Craig-B
-
Posts
437 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Craig-B
-
Looking for suggestions: MP pst file NC browser/viewer?
Craig-B replied to mavusi's topic in Post Processor Development Forum
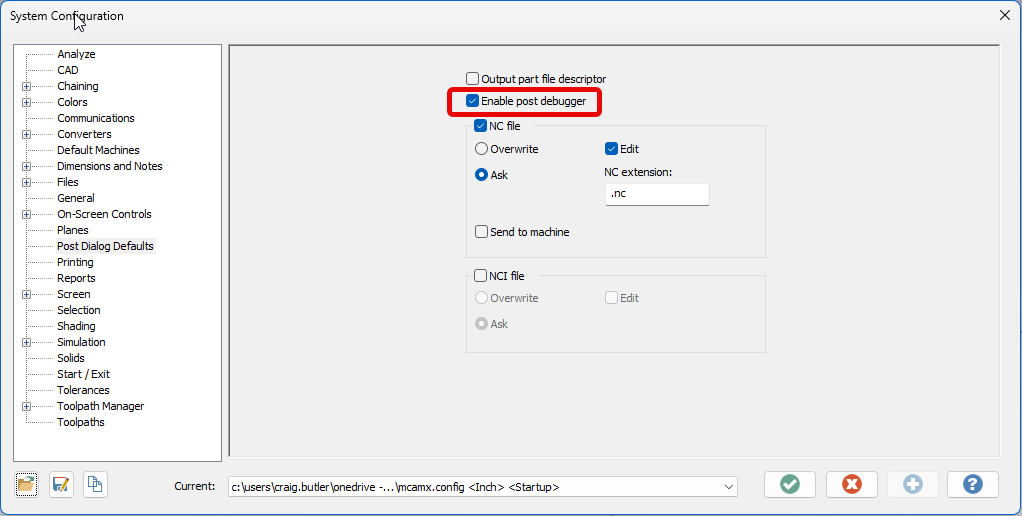
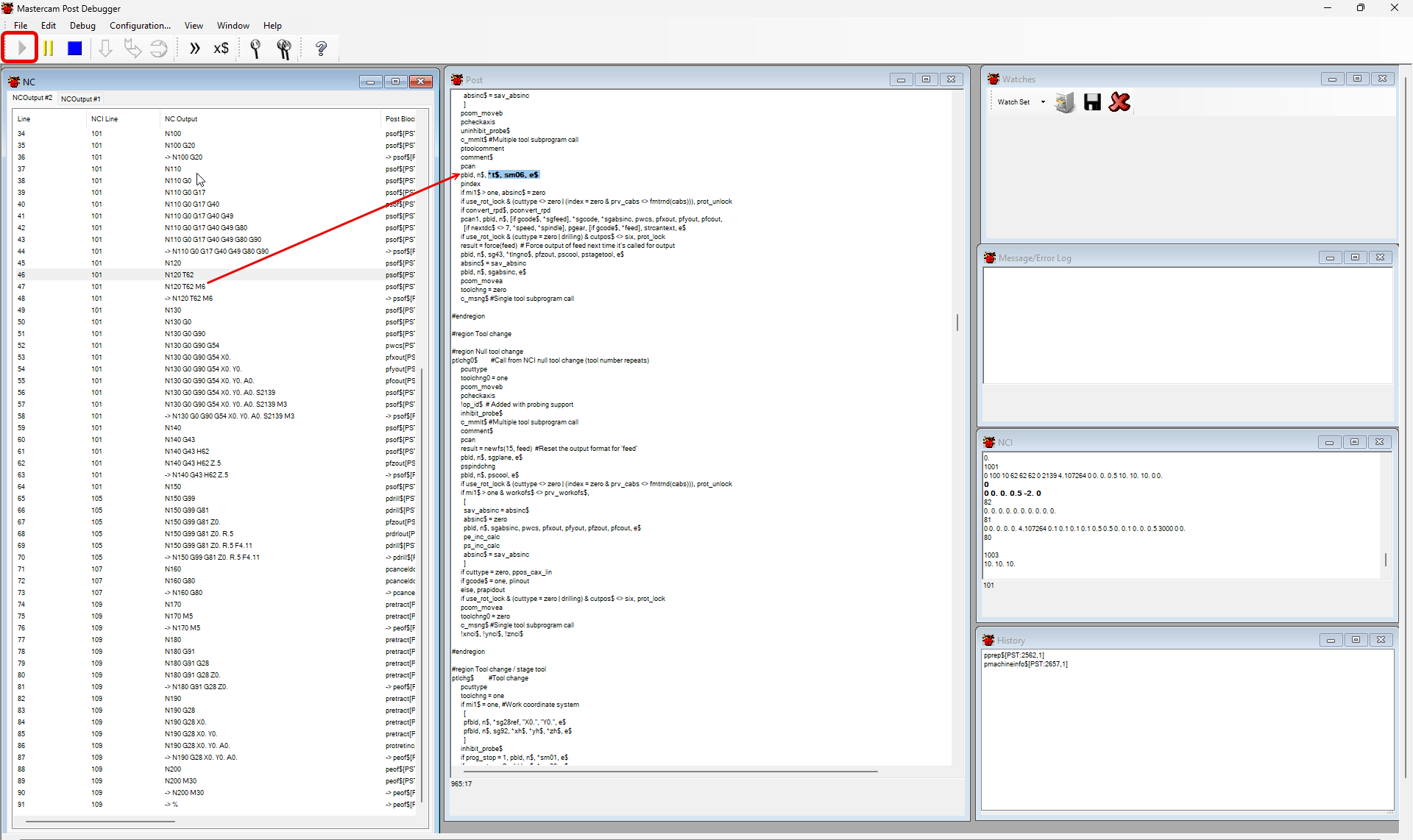
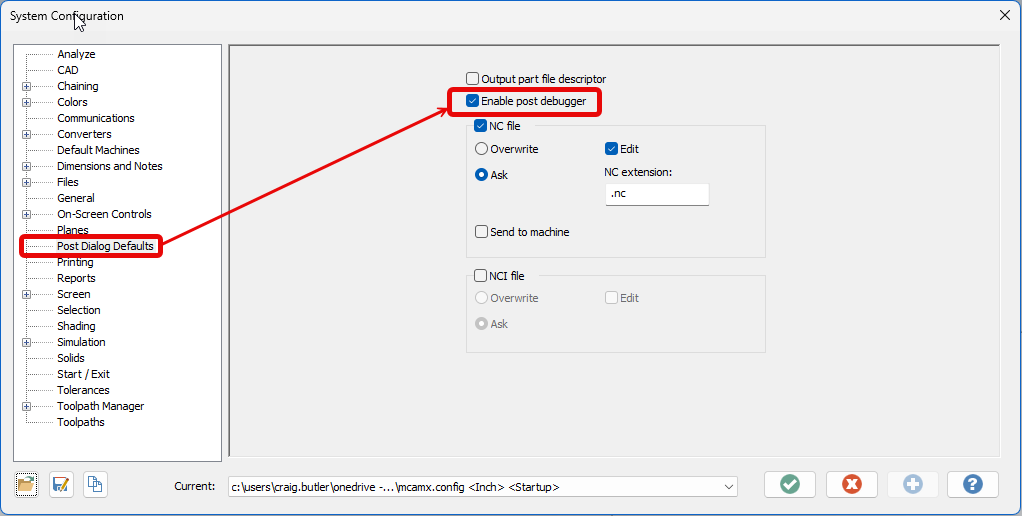
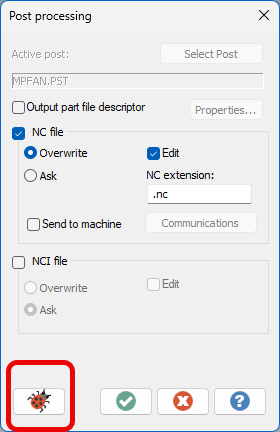
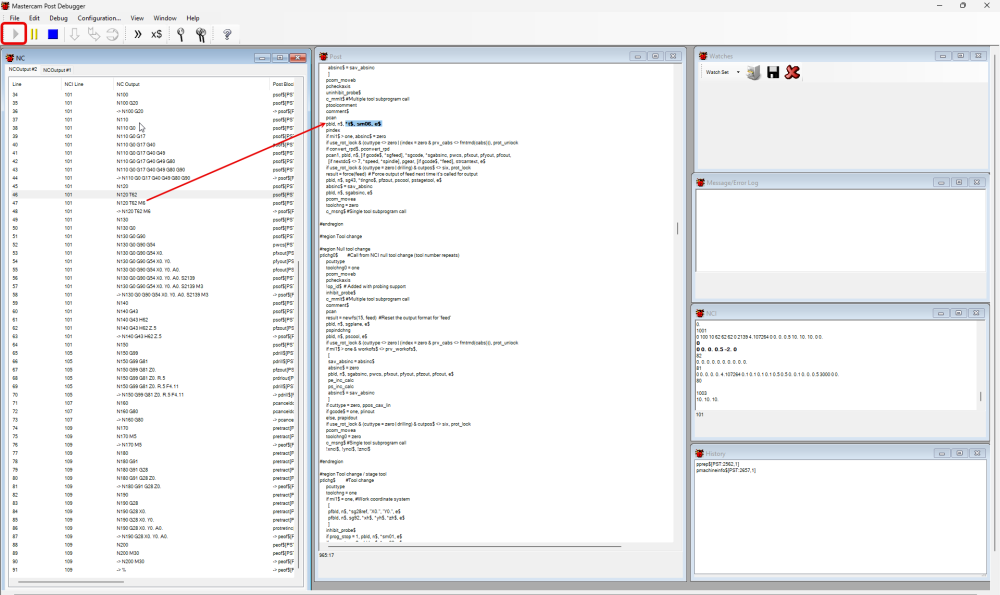
