Craig-B
-
Posts
437 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Craig-B
-
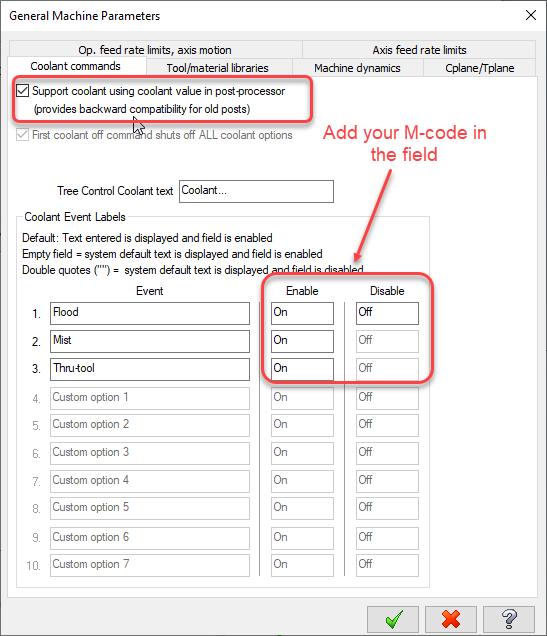
Don't use X coolant, or put the M-code in the field where the word on/off are currently.
-
You need to give the variable a new format address. Assign new format statement. Assigns the format statement n to variable x, replacing the existing assignment. Returns 1 if successful. result = newfs(n, x) Example: In this example post block you would reformat depthcc, and clearcc to format statement 25 (fs2 25 0 3 0 2t #Integer absolute, 4/3 place) pg71old #Output G71-G72 canned cycle routines, old style result = newfs(25, depthcc) #D Value reformatted to fs2 25 result = newfs(25, clearcc) #R Value reformatted to fs2 25
-
I have worked with the Porta Multicenter before using Mastercam. They are very nice machines that come with the Fanuc or Siemens control. I have only worked with the Fanuc version of the machine. They also have an option that gives it a 4 + 1 by M-code. this will allow you to rotate the part as a fifth axis from 0 to 90 only. This gives you the ability to machine unreachable areas without having another clamping. Spreading the work across 3 spindles allows you to balance the cycle time and produce parts faster. This would be the same as taking a process that runs on 1 HMC and splitting it up across 3 HMC's reducing the total cycle time.
-
Use the (newfs) and select the format statements you want from the list in the post or make one. Assigns the format statement n to variable x, replacing the existing assignment. Returns 1 if successful. return = newfs(n, x) Example: This is changing it to (fs2 16 ) which should be no decimal, absolute, 4 trailing in your post result = newfs(16, peck1$) pcan1, pbld, n$, *sg74, pfzout, *peck1$, pffr, strcantext, e$
-
Possible to speed up Fanuc control?
Craig-B replied to Tinger's topic in Machining, Tools, Cutting & Probing
Sure as long as you guys don't laugh at it. Its an old V8 MPmaster post that needs to be upgraded from from a long time a ago back when I was a post tweaker I would do it totally different now a days, but it was good for the time and still works. see the attachment Sample_M99_Jump.mcpost -
Possible to speed up Fanuc control?
Craig-B replied to Tinger's topic in Machining, Tools, Cutting & Probing
Yes very fast, compared to the traditional method that we are suppose to use. That's why I started using this method just for speed alone. The drawback is that the user has to have Macro-B option on the control. -
Possible to speed up Fanuc control?
Craig-B replied to Tinger's topic in Machining, Tools, Cutting & Probing
There are a lot of good suggestions here, but this one was not listed and it works well. Has any one tried Macro-B and M99 and a N number, I have had this issue in the past with the search slowing down the control, and I have run very large files using M99 this will jump and not search saving a lot of time and you can do it all in one file. It will cost you the time of making N numbers if you don't set your post up to output it. See example below, % O1234(SAMPLE FILE) G0G17G21G40G49G80G90 N1T9001(100196 FACE MILL) M6 G543H109.990(CHECK GL) G65P8304B0.(COORDINATE ROTATION) M11 G0G90G54B0.M8 M10 G0G90G54X-110.76Y39.39S440M3T9002 G43H99Z150. #21=2001 <-----(Set return line number) M99P1001 <-----(Jump to Sub) N2001 <-----(Return line number) G0G90G55X-110.76Y39.39 Z150. #21=2002 <-----(Set new return line number) M99P1001 <-----(Jump to Sub) N2002 <-----(Return line number) M5 G0G91G30Z0.M9 G0G91G30X0.Y0. M01 G0G91G30Z0.M9 G0G91G30X0.Y0. M11 G0G28G91B0. M10 M30 N1001(100196) <-----(Sub) Z46.5 G1Z44.F304. X-12.35 X63.85 G0Z150. M99P#[21] <-----(Jump to return line number) % -
What post are you using?
