Leaderboard


.thumb.jpg.9ec558122c0479d844e9a9707b913308.jpg)

Popular Content
Showing content with the highest reputation on 05/21/2019 in all areas
-
Its not as bad as it used to be. In the early days of PC it was nuts. They were putting out new processors monthly. The latest greatest $5K computer would be a hopeless relic 3 months later. I've gotten 3 or 4 years each out of my last two machines2 points
-
Ok think we got it. Amazing what a # can do
 1 point
1 point -
\here is a question. beside Mastercam what other software you teach on these computer? I teach at a locale college teaching Mastercam for going on my 18th year. we also teach Catia and solidworks and NC simulate on these computers that helps drive it to.1 point
-
No worries and hopefully we all can help you on your process of learning Mastercam.1 point
-
Not exactly sure what you're asking, but I do know the answer is -> No. Mastercam needs to be running. Of course you can start Mastercam via a command line or "batch" type file. You can supply several options on the Command-Line that's supplied to the Mastercam.exe itself. Such the path\name of a .mcam file to be opened and the name of a C-Hook/NET-Hook add-in to be run after the file has been loaded. "C:\Program Files\Mcam2019\Mastercam.exe" "C:\Users\user1\Documents\my mcam2019\Parts\ToolTest.mcam" sortcircles.dll The add-in could .. Select All operations and then Post Process those operations. The add-in can also shut-down Mastercam when it's done. *If the Multi-Threading is enabled and some of those operations do get processed by that, this "shut down when done" can get a bit more complicated. If the add-in is a C-Hook it could disable Multi-Threading before commanding the Post Processing action.1 point
-
Sorry you took it that way that was not my intention or thoughts behind it. Think of levels as places in a file cabinet. I always teach programmers when thinking of levels as your file cabinet when your programming. You have a 1000 prints you need to keep organized. If you take the time upfront to organize everything then when you need to go back to look at something you have no problem going back and finding it. I use this to help other understand how organization and naming levels and planes and such may take work upfront, but