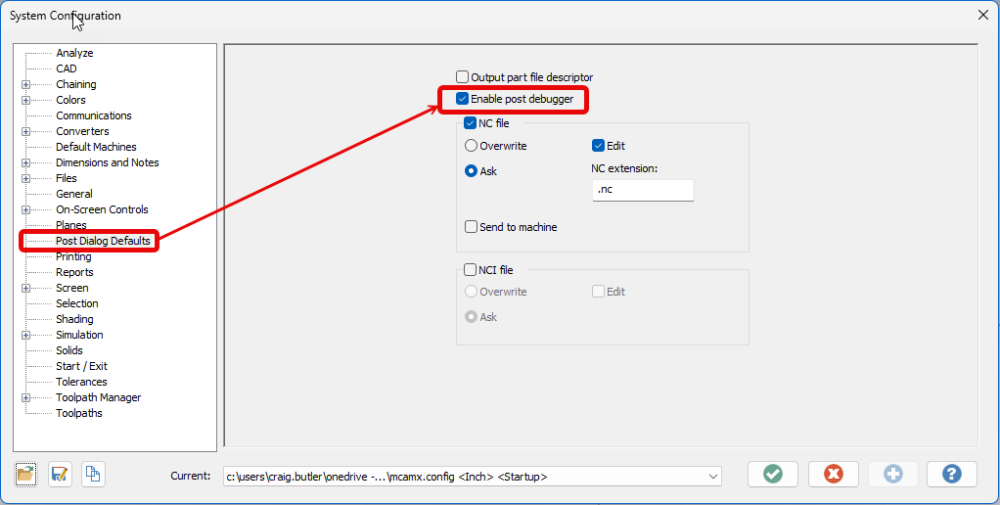
Hey Mavusi, They need to enable and use the post debugger. It will give you the ability to click on a G-code block in a .nc file and it will point you to the exact place in the .pst where that routine is defined. In the Mastercam configuration enable the post debugger. Instead of just posting run the debugger by selecting the bug When the debugger is launched press play run the file. In the NC window you