Greg Williams
-
Posts
2,222 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Greg Williams
-
OKUMA 5X TRUNNION G169 TCPC GIVING WEIRD NUMBER
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
Steve, You need to change the parameter for auto clamp on the rotaries. The default is to use Auto Clamp not the Mcodes. I normally change these ones but please check these numbers as they are from a P200 control, I think number 3 is your problem. I have done demos with TCP, without TCP, with Inverse Feed and without Inverse feed and to be honest I don't see any real difference in the motion. Dimensions may be different, but the motion is similar. My preference is to use TCP G169 and CALL OO88 for 3+2 1, Change to shorter path command for Rotarys M404/M403 #69 BIT 0 and BIT 1 2, Change Inverse time feed to Minutes #54 BIT 2 3, Change default Clamp and Unclamp of Rotary's to Modal M codes not automatic Parameter 18 Additional axis add checks marks to boxes 4, Change Accell to Low Vibration Mode #67 BIT 5 then use system parameter G0 accell adjust 5, Change Parameter #46 Bit 0 to yes for G00 Linear Interpolation -
Are you still working in Sydney?
-
OKUMA 5X TRUNNION G169 TCPC GIVING WEIRD NUMBER
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
The coordinates rotate with the part. So when the truninion is at A-90 the Y axis is the the Z axis -
I updated no issues yet
-
There is no switch for a table table machine, there is a value for the tool length on a Head/Head machine use_tlength : 0 #Use tool length, read from tool overall length #0=Use 'toollength' var, 1=Mastercam OAL, 2=Prompt toollength : 0 #Tool length if not read from overall length Normally the Coordinates rotate with the part on a table table machine with TCP. Has TCP been forced on in the parameters. Which axis is actually out at A90? Can you make up a simple test part that can be posted with and without TCP so you can test it on the machine? Sounds like you need to be using G68.2 etc Also what is the machine you are using?
-
Uninstall mastercam then Delete HKEY_CURRENT_USER\Software\CNC Software, Inc.\Mastercam 2019 HKEY_CURRENT_USER\Software\CNC Software, Inc.\Mastercam 2018 HKEY_LOCAL_MACHINE\SOFTWARE\CNC Software, Inc.\Mastercam 2019 HKEY_LOCAL_MACHINE\SOFTWARE\CNC Software, Inc.\Mastercam 2018
-
What Brand Machine?
-
Do you have an ADMIN account in win10? You can copy the originals across from C:\Program Files\Mcam2019\common\SharedDefaults\mill
-
Do you get an error?
-
CALL OO88 does not update the rotary axis positions only the XYZ is updated with this MACRO
-
Odd/incorect Chamfer
Greg Williams replied to RESISTER's topic in Machining, Tools, Cutting & Probing
Do you have a file you can share? -
Tailstock output position
Greg Williams replied to MrFish's topic in Post Processor Development Forum
