Orvie
-
Posts
214 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Orvie
-

How to define a custom cutter -- Harvey 26802 Double Angle cutter
Orvie replied to Finegrain's topic in Industrial Forum
You can do this using and endmill tool definition, but you will not be able to put a radius on the top edge. https://www.dropbox.com/sh/smr3vo9js7u9a3x/AACA7vVrqZNCACCAvIa3auONa?dl=0 -
How to define a custom cutter -- Harvey 26802 Double Angle cutter
Orvie replied to Finegrain's topic in Industrial Forum
Attached is your tool & the DXF required to link it in Tool Manager. 26802.dxf 26802.tooldb -
It says they partnered with Mastercam to develop toolpaths for this. http://www.mmsonline.com/blog/post/new-tooling-technologies-for-today-tomorrow
-
I use the Guhring RF 100 Speed end mills with much success. They are made specifically for Dynamic Style tool paths. The core is very thick for rigid cuts & the web is thinned for ramping and plunging. https://www.dropbox.com/sh/smr3vo9js7u9a3x/AACA7vVrqZNCACCAvIa3auONa?dl=0 RF 100 Speed_USA_8-2.pdf GUHRING RF100 SPEED ENDMILLS STAINLESS STEEL OVER 233HB.tooldb GUHRING RF100 SPEED ENDMILLS STAINLESS STEEL UNDER 233HB.tooldb
-
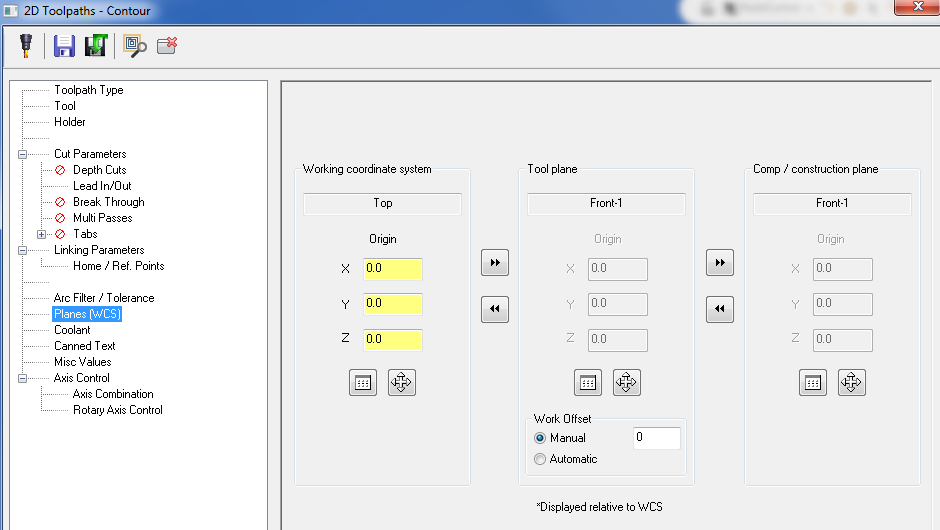
For 30 equal instances, your # of transforms should be 29. Your WCS needs to be Top. Your work offset should be set to "Manual" & 0. Posted just fine for me, you will need to add a clearance move between indexes though.

-
No forced tc during transform
Orvie replied to So not a Guru's topic in Post Processor Development Forum
If you leave "force tool change" unchecked in the parent operation, the transform ops will not have tool changes. My post will force a tool change anytime I fill in a comment, so you should also check "remove comments" in the transform operation. -
Thanks Colin! You are very generous.
-
I was looking at these too. They are only available for Fanuc & Mitsubishi controls. I wanted to package them with 2 brand new Okuma MB-66 verticals we are having quoted. (among other machines) Okuma will only use their own motors & encoders for DDRTs, so the Tsudakoma & Nikken units will not work. I have an RFEQ with OCJ, to see what can be done.
-
Hello, My name is Orvie John Smith. (it is not short for anything) I am 41 years old & live in Milwaukee WI. I am married to Katherine Smith & we have 6 beautiful daughters. Haylie(10), Ashleigh(9), Mollie(8), Natalie(6), Emily(5), & Tiffany(5). Yes, I mix up their names all the time. I work for Toshiba America Energy Systems. I started out as a Cutter Grinder making custom carbide tools for the automotive industry. I went on to mold making in the plastic injection mold industry. About a year and a half ago, I bought my own 5-axis seat of Mastercam to help support all of my beautiful ladies. Things are going well at work & at home. I love what I do, & I love teaching the new guys too. I am not certain how a space pilot pro is going to benefit my work, but I've read many great things about them & I'd love to find out the answer for myself.