will see the G-code if you double click the line of code it will show you where the code comes from in the post. Please note that if you have an encrypted post if will only show you the portion that is not encrypted.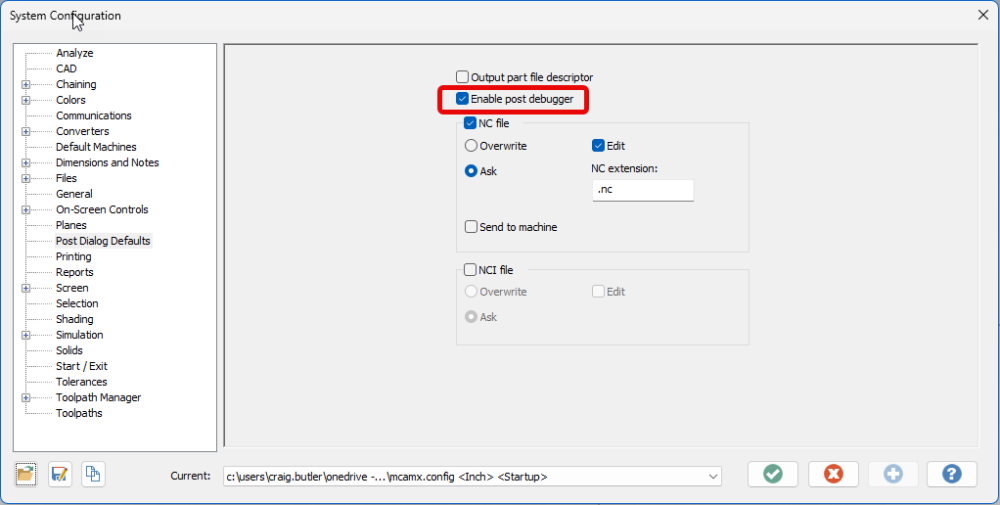
-
This is just a guess without a file. Did you select 3D geometry? If the geometry you select is flat to your plane you will only see 2D option under that dropdown on contour.