-
This is still unavailable currently, If you need something specific? I would ask on the CNC software forum in the post section, one of the post developers can help you. http://forum.mastercam.com/
-
Creating a new Machine in Simulation
Craig-B replied to Doug Overkill's topic in Machining, Tools, Cutting & Probing
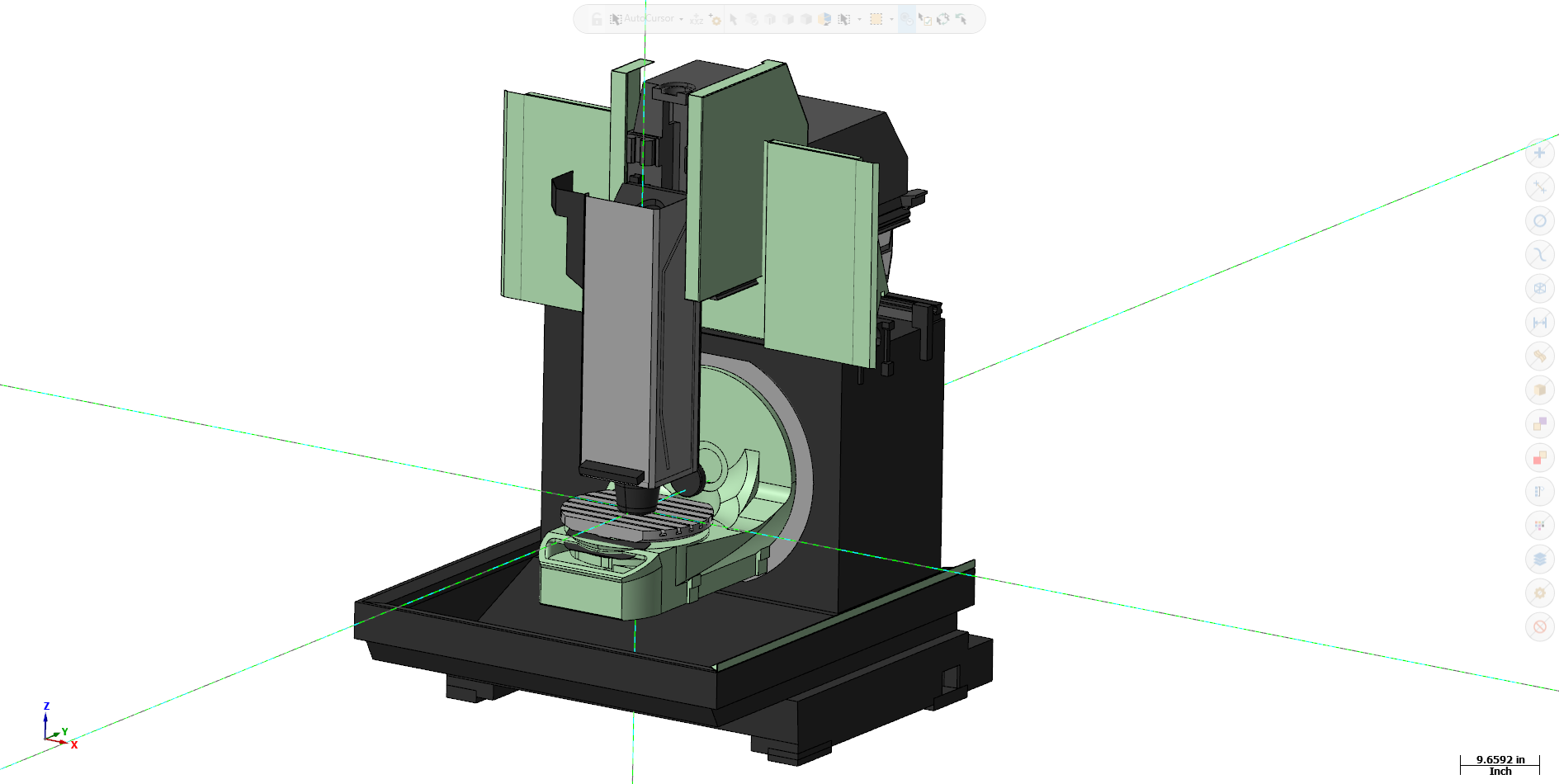
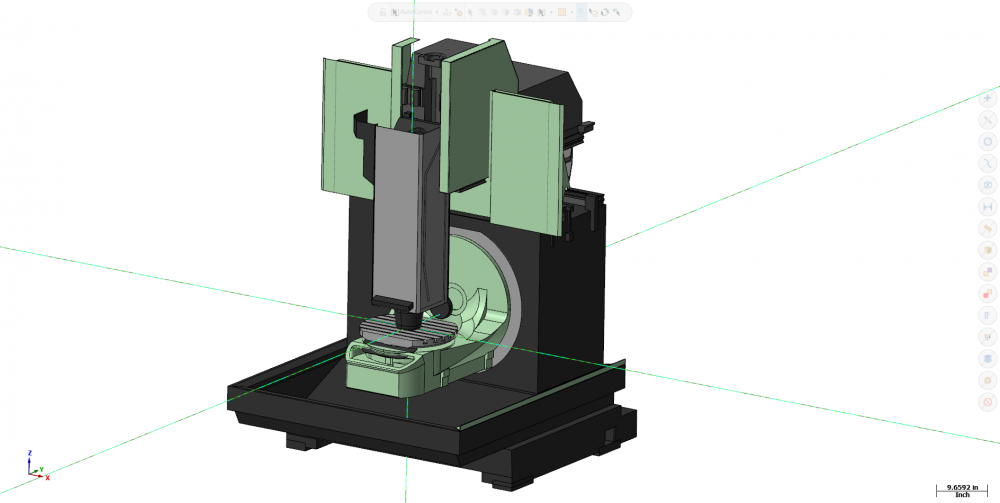
Save the rotate the machine to correct orientation in Mastercam to the WCS with the XYZ to the center of the table. then bring them into the machine sim. if not you will have to start with a add coord. Transform as the first thing in your machine to allow you to correct the orentation. I recommend starting with something like the image below in Mastercam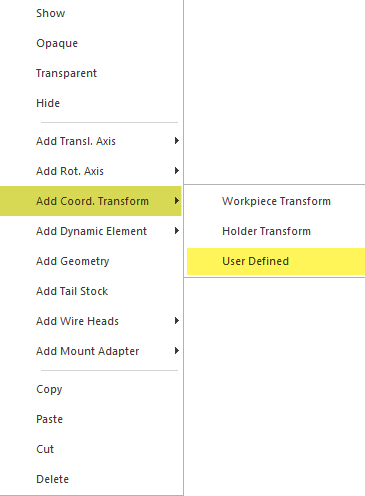
-
If you search KME will find a lot of information on them here. https://www.emastercam.com/forums/topic/76732-kme-5ax-tombstone/?tab=comments#comment-909045
-
Care to share a file with us to evaluate?
-
Pallet unclamp between toolpathe
Craig-B replied to BBprecise's topic in Post Processor Development Forum
After adding the canned text, you can use the toolpath editor and insert canned text at the point where the unclamp is needed. -
Post debugger was moved to the post dialog defaults in the Mastercam system configuration.
-
posting subs to seperate files?
Craig-B replied to medaq's topic in Post Processor Development Forum
This was covered on CNC software forum http://forum.mastercam.com/Topic24759.aspx -
This should work as well, G30V0. G30U0.W0. or G30V0. G30U0. G30W0.
-
-
subprogram nesting / external
Craig-B replied to SRD93PGT's topic in Post Processor Development Forum
This was covered on the mastercam forum http://forum.mastercam.com/Topic24759.aspx -
If you are not using Head Number (lstation$) you can use that to output your m-codes by string select or lookup table . G0 G90 G54 X0. Y0. A0. S2139 M3 M13