-
I know Jody Romanowski. She has a business, "Hummingbird Integration". She is in fact a Cimco Reseller and more.
-
http://www.victornet.com/subdepartments/Acme-Taps/1320.html I would think a custom tap is the only way.
-
SSV on turning - Has anyone used this?
Orvie replied to Watcher's topic in Machining, Tools, Cutting & Probing
I I have never tried it any other way. This example including (comments) was given to me by Mr. Robson. I don't make it a point to quesiton him much. He has taught me so much about these controls. I like to pass along what I have learned whenever I can. We are currently having a few Mill-Turns quoted for the next fiscal year. Among the quotes were DMG-Mori & Doosan. I asked them if the Fanuc controls were capable of HSSV & they both assured me that this option was available. I told them that if they didn't have it, it would be a deal breaker. We use this feature on many projects. -
SSV on turning - Has anyone used this?
Orvie replied to Watcher's topic in Machining, Tools, Cutting & Probing
It is available on both if the control is Fanuc. I cannot speak for the Siemens control. -
SSV on turning - Has anyone used this?
Orvie replied to Watcher's topic in Machining, Tools, Cutting & Probing
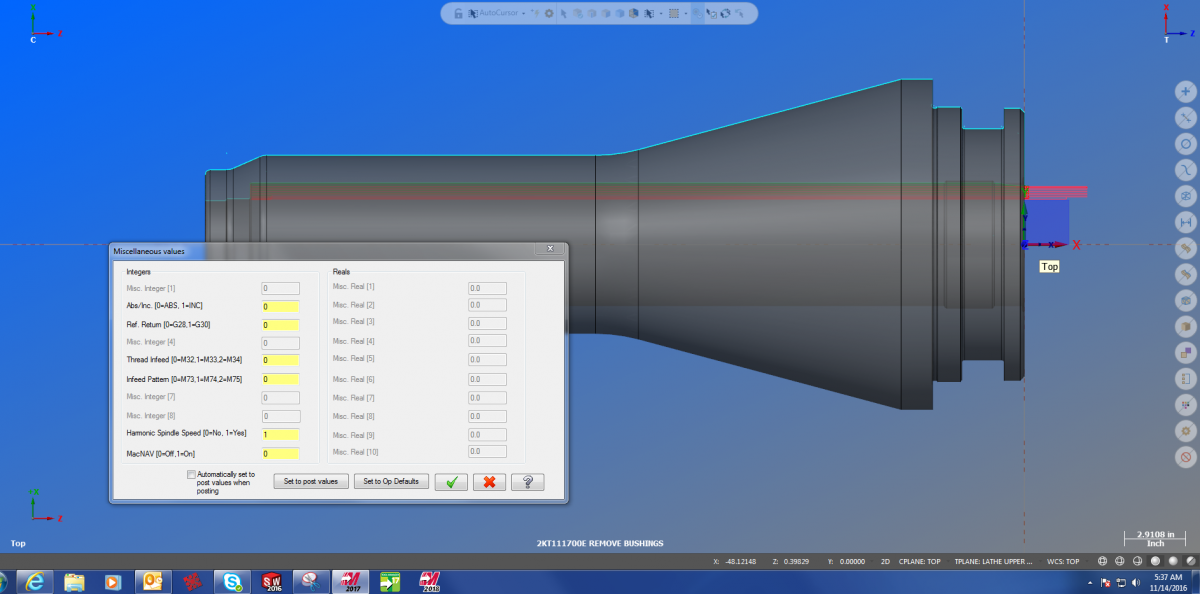
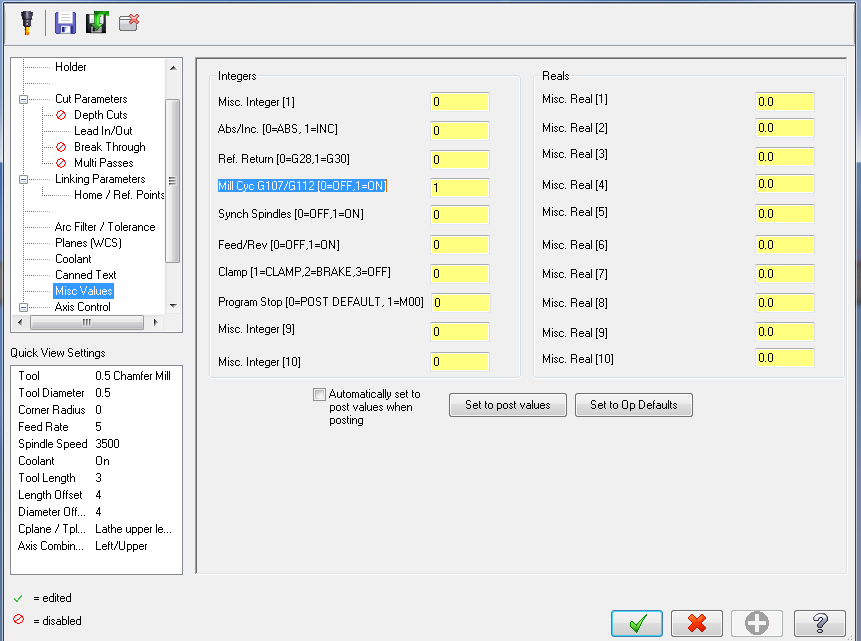
Okuma's HSSV (turning) is standard on all their lathes and works very well. It is programmable too. I have a misc integer for turning it on. The VSST (threading) is standard for oil country lathes but is an option for most. The nice part about VSST, is you can change the rpm in the program on the fly. (PROGRAMMED BY - [email protected]) (PROGRAM - O0293) (DATE - APR.-15-16) (TIME - 13:27) (DRAWING NUMBER - 2KT111700E) (DRAWING REV - 0) (OPERATION - REMOVE BUSHINGS) (MACHINE - OKUMA LB45III MY C3000) (ITEM NUMBER - P000) (PROVEN BY - KARL 4-18-16) VCHSW=0 (ACTIVATE CHUCK OPERATION MODE) CLEAR DEF WORK PAINTT LF, LC, [-390,0], [71,71], [12,0] PAINTT LF, LC, [-378,0], [71,85], [16,0] PAINTT LF, LC, [-362,0], [85,85], [164,0] PAINTT LF, LC, [-198,0], [85,157], [139,0] PAINTT LF, LC, [-59,0], [157,157], [15,0] PAINTT LF, LC, [-44,0], [130,130], [02,0] PAINTT LF, LC, [-42,0], [131,131], [12,0] PAINTT LF, LC, [-30,0], [110,110], [20,0] PAINTT