-
Your reseller, would be the best contact to help you with the edits unless you have experience in MP post. Not sure about your file sets, you could may be just needed to regenerate the selected operation and not delete it. Adding the safety line before every tool change you would need to create a line before the (pbld, n$, *t$, sm06, e$) following post blocks. psof$ #Start of file for non-zero tool number ptlchg$ #Tool change
-
Postblock for computer name or mac address
Craig-B replied to lim-mazak's topic in Post Processor Development Forum
You can get the info rmation maybe with the MP function "sysinfo()" sysinfo( ).pdf -
Can you make an example file showing the issue if you cant share the actual part. Some machines are setup different on the sub spindle and some changes may needed to get the correct output on the sub. I would make a Z2G file and include a marked up copy the expected output and send it to your reseller and share it here.
-
What post are you using? Most have a switch in the post to override the work offset and only output G54 only. This setting will need to be turned off in the post to get other offsets to output.
-
If you are using an updated copy of the Generic Fanuc 5X Mill from CNC Software, it has new switch that might help if you set it to yes$. use_tool_plane_as_bias : no$ # Use the tool plane XY orientation as a bias when tool is vertical? # When set to 'yes$' the operations' tool plane will be use to calculate # the primary axis angle. Link to Tech Exchange: https://community.mastercam.com/TechExchange/Parts/3544#partTitle
-
Tool Manager Tool Holder Identification Numbers
Craig-B replied to harpoon's topic in Industrial Forum
Someone correct me if I'm wrong, but it looks like the Mastercam tool holder library is based on the command tool holders.
- 5 replies
-
- 2
-

-
- tool manager
- tool
- (and 2 more)
-
You will have to keep them in Inch, and modify you post to output to Metric. This is the easiest way to do it I think, because changing the system will scale the part but not all the inputs, resulting in you converting all of your inputs for every toolpath by putting "IN" each field after the number to convert from inch to metric. Safely convert inch to metric outputs in a post. You can have your reseller help you with this. https://my.mastercam.com/knowledgebase/how-to-safely-convert-inch-to-metric-output-in-a-post/
-
Its could be the PC graphics card or the RAM, I do very large complex parts with no issue here. Windows 11 Enterprise Processor: Intel(R) Core(TM) i7-10875H CPU @ 2.30GHz 2.30 GHz RAM 32.0 GB 64-bit operating system NVIDIA Quadro RTX 3000
-
Sounds like your post, may not support G93 on axis sub, you may need some post modifications.