-
HAAS M19 Spindle Moves
Craig-B replied to R. Van Winkle's topic in Machining, Tools, Cutting & Probing
The only disadvantage that Its a fixed position and you will need several holders to a key-way at 0., 90., 180., and 270. Or you will have to do several indexes/ setups of the tool. -
HAAS M19 Spindle Moves
Craig-B replied to R. Van Winkle's topic in Machining, Tools, Cutting & Probing
Just another option, If it is precision broaching you might want to look at the (Benz LinS Axial Broaching System) -
compare your comment section of the mpfan to the post you are using. you should see the difference.
-
The code that I used look like this to rotate C axis 90 degrees, POPEN DPRNT[C1*90] m21 PCLOS
-
I've programmed these in the past with a 4 axis post and added the 5th rotation in with a misc integer and reals in Mastercam. I put the 5 axis rotations on different layers and controlled them by the misc integer and reals. I also created a macro B program to rotate the individual platters on the machine by the output from the misc integer and reals mastercam. to avoid all the DPRNT statement in the NC code. The misc integer output the platter sequence: Single output: -------------------------- 1 = Rotary platter 1 2 = Rotary platter 2 3 = Rotary platter 3 4 = Rotary platter 4 Duel output: -------------------------- 5 = Rotary platters 1 & 3 6 = Rotary platters 2 & 4 7 = Rotary platters 1 & 2 8 = Rotary platters 3 & 4 All output: -------------------------- 9 = All Rotary platters On the The machine the Output was (G65P9100 R5 C90.0) This would rotate rotary platters 1 & 3 90.0 degrees.
-
I build all my machine in mastercam then save the components out as .stl files. Then I open machine sim and start an new machine and re-assemble the .stl files with the machine kinematics.