LF, LC, [-10,0], [130,130], [08,0] PAINTT LF, LC, [-02,0], [130,126], [02,0] PAINTT LF, LC, [-390,0], [42,42], [09,0], 0 PAINTT LF, LC, [-381,0], [44,44], [12,0], 0 PAINTT LF, LC, [-369,0], [42,42], [06,0], 0 PAINTT LF, LC, [-363,0], [42,52], [07,0], 0 PAINTT LF, LC, [-356,0], [52,52], [06,0], 0 PAINTT LF, LC, [-350,0], [47,47], [351,0], 0 END DRAW (****************************************) N1 (REMOVE BUSHINGS) M01 M103 (CHIP CONVEYOR ON) T12 (TOOL - 12 OFFSET - 12) G0 X100. Z10. M05 M695 (HARMONIC SPINDLE SPEED CONTROL ON) VFLTQ=10 (SPINDLE SPEED % OF CHANGE) VFLTP=5 (SPINDLE SPEED MLSEC OF CHANGE) VFLTR=0 (TIMER MUST = 0) G50 S400 (OPERATION TYPE) VTLIN[12]=2 (TOOL SHAPE) VTLFN[12]=1 (INSERT ANGLE) VTLA1[12]=55 (LEADING EDGE ANGLE) VTLA2[12]=3 (TOOL LENGTH) VTLL[12]=40 (TOOL DIAMETER) VTLD[12]=4 M43 (3RD GEAR) G97 S430 M4 T121212 (DNMG 442) G18 G0 Z1.25 X4.5 M08 (FLOOD ON) M143 (HPC ON) G96 S500 Z.25 Z-35.998 X4.333 G95 G1 Z-36.098 F.012 Z-36.913 X4.33 Z-36.8776 G0 Z-35.918 X4.493 G1 Z-36.018 Z-36.8767 X4.4001 X4.33 Z-36.8414 G0 Z-35.838 X4.653 G1 Z-35.938 Z-36.8767 X4.473 X4.4023 Z-36.8414 G0 Z.25 X4.813 G1 Z.15 Z-36.8767 X4.633 X4.5623 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 55) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z.25 X4.973 G1 Z.15 Z-36.8767 X4.793 X4.7223 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 68) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z.25 X5.133 G1 Z.15 Z-36.8767 X4.953 X4.8823 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 82) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z.25 X5.293 G1 Z.15 Z-36.8767 X5.113 X5.0423 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 94) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z.25 X5.453 G1 Z.15 Z-36.8767 X5.273 X5.2023 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 107) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z.25 X5.5844 G1 Z.15 Z0. Z-.3252 G18 G2 X5.613 Z-.5943 L2.5363 G1 Z-36.8767 X5.433 X5.3623 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 123) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) X5.4436 Z-.4067 G1 X5.593 Z-.4732 G2 X5.6614 Z-.7656 L2.5363 G1 X5.7707 Z-1.0756 G3 X5.773 Z-1.0821 L2.4637 G1 Z-36.8767 X5.593 X5.5223 Z-36.8414 G0 Z6. M09 (FLOOD