pay off in the long run. This helps develop a programming process and method. With that you becomes faster and better over time. The other part of that is when you are looking at one Print you don't have any need to look at the other 999 prints. That is why we have visible and non visible levels to help us reduce the clutter on the screen. I may have a stock on one level that is the active level, but not visible and I want that to be the active level for a view sheet. I may need to check that part will fit or that work holding will be where I need it. I don't want to have to change the active level to something else when I want to make that level not visible or visible as I am checking things. When the make active level always visible is active you don't have this option you must in my opinion do more work making other levels active that may not be part of what your doing. By being able to keep a level active, but not visible then it helps me to see things in a hurry as I am going though and doing different things in the software. I may get stopped 10 or 15 times on a program and if I keep myself in the habit of doing things where Viewsheets use the active level and I can turn on and off things without having to change the active level it helps me go back and forth and keep it someone straight in my head. Hopefully that gives you a better idea of a little bit of why I go about it this way. Again apologize and hope the explanation is helpful.1 point
-
It seems like you were offended by my question. I was genuinely just asking a question. I'm a new Mastercam user and just trying to soak up what I can. Not sure why the condescension.1 point
-
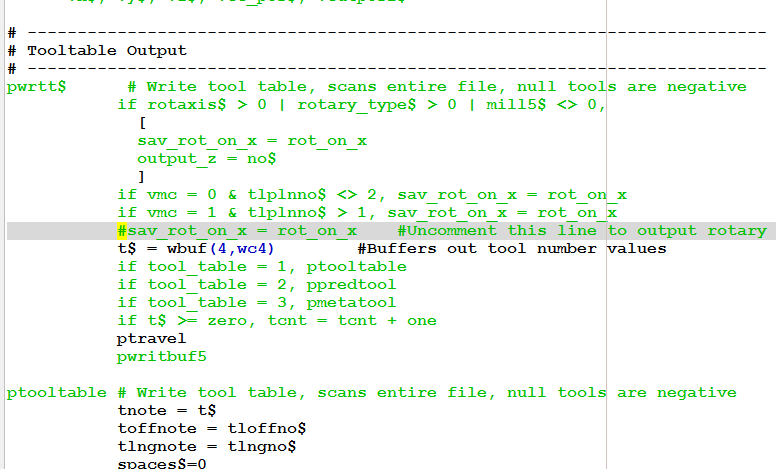
1st, make a backup of your post. In the ptooltable postblock, change this: ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero, [ if tcr$>0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, " - ", *tcr$, punit, scomm_end, e$ if tcr$=0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, scomm_end, e$ ] to this: ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero, [ #if tcr$>0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, " - ", *tcr$, punit, scomm_end, e$ #if tcr$=0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tlngno$, phspace, " - ", *tloffno$, pdspace, " - ", *tldia$, punit, pdiamspc, scomm_end, e$ if tcr$>0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tldia$, punit, pdiamspc, " - ", punit, scomm_end, e$ if tcr$=0, scomm_str, *t$, ptspace, " - ", plistcomm, " - ", *tldia$, punit, pdiamspc, scomm_end, e$ ]1 point