-
Machine simulation collision check tool vs. workpiece
Craig-B replied to Davor's topic in Industrial Forum
Just a note, make sure you have this checked in the Machine Simulation Options. This was not checked and was giving the same result you have with another user.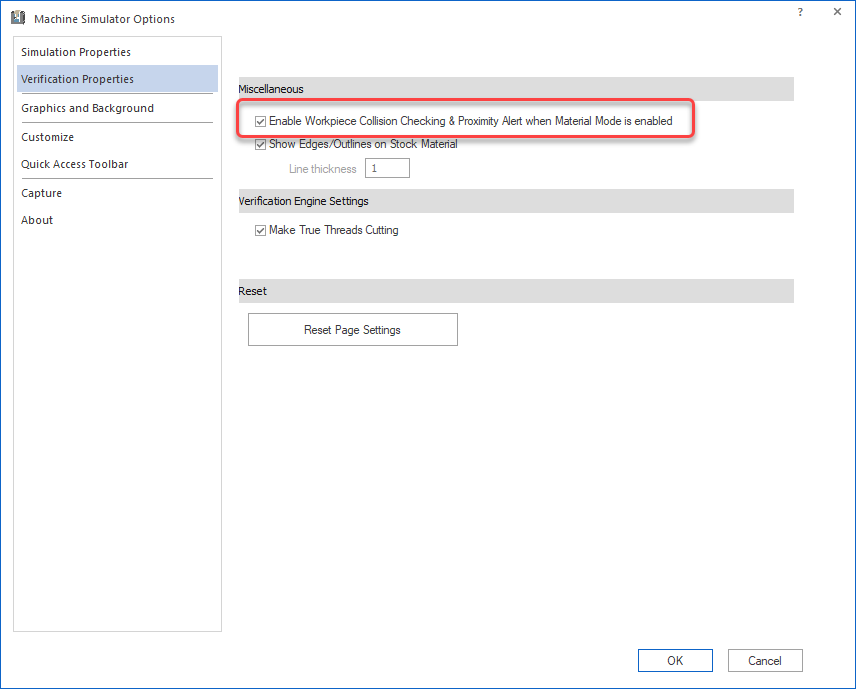
-
If money is an issue I would start with the (GENERIC FANUC 2X LATHE) post from Mastercam techexchange, and see what changes are needed, then ask here for help modifying the post. This forum has a lot of experience people who can help you make changes yourself.
-
In my experience a lot of opinfo function do not work in wire, but you can try something like the following with opinfo to read the next op. I hope this helps. current_op : 0 next_op: 0 current_op = opinfo(op_id$, 0) next_op = opinfo(op_id$, 1) if current_op = next_op, # First operation [ "First_op", ~threadx$, ~thready$, ~threadz$, e$ ] else, if next_op = (current_op + 1), # Next operation [ "Next_op", ~threadx$, ~thready$, ~threadz$, e$ ] else, # Last operation next_op = -99999. [ "Last_op", ~threadx$, ~thready$, ~threadz$, e$ ]
-
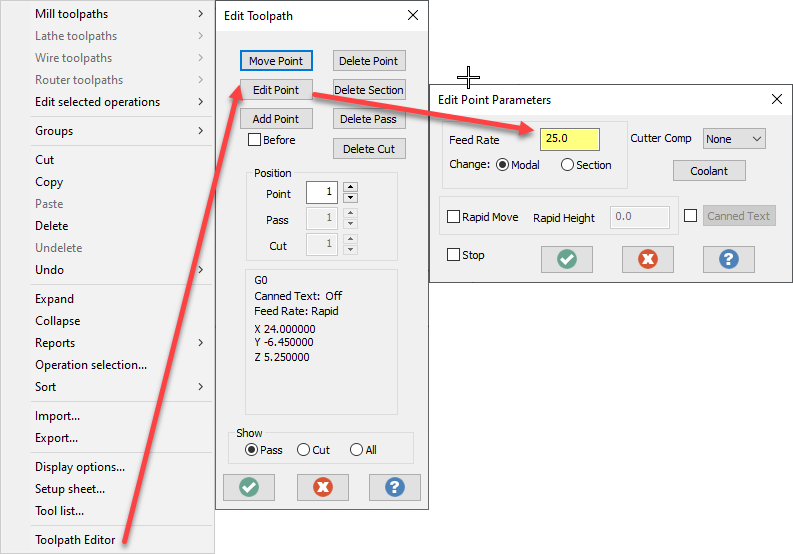
I may be way off here, But you can use the Mastercam toolpath editor and modify the federate where you need it to change. Also, this Circular milling feed rate calculator may help. https://schnittdaten.meusburger.com/circular-milling-feed-rate/
-
Try removing pspindleout, after the [if not(opcode$ = 3 & nextdc$ = 7), pspindleout], e$ see example below. Please note you may need to do this at psof$ and ptlchg$ depending on your post. if safe_index, [ if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pgear, e$ pbld, n$, *sgcode, [if not(index), sgabsinc, pwcs], pfcout, [if not(opcode$ = 3 & nextdc$ = 7)], e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ pbld, n$, pfxout, pfyout, e$ pbld, n$, pspindleout, e$ #NEXT LINE ] else, [ if lock_codes = one & not(index) & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ pbld, n$, pgear, e$ pbld, n$, *sgcode, [if not(index), sgabsinc, pwcs], pfcout, pfxout, pfyout, [if not(opcode$ = 3 & nextdc$ = 7)], e$ if lock_codes = one & not(index) & rot_on_x & cuttype = 0, pbld, n$, *slock, slockcomm, e$ pbld, n$, pspindleout, e$ #NEXT LINE ] phsm1_on #must remain before G43 pbld, n$, "G43", *tlngno$, pfzout, scoolant, e$ ]
- 1 reply
-
- 1
-
-
Ball endmills with taper neck
Craig-B replied to rgrin's topic in Machining, Tools, Cutting & Probing
Have you looked at Emuge? https://www.emuge.com/products/end-mills/turbine-program -
Back in 2015 when I was in manufacturing, we setup 32 machine with the Moxa devices and Cimco DNC this system seem to work well and was easy to manage. It worked better with the machine being wireless, because when we rearrange the shop we didn't have to run any ethernet to any of the machine that had this setup, they all just came back online.