OFF) M142 (HPC OFF) M01 (CHECK INSERT - 139) M43 (3RD GEAR) M08 (FLOOD ON) M143 (HPC ON) Z-.9679 X5.5892 G1 X5.753 Z-1.0253 X5.7707 Z-1.0756 G3 X5.8456 Z-1.5034 L2.4637 G1 Z-36.85 G3 X5.7921 Z-36.8768 L.0268 G1 X5.753 Z-36.8767 X5.6823 Z-36.8414 G0 X4.5 Z1.25 M694 (HARMONIC SPINDLE SPEED CONTROL OFF) M09 (FLOOD OFF) M142 (HPC OFF) G97 S20 G0 X100. M05 Z10. M104 (CHIP CONVEYOR OFF) M01 (****************************************) N2 (FINISH PASS) M01 M103 (CHIP CONVEYOR ON) T12 (TOOL - 12 OFFSET - 12) G0 X100. Z10. M05 M695 (HARMONIC SPINDLE SPEED CONTROL ON) VFLTQ=10 (SPINDLE SPEED % OF CHANGE) VFLTP=5 (SPINDLE SPEED MLSEC OF CHANGE) VFLTR=0 (TIMER MUST = 0) G50 S400 (OPERATION TYPE) VTLIN[12]=2 (TOOL SHAPE) VTLFN[12]=1 (INSERT ANGLE) VTLA1[12]=55 (LEADING EDGE ANGLE) VTLA2[12]=3 (TOOL LENGTH) VTLL[12]=40 (TOOL DIAMETER) VTLD[12]=4 M43 (3RD GEAR) G97 S440 M4 T121212 (DNMG 442) G18 G0 Z1.25 X5.6044 M08 (FLOOD ON) M143 (HPC ON) G96 S650 Z.1 X5.6044 G95 G1 Z0. F.012 Z-.3252 G18 G2 X5.6813 Z-.7647 L2.5313 G1 X5.7906 Z-1.0747 G3 X5.8656 Z-1.5034 L2.4688 G1 Z-36.85 G3 X5.8021 Z-36.8817 L.0317 G1 X4.4101 X4.33 G0 Z1.25 M694 (HARMONIC SPINDLE SPEED CONTROL OFF) M09 (FLOOD OFF) M142 (HPC OFF) G97 S20 G0 X100. M05 Z10. M00 (****************************************) N3 (CLEANUP BORE) M01 M103 (CHIP CONVEYOR ON) T12 (TOOL - 12 OFFSET - 12) G0 X100. Z10. M05 M695 (HARMONIC SPINDLE SPEED CONTROL ON) VFLTQ=10 (SPINDLE SPEED % OF CHANGE) VFLTP=5 (SPINDLE SPEED MLSEC OF CHANGE) VFLTR=0 (TIMER MUST = 0) G50 S400 (OPERATION TYPE) VTLIN[12]=2 (TOOL SHAPE) VTLFN[12]=1 (INSERT ANGLE) VTLA1[12]=55 (LEADING EDGE ANGLE) VTLA2[12]=3 (TOOL LENGTH) VTLL[12]=40 (TOOL DIAMETER) VTLD[12]=4 M43 (3RD GEAR) G97 S220 M4 T121212 (DNMG 442) G18 G0 Z1.25 X5.8656 M08 (FLOOD ON) M143 (HPC ON) G96 S325 Z.1 G95 G1 Z0. X5.8656 F.006 G1 Z-36.85 X5.8736 (X FOR TAPER) G3 X5.8021 Z-36.8817 L.0317 G1 X4.3 G0 Z1.25 M694 (HARMONIC SPINDLE SPEED CONTROL OFF) M09 (FLOOD OFF) M142 (HPC OFF) G97 S20 G0 X100. M05 Z10. M02
-
I had this issue with 3 brand new machines, OSP300. Check these parameters & make sure there is some value for compensation deviation. We received our machines with zero tolerance as the setting. I have seen this many times with Fanuc arc tolerance settings also.
