Greg Williams
-
Posts
2,225 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Greg Williams
-
Try this one, #401 FORM X9 PROG 5 AXIS 2 AM_Gcode2.zip #401 FORM X9 PROG 5 AXIS 2 AM_Gcode2.min
-
Jeff, I guy down the road has an MB56 and the same table, his post outputs the attached code for the 3rd last operation #401 FORM X9 PROG 5 AXIS 2 AM.MIN
-
Jeff, I don't have your file anymore can you upload it again? Also can you upload a picture of the table on the machine to see the configuration?
-
Never seen that one, sounds bad maybe the machine SIM file has an issue?
-
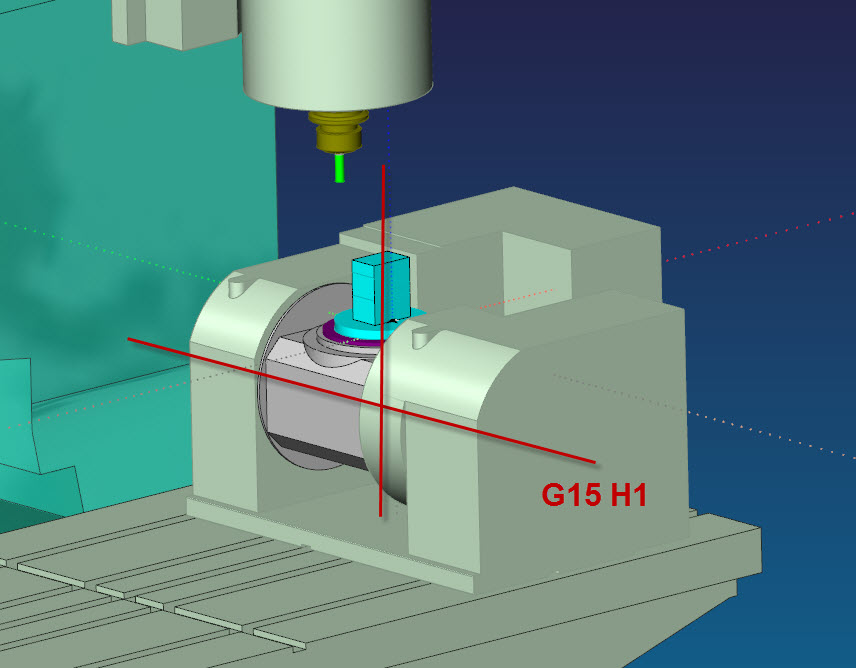
Jeff, Now it makes sense, so the simulator runs the NCI code but the machine or course runs the NC code. If the simulator is correct and the machine not, then the post setup is the issue. For your setup and current machine options that is no TCP (G169) and no Fixture offset function (CallOO88) All operations will need to use the same WCS. If you had TCP and and Fixture offset function life would be a lot easier. In Mastercam that WCS needs to be at the intersection of the 2 rotary axis
-
I don't think you can have TCP with a dual rotary add on table. I am not sure the machine will have the CALL OO88 option either. You will need to have all of the operations from the same WCS for this to work. There is no datum tracking OO88 in the code and maybe not even in the machine, so hence there is no mechanism for the control to track the moving datum as you change the WCS values. As I see it you have 3 choice 1 - Have your local apps guy extract the CALL OO88 sub from the msb file on another 5 axis and load it in your machine, he will need to check the internal variables are there as some are linked to specific machines. The apps guy could then set it up as a custom gcode say G120 or even a just a sub *.ssb and call that from the NC code. 2 - Use the same WCS for all operation which will mean setting up the part on the machine then adjusting the part in mastercam before posting 3 - have Dave add the pivot points to the post if you have a fixed table or chuck. Any questions feel free to drop me a line.
-
Jeff, From what I can understand the simulator is different to the machine? the machine will always be the master, the simulator should replicate what the machine does not the other way around, send me a zip2go if you want and I will take a look. Sounds like the post has the wrong zero point for one of the rotaries.
-
Sounds like you have a post error do you and the reseller use the same post?