-
I don't totally understand though, why would you have it off? Wouldn't everything you're working on be invisible? Sorry if that's an ig'nant question, I just think I'm missing something.1 point
-
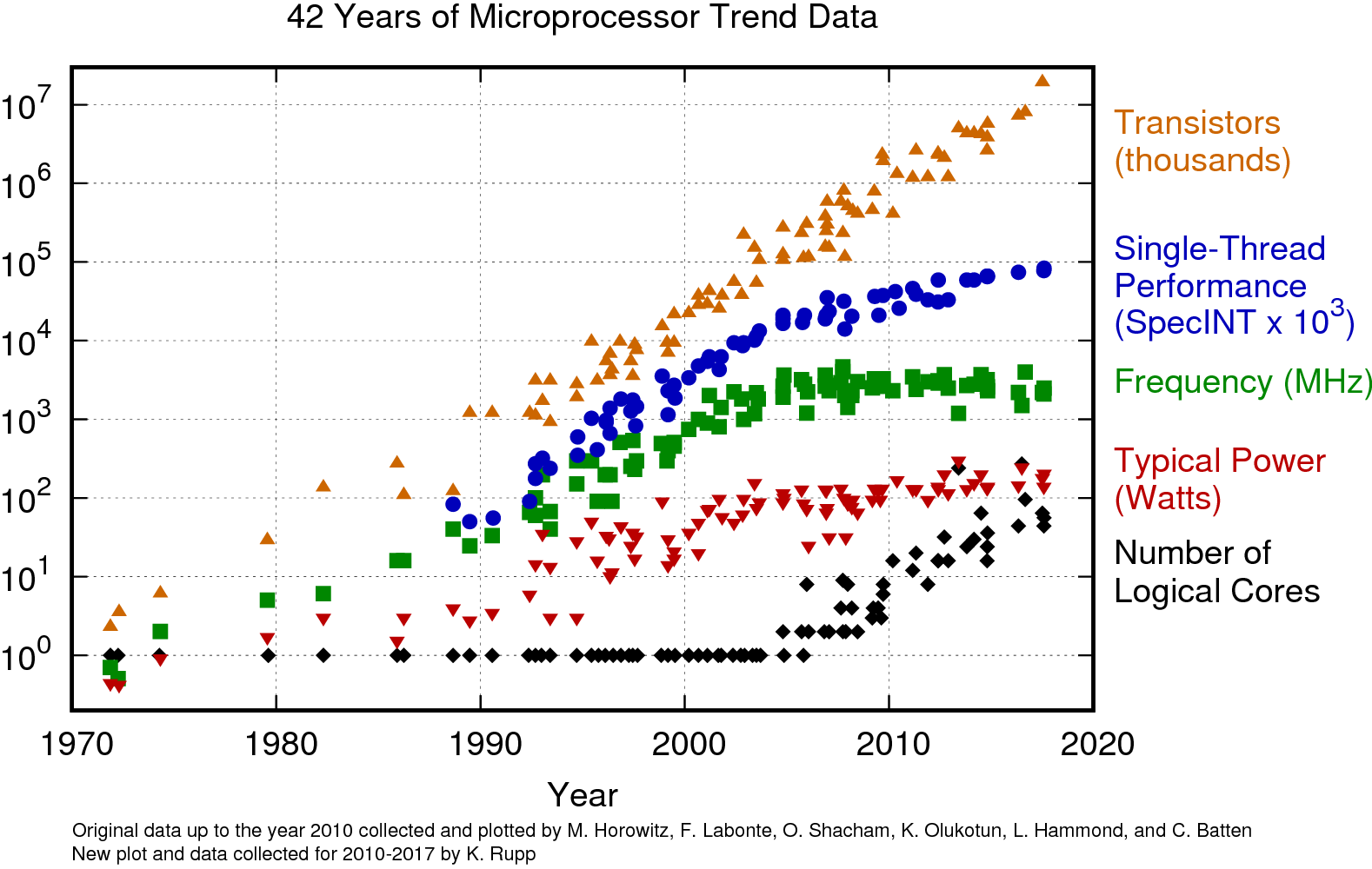
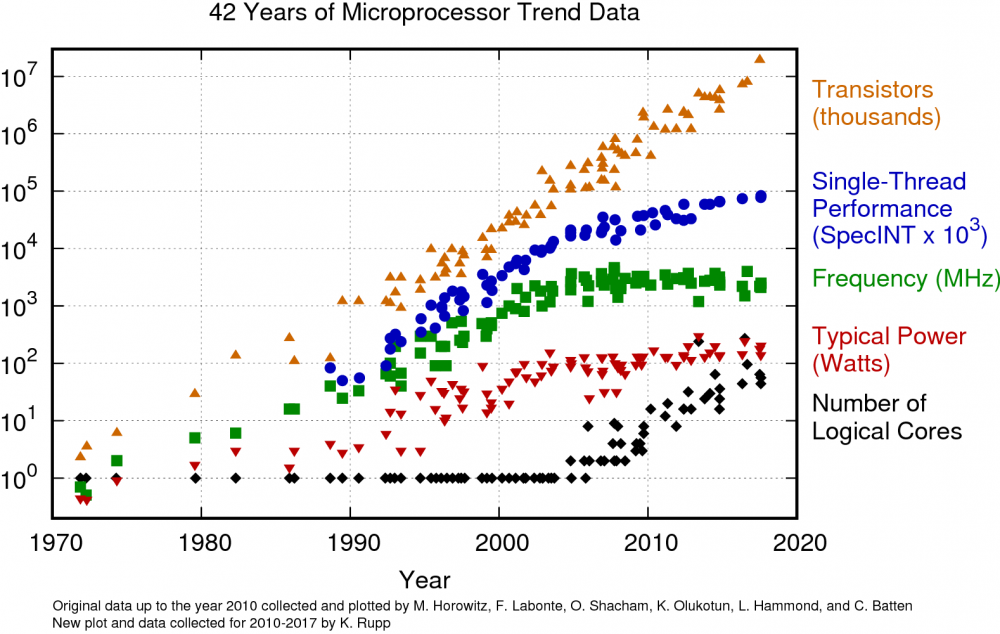
That very much used to be the case (used to be you could double performance in two or three years), but CPU improvements have been very slow for about the past decade. That 23% improvement is calculated based on the single thread stats of the very fastest CPU currently on the market. Now days they're mostly throwing cores at the problem, which really doesn't help except in a few specific cases. Most of the time I'm only using one to four cores for my workload, very rarely could I use eight; having 32 cores would be pointless.
 1 point
1 point -
No... There is NO substitute for time in front of a machine1 point
-
I have been diving more and more into probing with mastercams producitivity plus lately on our Haas Vf2 with next gen controller and its working great, its really easy to use. Here is how you use mastercam producitivity+ to probe a y-axis web. https://fastechincorporated-my.sharepoint.com/:v:/g/personal/joshc_fastechinc_net/EYRLO68typpPvXdPL9C3V78BmU7kEFVmHV8ZTbbJKwXzqw?e=t1F6WN there is so much you can do with Prod+ and probes in general, i have been doing a bunch of reporting (DPRNT) lately and that is fun/cool stuff. Another option is if you setup the Y-axis probing cycle on the machine through the controllers built in probing cycles you can output that data to a file or flash drive, then in mastercam you can use that cycle that you pulled from the machine controller by manually pasting the G-code into your mastercam file using the manual entry toolpath. Haas's Tip of the day youtube channel has a video on how to do this and a few other very good probing videos so if you have not watched the haas tip of the day videos on probing i would suggest starting there.1 point
-