-
Your clearance plane is inside the part.

-
You can also use the MPLMASTER_THREADC post. You can create geometry for the exact lead out that you are looking for.
-
I had this issue with rotary limits. I had to set the Multi-turn parameter to ineffective. To avoid the directional codes (M15/M16), I set my rotary parameter to shortest direction. Shortest direction for rotation direction ( not M15 M16) NC Optional Parameter Bit No 69 Bit 0 4th-Axis to 1 Bit 1 5th-Axis to 1 Bit 2 6th-Axis to 1 After reset or Power on the rotary axis will always use shortest connection between 2 positions with M15 and M16 we can control CW or CCW. Short cut by M-Code M403 : 4th-axis M404 : 5th-axis M405 : 6th-axis If you issue M15 (M115) or M16(M116) in program this becomes direction command not shortest path If you change work coordinates machine will move not move in the shortest path Program Example: (****************************************) N1 (FOIL) M01 G30 P1 (TOOLCHANGE POSITION) M181 (CHIP CONVEYOR ON) M355 (CHIP COOLANT ON) G111 T1 Q0 VTWOH[1]=-.3125 (TL COMP ON FOR TCPC) (T1 - H1 - D1) (5/8 BALL ENDMILL) (DIA .625" - CORNER RAD .3125) G00 G15 H1 G56 H1 M510 (CAS OFF) X-11.6083 Y-1.9062 Z5.9391 A101.2357 G169 H1 X-11.6083 Y-1.9062 Z5.9391 A101.2357 S5600 M03 G131 F8000. J0 E.003 D.001 I0 L5. R.005 K3 Z.919 Y-1.5138 Z.997 G94 G01 Y-1.1215 Z1.0749 F150. X-11.6082 Y-1.1268 Z1.1012 A100.9599 F300. X-11.606 Y-1.1415 Z1.2495 A85.4882 X-11.5961 Y-1.0763 Z1.4348 A55.8885 X-11.5888 Y-1.0019 Z1.4987 A40.8955 X-11.5814 Y-.9275 Z1.5626 A25.7614 X-11.5735 Y-.8311 Z1.5807 A10.502 X-11.5711 Y-.8012 Z1.5887 A5.7444 X-11.5656 Y-.7347 Z1.5988 A355.2277 X-11.5587 Y-.6423 Z1.5664 A340.0684 X-11.5518 Y-.5499 Z1.534 A325.0362 X-11.5461 Y-.4214 Z1.3851 A295.3682 X-11.5453 Y-.3892 Z1.3002 A289.0178 X-11.5462 Y-.374 Z1.2585 A289.7559 X-11.5467 Y-.3584 Z1.217 A290.4958 X-11.546 Y-.3423 Z1.1757 A291.2397 X-11.5468 Y-.3254 Z1.1342 A291.9895 X-11.5491 Y-.308 Z1.0934 A292.7302 X-11.5495 Y-.2903 Z1.0528 A293.4758 X-11.5494 Y-.272 Z1.0123 A294.2268 X-11.5507 Y-.2531 Z.9722 A294.9761 X-11.5536 Y-.2336 Z.9323 A295.7212 X-11.554 Y-.2137 Z.8926 A296.474 X-11.5551 Y-.1933 Z.8532 A297.2318 X-11.5574 Y-.172 Z.8138 A297.9923 X-11.5575 Y-.1507 Z.7749 A298.7437 X-11.5591 Y-.1287 Z.7364 A299.5258 X-11.5609 Y-.1061 Z.698 A300.2703 X-11.5614 Y-.0828 Z.6594 A301.0443 X-11.5636 Y-.0594 Z.6218 A301.8735 X-11.5656 Y-.0348 Z.5835 A302.4494 X-11.566 Y-.0136 Z.5513 A304.1174 X-11.5674 Y.0018 Z.5305 A307.9043 X-11.5686 Y.0188 Z.5104 A311.5583 X-11.5704 Y.0367 Z.4917 A315.2044 X-11.5719 Y.0558 Z.474 A318.8959 X-11.5712 Y.0761 Z.4576 A322.6086 X-11.5751 Y.0976 