-
You can configure the generic 5 axis post to output these codes in the correct position if you have post editing knowledge or you can simply buy a post from Inhouse, Postability or CIMCO
-
You will need to copy the VTLCN code from PSOF to the toolchange blocks
-
You need to edit that one in. Why not just use G116? G116 T5 save this to your library file then set the custom G/M code G116 to OTCK OTCK(GET NOMINATED TOOL G116) IF [PT EQ EMPTY] NER IF [PT EQ VTLCN] NPP IF [PT EQ VNTOL] NM6 IF [VNTOL EQ 0] NCT M64 NCT T=PT NM6 M6 NPP G56 H=PT D=PT GOTO NRTS NER M63 M6 NRTS RTS
-
HURCO Winmax 5 Axis Code
Greg Williams replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
Anyone have a Hurco? -
Are you using CALL OO88?
-
Hi All, I am after a piece of sample code from a 5 axis Hurco winmax table/table machine, ideally something with both 3+2 (TWP) and simultaneous 5 axis (RTCP) I just need to see the format Thanks in Advance
-
Old School UG blue for me
-
Okuma Controls and file size
Greg Williams replied to gcode's topic in Machining, Tools, Cutting & Probing
The VTM is a lathe so it has a Lathe control. I don't think lathes have the A,B and S method (I could be wrong as I have not seen a P300L) You need to have the DNC-DT option on the control to run large files -
Just change the parameter to alarm D, problem solved MC user Parameter no7 ATC/Tool exchange Tick no 22 "The same T command as act tool is made alarm D"
-
http://www.gmtools.co.nz/
-
FANUC 16i MA - Makino Pro 3 data Server
Greg Williams replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
Bugger, Do you know if can I upgrade it to an 8 digit program number? I will look at the transfer tool geirsj -
Hi All, On a FANUC 16i MA - Makino Pro 3 data Server there is the option to setup 3 different host computers for the data server, we can change between the selected hosts by using the soft keys on the control panel. Does anybody know if it is possible to change between the different host computers in the program by an Mcode, a parameter change or some other means?
-
The nearest dealer is in NZ, That customer has 2 Mazak's now Ron.
-
You can download the Chook for 2018 PB4
-
Choose a nice little demo part and get both HAAS, Doosan, Mori etc to run some tests then check the the part dimensions.
-
heidenhain communications
Greg Williams replied to REDDOG's topic in Machining, Tools, Cutting & Probing
You need to use TNCremo through an RS232 connection -
Seems okay here with an old MPmaster post O0001 (T) (FILE - T.MCX-9) (PROGRAM - T.MIN) (DATE - 02-APR-17) (TIME - 16:27) (285 - 1/4 FLAT ENDMILL - H285 - D285 - D0.2500" ) G00 G17 G20 G40 G80 G90 G00 G16 H0 Z999. (OPERATION NUMBER - 1) (WCS NAME - TOP) (TOOLPLANE NAME - TOP) IF [VTLCN EQ 285] N1 (SPINDLE TOOL CHECK) T285 (1/4 FLAT ENDMILL) M6 N1 (SPINDLE TOOL JUMP) S2139 M03 G15 H1 M11 (UNLOCK) G00 G90 X.3827 Y0. A0. M15 G56 H=VTLCN Z2.25 G131 J0 E.001 D0.0005 I0 F20000 (SUPERNURBS ROUGHING) Z2.2 G01 Z1.8 F6.42 X.5453 A342.053 M16 X-.5453 A17.947 M15 X.5453 A0. M16 X.3827 Z2. G00 Z2.25 M11 (UNLOCK) X.3827 Y0. Z2.25 A90. M16 Z2.2 G01 Z1.8 X.5453 X-.5453 X.5453 X.3827 Z2. G00 Z2.25 M11 (UNLOCK) X.3827 Y0. Z2.25 A180. M15 Z2.2 G01 Z1.8 X.5453 X-.5453 X.5453 X.3827 Z2. G00 Z2.25 M11 (UNLOCK) X.3827 Y0. Z2.25 A270. M15 Z2.2 G01 Z1.8 X.5453 X-.5453 X.5453 X.3827 Z2. G00 Z2.25 G130 (SUPER NURBS OFF) M05 G00 G16 H0 Z999. S300 M03 M12 (TOOL CLEANING AIR BLOW) G04 P3.0 M09 M05 M11 (UNLOCK) A0. M10 (LOCK) G90 M02 %