-
Uncheck the output sequence numbers In the disk copy of the CD and change the post to like the following at the tool change. From: pbld, n$, *t$, sm06, e$ To: pbld, *n$, *t$, sm06, e$
-
Machine Sim Wrong Scale at Simulation
Craig-B replied to JAGUILAR24's topic in Post Processor Development Forum
The system likes Metric, it is the default in the file header. If you build the machine in inch, after you save it, open the XML file in an editor and make sure that the header says inch or it will scale it when you go to use it. Example: <?xml version="1.0" encoding="UTF-8" ?> <machine_definition> <machine_data name="Fanuc_Robodrill" version="1.8" units="metric" controller=""> Change it to the following: <?xml version="1.0" encoding="UTF-8" ?> <machine_definition> <machine_data name="Fanuc_Robodrill" version="1.8" units="inch" controller=""> -
Ability to change Tool length offset reference?
Craig-B replied to ThickChips's topic in Industrial Forum
This works well, I have used this method in the past.
-
POSTING RANDOM NUMBERS INPUT USING MR6$=
Craig-B replied to denkizz's topic in Post Processor Development Forum
Format head space in the format section in the post, and when you want it to output just put the following. fmt "" 2 head_space #Head Space head_space = mr6$ # This line says put the value of mr6$ on head_space variable. if mr6$, pbld, "(HEAD SPACING ", *head_space, ")", e$ # This line says if there is a value on mr6$ then output.- 5 replies
-
- 1
-
-
- mr6$=
- variable numbers
- (and 1 more)
-
Cutter Comp on G2/G3 Error
Craig-B replied to RunninWideOpen's topic in Machining, Tools, Cutting & Probing
Plunge after first move, and retract before last move is a good option if you need comp in a tight spot. The comp on/off moves will be outside the slot.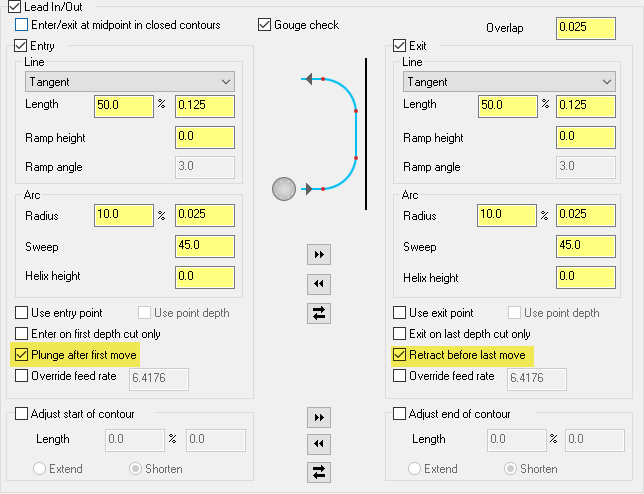
-
If possible within the laws and your NDA, could you share a pic of the finished part?
-
Post Processor comments to header
Craig-B replied to CMDesign's topic in Post Processor Development Forum
Can you share the pheader post block from your post, and the current NC output and modified NC output "what you would like it to look like"?- 6 replies
-
- 2
-
-

-
- post
- postprocessor
- (and 1 more)