Z.4424 A326.3255 X-11.5769 Y.1196 Z.4287 A330.0139 X-11.5799 Y.1429 Z.4163 A333.758 X-11.582 Y.1665 Z.4055 A337.4472 X-11.5843 Y.1906 Z.3963 A341.18 X-11.586 Y.215 Z.3887 A344.8915 X-11.5876 Y.2397 Z.3827 A348.6942 X-11.5896 Y.2706 Z.3771 A351.6457 X-11.5909 Y.3065 Z.3721 A353.7988 X-11.592 Y.342 Z.3685 A355.9657 X-11.5967 Y.3782 Z.3659 A358.196 X-11.597 Y.3849 Z.3657 A358.6152 X-11.5979 Y.4139 Z.3648 A.4193 X-11.6014 Y.4503 Z.365 A2.6674 X-11.6039 Y.4858 Z.3664 A4.87 X-11.6064 Y.5212 Z.3692 A7.0658 X-11.6077 Y.5565 Z.3733 A9.2788 X-11.6103 Y.5915 Z.3786 A11.469 X-11.613 Y.6264 Z.3851 A13.6562 X-11.6162 Y.7377 Z.3949 A.158 X-11.6161 Y.9422 Z.3417 A333.9499 Y.9434 Z.3412 A333.7973 X-11.6109 Y1.1038 Z.2037 A307.1523 X-11.5978 Y1.1886 Z.0084 A280.3121 X-11.5828 Y1.178 Z-.2054 A253.8917 X-11.5697 Y1.0848 Z-.3794 A230.7023 X-11.5728 Y1.0473 Z-.4238 A229.2913 X-11.5743 Y1.0084 Z-.4675 A227.8339 X-11.5746 Y.969 Z-.5097 A226.4824 X-11.5758 Y.9278 Z-.5516 A224.9707 X-11.5773 Y.886 Z-.5924 A223.5437 X-11.5788 Y.8307 Z-.6417 A219.6621 X-11.579 Y.7642 Z-.6916 A214.4093 X-11.5795 Y.6961 Z-.734 A209.5408 X-11.5797 Y.624 Z-.7707 A204.583 X-11.5796 Y.5487 Z-.8012 A199.5885 X-11.5793 Y.4712 Z-.8249 A194.61 Y.3916 Z-.8419 A189.5953 X-11.5801 Y.313 Z-.8517 A184.6885 X-11.5808 Y.2721 Z-.8536 A182.1551 X-11.5816 Y.2321 Z-.8548 A179.6833 X-11.5833 Y.1512 Z-.8509 A174.6705 X-11.5855 Y.0704 Z-.8399 A169.587 X-11.5854 Y-.0083 Z-.8221 A164.6194 X-11.5859 Y-.0842 Z-.7981 A159.8165 X-11.5867 Y-.1574 Z-.768 A155.0849 X-11.5915 Y-.228 Z-.732 A150.3558 X-11.5904 Y-.2951 Z-.6907 A145.6774 X-11.5899 Y-.3594 Z-.6434 A140.9094 X-11.5908 Y-.4193 Z-.591 A136.1308 X-11.5917 Y-.4753 Z-.5331 A131.302 X-11.5925 Y-.5255 Z-.4717 A126.5945 X-11.5933 Y-.5634 Z-.4184 A124.0957 X-11.5942 Y-.597 Z-.3678 A122.3631 X-11.5978 Y-.6289 Z-.3162 A120.6153 X-11.5974 Y-.6591 Z-.264 A118.8043 X-11.5984 Y-.6878 Z-.2107 A116.9943 X-11.598 Y-.7146 Z-.1568 A115.3203 X-11.5993 Y-.7389 Z-.1047 A114.1277 X-11.5994 Y-.7609 Z-.0556 A113.4718 X-11.6013 Y-.7821 Z-.0067 A112.9349 X-11.6018 Y-.8026 Z.0416 A112.408 X-11.601 Y-.8228 Z.0902 A111.8761 X-11.6033 Y-.8424 Z.1391 A111.3415 X-11.6056 Y-.8615 Z.1882 A110.8101 X-11.6066 Y-.8804 Z.2379 A110.2696 X-11.6062 Y-.8987 Z.2872 A109.7389 X-11.6044 Y-.9167 Z.3367 A109.1931 X-11.6052 Y-.9341 Z.3866 A108.6361 X-11.6078 Y-.9509 Z.4367 A108.084 X-11.609 Y-.9672 Z.4868 A107.5339 X-11.6088 Y-.9834 Z.5377 A106.9774 X-11.6071 Y-.999 Z.588 A106.4323 X-11.6066 Y-1.014 Z.6386 A105.8851 X-11.6094 Y-1.0283 Z.6895 A105.3343 X-11.6108 Y-1.0422 Z.7404 A104.7859 Y-1.0559 Z.792 A104.2326 X-11.6094 Y-1.069 Z.8431 A103.689 X-11.6074 Y-1.0816 