This pitch bug cost me an M36 hole in a $90,000 forging and egg on my face when I had to tell a customer and then do a work-around. At least it was an extremely high pressure hydraulic manifold that only weight about 24k lb and was 4340 forged so we couldn't weld it. Since then, I find myself spending more time checking threadmill paths than making them. Also I always take a quick look at the posted code and then calculate the pitch again to make sure posted code is correct. I also set my pitch in my threadmill tool definitions EXACTLY. Your defaults can also mess with this as that's where that 0.05 comes from. My most common thread was an M36 so I set my default to that. No way of knowing how many times that helped me but I'm sure it did at least a few.1 point
-
I added this to one of my posts in this section psub_call_trans #Translate level calls from toolchange, user I run internal subs so in my case it works YMMV result = nwadrs(strh, main_prg_no$) #altered to get H output, 03/22/2017 main_prg_no$ = main_prg_no$ + 40000 #alter to push subprograms #'s into the 40000 range All of my programs have 40000 subs but as they are internal to the program, it doesn't matter that all programs have the same range1 point
-
Hard for me to give you the best answer. What kind of tolerance are you trying to hold? What are you true position requirements? Profile Tolerance? What do the features your taking spring passes on look like? How think are the sections? What are the holder? What is the Spindle? What is the setup? How long are the endmills? how many flutes are the endmills? How big is the cross section your are finishing? How think is the cross sections your finishing? Are you fixture made out of Aluminum, Steel, SS, 13-8, 15-5 or something else? When you tried not doing it what were the results? What is your spring pass amount?1 point
-
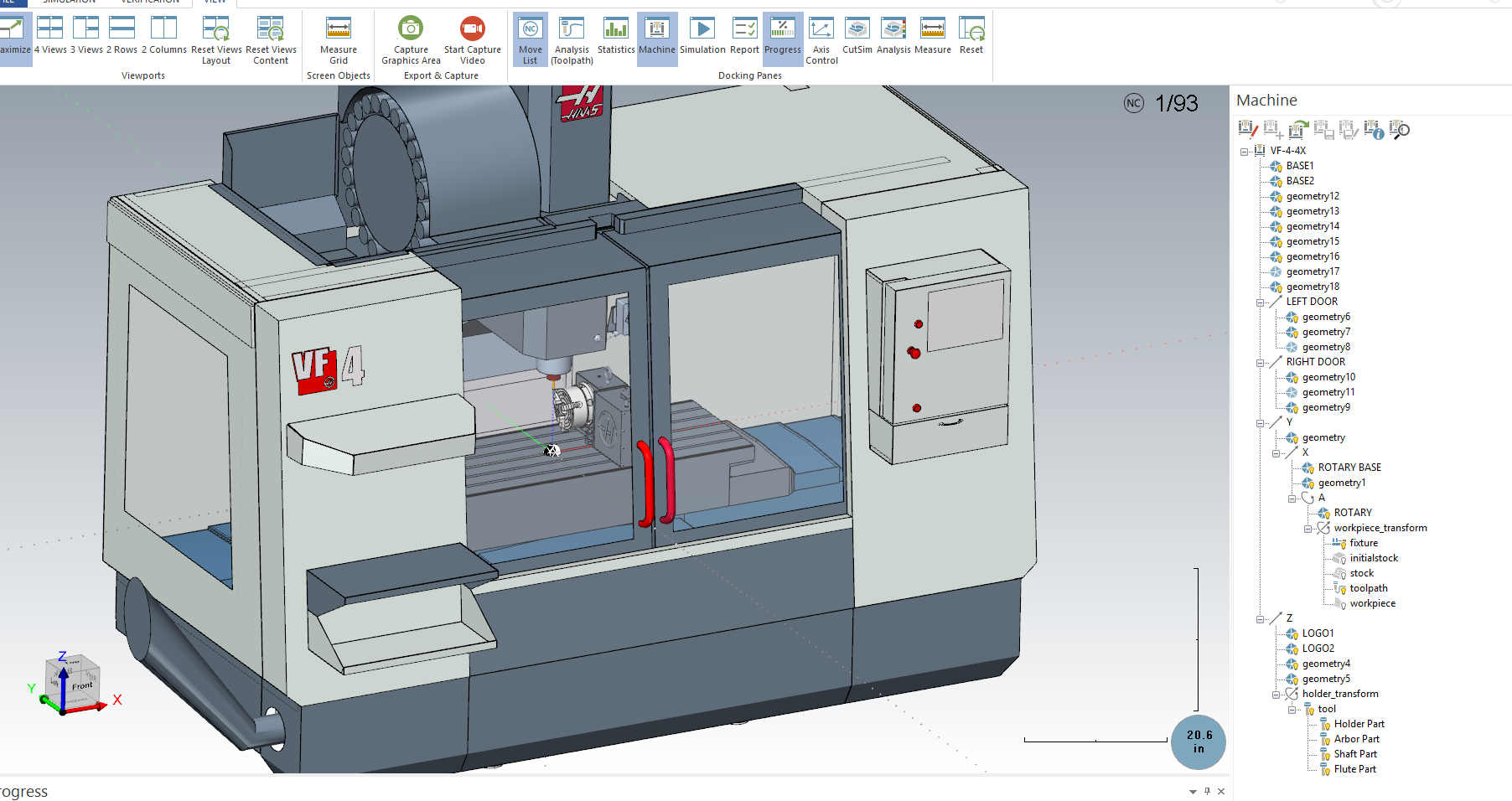
I think he wants the Machine and control definition. For machine simulation is not just to do the download of the solids, you have to create the machine. MachiningCloudapp has the machines too. I created my own machine for simulation,just for fun. I'm curios if HLE version lets you create your machine?
 1 point
1 point -
You can translate by plane as well. Do one hole and give it a try.1 point