Ya need to do a bit of editing first get the ptailstock correct ptailstock$ #NCI code = 904 available variables: #tlstck_on, stck_init_z, stck_final_z pheader$ pmisc_op_comment if toolchng <> two, ptoolend$ toolend_flag = zero #Do not execute ptoolend again after xfer #pbld, n$, "M01", e$ !spaces$ spaces$ = zero if startflg, [ bld = 1 pbld, no_spc$, n$, "M157", e$ pbld, no_spc$, n$, "G195", "SP=1", e$ m157_flg = 1 bld = 0 ] bld = 1 if prv_spaces$ > zero, " ", e$ if tlstck_on$ = zero, pbld, *sm26 " (RETRACT TAILSTOCK)", e$ if tlstck_on$ = one, pbld, *sm25, " (ENGAGE TAILSTOCK)", e$ if prv_spaces$ > zero, " ", e$ bld = 0 spaces$ = prv_spaces$ pbld, n$, "M01", e$ Then add the misopflag to the header, Take a look at Generic Fanuc 4X MT_Lathe.pst pheader$ #Start of file if miscopflag = zero, [ pheader_custom !spaces$ spaces$ = 0 if lserial, [ "$", sprogname$,".MIN", "%", e$ if autodoor, pbld, n$, "M90", e$ n$, "G270", e$ ] else, [ if autodoor, pbld, n$, "M90", e$ n$, "G270", e$, "(", sprogname$,".MIN", ")", e$ ] n$, "(", "POST REV - 05", ")", e$ n$, "(DATE - ", date$, ")", e$ n$, "(TIME - ", time$, ")", e$ spaces$ = prv_spaces$ if use_graph, pgraph startflg = 1 miscopflag = one if t$ = 0, t$ = 1 ] -
Mastercam 2018 Runs Slower on Latest Hardware
Greg Williams replied to GCPITAdmin's topic in Industrial Forum
Got this install disk here for it
-
Trunnion A,C Force C ouput
Greg Williams replied to cincy k's topic in Post Processor Development Forum
You need to use the Misc integers to get the C180 start angle -
Brian, Did you buy a post or create one? If you created one are the XYZ coordinates rotating with the part? I use this format N1 G21 G0 G17 G40 G80 G90 G94 G98 G255 G69 G1 G53 Z0. G1 G53 X-1270.0 Y0. G0 G91 G28 A0. C0. (10. ENDMILL |TOOL - 1|DIA. OFF. - 1|LEN. - 1|TOOL DIA. - 10.) M11 M13 T1 M6 G0 G90 G56 X0. Y-95.413 S6000 M3 A13.8 C130.758 G234 H1 X-36.294 Y19.514 Z50. X-36.294 Y19.514 Z50. G1 Z-9.92 F9000. M8 X-33.584 Y21.85 Z-24.487 X-32.68 Y22.629 Z-29.342 F2000. X-32.63 Y22.534 Z-29.348 F5000. X-32.533 Y22.359 Z-29.358
-
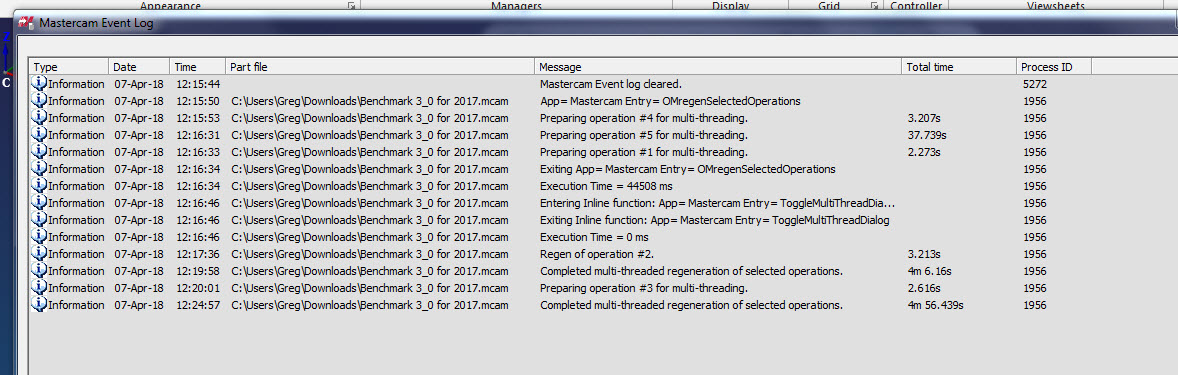
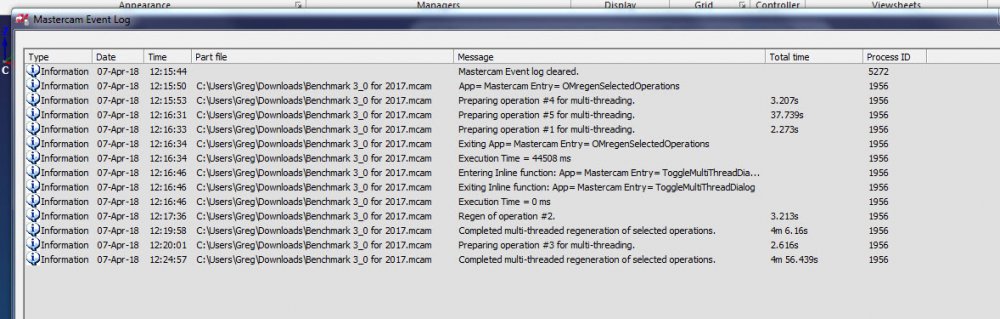
^^ That's Impressive ^^ Might be time to upgrade My 5 Year old HP 8570W
-
Check your system, I have seen this file disappear a few times and the culprit is normally a crypto virus
-
Hardinge with Siemens 810D
Greg Williams replied to Greg Williams's topic in Post Processor Development Forum
Thanks Ron -
Hi All, I am having a little trouble getting format for cycle 83 and 81. If anybody has one of these machines could they share some drilling code with me. MCALL CYCLE83(25.,-23.81,25.,-42.,,,3.333,.123,1.111,.5) MCALL CYCLE81(,0.,25.,,-3.)
-
Will be fine, I have X7,X8,X9 2017,2018 and 2019 running here.
-
HAAS GR712 3-axis Router
Greg Williams replied to Greg Williams's topic in Post Processor Development Forum
Thanks guys -
Hi All, Does anybody have a HAAS GR712 3-axis Router? If yes can I use the standard HAAS post that comes with Mastercam, or are some codes different from the mills?
-
I just used a 1mm ballnose tool
-
Okuma 6300 5x trunnion with the turn option
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
I used a misc value, attached is the turning file from that vid. Your fav post writer should be able to get this going for you. AUSTECH2009-MU500_TURNING-ISSUED.zip -
Okuma 6300 5x trunnion with the turn option
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
Yes Lathe setup as a VTL