Z.8943 A103.1458 X-11.6086 Y-1.0935 Z.9457 A102.5999 X-11.6084 Y-1.1051 Z.9971 A102.0556 X-11.6083 Y-1.1161 Z1.0487 A101.5116 Y-1.1215 Z1.0749 A101.2357 A101.2253 X-11.6076 Y-1.1268 Z1.1012 A100.9497 X-11.6072 Y-1.132 Z1.1272 A93.2241 X-11.6042 Y-1.1418 Z1.2475 A85.4921 X-11.5943 Y-1.079 Z1.431 A55.9066 X-11.5868 Y-1.009 Z1.5087 A40.9105 X-11.5785 Y-.9213 Z1.5655 A25.7667 X-11.5706 Y-.8302 Z1.5934 A10.4935 X-11.5682 Y-.8006 Z1.5974 A5.7134 X-11.563 Y-.7351 Z1.5987 A355.2053 X-11.5554 Y-.6393 Z1.5781 A340.0357 X-11.549 Y-.5514 Z1.5347 A324.9997 X-11.5449 Y-.4756 Z1.4661 A310.1004 X-11.543 Y-.4195 Z1.3806 A295.3449 X-11.5419 Y-.3969 Z1.3213 A292.1711 X-11.5409 Y-.3821 Z1.2792 A289.369 X-11.5403 Y-.3668 Z1.2374 A290.1077 X-11.539 Y-.351 Z1.1959 A290.8493 X-11.5378 Y-.3346 Z1.1545 A291.5959 X-11.5381 Y-.3175 Z1.1133 A292.3409 X-11.5382 Y-.3 Z1.0725 A293.0839 X-11.5372 Y-.282 Z1.032 A293.8322 X-11.5366 Y-.2635 Z.9917 A294.5823 X-11.5374 Y-.2443 Z.9515 A295.3296 X-11.5378 Y-.2246 Z.9117 A296.0786 X-11.5373 Y-.2045 Z.8723 A296.8341 X-11.5378 Y-.1837 Z.8327 A297.5936 X-11.5377 Y-.1624 Z.7935 A298.3499 X-11.5373 Y-.1407 Z.7547 A299.1171 X-11.5377 Y-.1185 Z.7164 A299.881 X-11.5376 Y-.0956 Z.6781 A300.6408 X-11.5379 Y-.0722 Z.6399 A301.4431 X-11.5386 Y-.0481 Z.6021 A302.1466 X-11.5389 Y-.0356 Z.5826 A302.4352 X-11.5386 Y-.024 Z.5648 A303.2691 X-11.5382 Y-.0069 Z.5402 A305.9963 Y.0091 Z.52 A309.7176 X-11.5386 Y.0266 Z.5006 A313.3688 X-11.539 Y.0452 Z.4826 A317.0392 X-11.5384 Y.065 Z.4656 A320.7433 X-11.5387 Y.0859 Z.45 A324.4606 X-11.5403 Y.1075 Z.4358 A328.1662 X-11.5415 Y.1306 Z.4226 A331.8856 X-11.5427 Y.1545 Z.4111 A335.6058 X-11.5435 Y.1779 Z.4015 A339.3204 X-11.544 Y.2008 Z.3937 A343.0465 X-11.5453 Y.226 Z.3869 A346.8076 X-11.5462 Y.2545 Z.3812 A350.1886 X-11.5465 Y.2895 Z.376 A352.7451 Y.3258 Z.372 A354.9095 X-11.5478 Y.361 Z.3694 A357.1125 X-11.5493 Y.3957 Z.368 A359.3438 X-11.5502 Y.4204 A.9278 X-11.5506 Y.4307 Z.3679 A1.584 X-11.5521 Y.4501 Z.3683 A2.7101 X-11.5533 Y.486 Z.3703 A4.917 X-11.5545 Y.5217 Z.3736 A7.1171 X-11.5548 Y.5571 Z.3782 A9.3342 X-11.5561 Y.5919 Z.384 A11.5284 X-11.5569 Y.6093 Z.3874 A12.6243 X-11.558 Y.6411 Z.3939 A13.7194 X-11.5602 Y.7534 Z.4006 A.2283 X-11.5606 Y.8561 Z.383 A347.3633 Y.8579 Z.3825 A347.1369 X-11.5584 Y.9572 Z.341 A333.8606 X-11.5557 Y1.0437 Z.2786 A320.5512 X-11.5508 Y1.1138 Z.1991 A307.187 X-11.5444 Y1.1649 Z.1043 A293.6939 X-11.5366 Y1.1929 Z.002 A280.3181 X-11.5284 Y1.197 Z-.1065 A267.0083 X-11.52 Y1.1767 Z-.211 A253.8906 X-11.5113 Y1.1333 Z-.3083 A242.2536 X-11.5062 Y1.0872 Z-.3732 A230.7155 X-11.5068 Y1.0687 Z-.3957 A230.0095 X-11.5075 Y1.05 Z-.4179 A229.3027 