified it.
-
My NC Format handles the high speed modes for ALL operations, not just first tool. It switches on and off between operations, even operations using the same tool. I used to use Misc. Int. to handle the High Speed modes but found most programmers didn't apply them or didn;t apply them properly so the function and machine did not perform up to my standard. So, I switched over to Canned Text, created Mastercam Defaults, Default Operations, and Operation libraries with the proper mode set already and now compliance is way up and customers are happier I think. R values are the old High Speed Modes. 0 = Canned Cycles/Speed Preference through 10 = Precision Preference. New High Speed Modes are D, P, M, and F. G131D1 = Drilling G131P1 = Roughing/General Machining/Speed Preference for 2D/2.5D Cutting Type (think contour pocket, 2D HST, Circle Mill, etc...) G131P2 = Medium Precision Machining/Balanced Preference for 2D/2.5D Cutting Type G131P3 = Finish Machining for 2D/2.5D Cutting Type/Precision Preference G131M1 = Roughing/General Machining/Speed Preference for 3D Cutting Type (think surface machining) G131M2 = Finish Machining for 3D Cutting Type/Balanced Preference G131M3 = Finish Machining for 3D Cutting Type/Precision Preference G131F1 = Roughing/General Machining/Speed Preference for Rotary Cutting Type (think any rotary type machining) G131F2 = Finish Machining for Rotary Cutting Type/Balanced Preference G131F3 = Finish Machining for Rotary Cutting Type/Precision Preference
-
Correct on all points. The post I created for CAMplete does nothing more than populate text fields. Drill cycle names, High Speed Mode selection through Canned Text, etc. CAMplete would take the data regardless itself it had a name or not. It's just easier to see this way. Look at the drill cycle names... they actually have the G7n/G8n so you know what cycle you're gonna get. Handy, no? That post does NOT generate G-Code. It was never meant to. It was just meant to populate text fields. Make sense?
-
Edit your machine in CAMplete again, on the Coordinate System tab, set G54 as 0, G55 as 1, G56 as 2, etc... and it will behave like a Mastercam Post.
-
Never. As long as I live and breathe anyway. What state are you located in? Open CAMplete. No project. Go to The Manage Tab, in the resources ribbon, click machines. Select your machine, click the edit button. Go to the "transforms" tab on the left. For Rotation 1, set to X-Axis and put in 90. Deg. Click OK. Click Close. Close CAMplete. Start from Mastercam again. It will come into CAMplete in the right orientation then.
-
I would almost put some money down on that being a major source of the problem.
-
Best mode of communication is Ethernet, next is CF Card, then USB. USB isn't great even on a PC. Every once in a while I get USB sticks that I just throw in the trash because they suck so bad. Take forever to get seen, slow transfer rate, refresh is sketchy, etc... So your facility's electrical system has already caused an issue with the machine @Leon82?
-
Alrighty... we've run into this at one single customer. It was a SERIOUS b***h to track down the problem too. I won't go into every test we performed, just the one that gave us the repeatable behavior; I took an air filled balloon generated a bunch of static electricity with the hair on my forearm, charged up the USB stick good, and boom. Control locked up tighter than a gnats *** stretched over a bass drum every single time. Bottom line, it's a grounding problem on your machine's power connection. You are either grounded at the panel incorrectly, there is some sort of grounding loop, or you're not grounded at all. I know you probably don't want to hear that but we've got DOZENS of MX's in the field and this is the ONLY one with the problem and their grounding was unorthodox frankly. I was dumbfounded when I saw it. HTH
-
You are most definitely welcome my good friend.