X-11.5077 Y1.0308 Z-.44 A228.5736 X-11.5079 Y1.0114 Z-.4619 A227.8436 X-11.5076 Y.992 Z-.4833 A227.1672 X-11.5073 Y.9723 Z-.5045 A226.49 Y.9518 Z-.5261 A225.7335 X-11.5077 Y.9119 Z-.5665 A224.262 Y.8896 Z-.5883 A223.5471 X-11.5078 Y.8638 Z-.6125 A221.6064 X-11.5075 Y.8333 Z-.639 A219.6651 X-11.5068 Y.8001 Z-.6652 A217.0391 X-11.5064 Y.7675 Z-.6888 A214.4129 X-11.5059 Y.7343 Z-.7106 A211.9789 X-11.5055 Y.6995 Z-.7315 A209.5444 X-11.5049 Y.6639 Z-.7508 A207.0657 X-11.5044 Y.6278 Z-.7685 A204.5865 X-11.5038 Y.5906 Z-.7847 A202.0893 X-11.5032 Y.5526 Z-.7993 A199.5915 X-11.5025 Y.5142 Z-.8123 A197.1021 X-11.5019 Y.4753 Z-.8235 A194.6122 X-11.5013 Y.4359 Z-.8331 A192.1045 X-11.5008 Y.3959 Z-.841 A189.5964 X-11.5005 Y.3569 Z-.847 A187.1425 X-11.5003 Y.3175 Z-.8513 A184.6884 X-11.5002 Y.2776 Z-.8541 A182.185 X-11.5003 Y.2572 Z-.8546 A180.9267 Y.237 Z-.8551 A179.6816 X-11.5004 Y.1962 Z-.8543 A177.1741 X-11.5006 Y.1555 Z-.8518 A174.6669 X-11.5008 Y.1149 Z-.8475 A172.1239
-
You will need to turn on Polar Coordinate Interpolation.

-
http://forum.mastercam.com/FindPost7991.aspx
-
https://youtu.be/Aywomq-TMW8
-
I hear that ICAM has a post engine that does this well.

-
In-House has this function working properly in my Okuma Lathe posts.
-
Triple Square Modified 10° thread
Orvie replied to gcode's topic in Machining, Tools, Cutting & Probing
I have had timing to feature requirements before too. I used to cut a custom thread on a 10' dia with a 4.0" lead. on a 5 meter VTL with double start threads. Yes, 10 foot Dia.,(rock crusher parts). Anyway, I would scribe the O.D. With stock still on, calculate my "Q" (angular) shift & go. My requirements for this particular thread were to be within .001" every 90 degrees. I'm just letting you know that you can thread this very accurately & faster than milling. HTH -
Triple Square Modified 10° thread
Orvie replied to gcode's topic in Machining, Tools, Cutting & Probing
You don't necessarily have to shift your start point for a multi-start thread. Sometimes clearances will not allow for this. You can use "Q" to shift the start angle. This works with canned threading & long code threading. (G32) So for a triple start thread you would use: G32 ............Q0. G32 ............Q120. G32 ............Q240. or; G76X_Z_I_K_D_F_A_P_Q_; I : Difference of radiuses at threads K : Height of thread crest (radius) D : Depth of the first cut (radius) A : Angle of the tool tip (angle of ridges) P : Method of cutting Q: Shift angle of thread cutting start angle Depending on your control, you may not be able to use decimal points for the "Q" value. Q120. could need to be Q120000 or similar.