





Tim Johnson
-
Posts
2,248 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tim Johnson
-
The dumbest thing I have ever seen in a mastercam post
Tim Johnson replied to pro grammer's topic in Industrial Forum
For most people the benefit goes both ways. -
Are you using Mastercam Mill/turn software or Mastercam Lathe software for programming your mill/turn?
-
Carbide thru tool drill recommendations
Tim Johnson replied to Tinger's topic in Machining, Tools, Cutting & Probing
I've tested the YG drills and didn't like them. I haven't tried the Nachi Revo drill but I love their flat bottom drills. We mainly use Mitsubishi along with Ghuring to fill the gaps. Kennametal coolant thru flat bottom drills work nicely for counter drilling cap screw holes but they have chamfered corners which eliminates them for a lot of our parts. For a little lower priced coolant thru drill I would recommend Ghuring. They also make nice end mills. -
I get them also. I just hit no and have had no issues. They either fix themselves or it's a false alarm.
-
All of my probing cycles are created through the drilling cycles and controlled through router programs embedded in the post. We write operations to probe either one part or two parts depending on the fixturing and the routers will set the new offsets for each part. We also have casted parts that need up to 10 work offsets each because of a need to hold ±.005 tolerances on the ±.030 casting. Again the router will assign the work offsets for each part dependent on the probing operations. All of our probing and cutting cycles are subprograms that use variables to determine the work offsets so one (or two) probing subs can create up to 64 work offsets per pallet. Our tool setting program is created as the program is written inside the post. When the program is posted, on each tool change the tool turns on a post variable that states that tool has been inserted into the tool setter file so if the tool is recalled later in the program it will be skipped in the tool setter program.
-
The RTX cards would be a better choice over the GTX cards but you should have a minimum of 4 GB of RAM. If the models in your files are smaller and not many of them the cheaper cards should do fine. The larger your models are and the more models you have in your files the better your video cards with more ram you will need. The range of the RTX cards are almost unlimited.
-
We have part revisions going on constantly here so the choice becomes either use solid lines and rechain every operation every time a solid is replaced, have multiple solids for less work or use wireframe and surface geometry and keep only the latest model. I choose the latter.
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
Tim Johnson replied to PcRobotic's topic in Post Processor Development Forum
Contact the person you purchase the holders from and he should be able to get them from the Techniks rep. That's what I did and I got a drop box of all the tools in .step files. -
I have material libraries for both basic materials and specific types of material. Different types of aluminum will basically the same speeds and feeds and only need a couple of libraries while different types of steels and plastics needs their own separate libraries. I also have different process speeds/feeds for each material in the libraries. A new end mill added into a 316 stainless library will start with four tool processes and more will be added as needed.
-
Yes your assumption is correct. I wrote most of the text before there was a control definition but with XML now being used it's easier to go through the control definition.
-
Here's how mine is set up.
- 10 replies
-
- 1
-

-
- misc values
- posts
- (and 1 more)
-
Possible to speed up Fanuc control?
Tim Johnson replied to Tinger's topic in Machining, Tools, Cutting & Probing
Your problem is that the search the way your currently doing is that the search always starts at the beginning of the program no matter where the search is called from. The only way to speed the search is to search for subprograms. There are a lot fewer O numbers to search for than line numbers. If your reason is having to individually delete the subprograms due to wanting to keep certain programs in memory then you should make those programs O8xxx or O9xxx and lock those programs using your machine parameters. You can then delete all the part programs in one process without deleting the programs you want to keep in memory. -
Hosed myself on WCS plane, hopefully for the last time
Tim Johnson replied to nperry's topic in Industrial Forum
What I do on every operation is just click through every segment (unless it's turned off and I want it off) and confirm that's what I want. In this case when I get to the Planes (WCS) it's almost always correct but it only takes a couple seconds for confirmation. If it's not, I fix it and go on my merry way. -
Some camplete tricks i worked on
Tim Johnson replied to Leon82's topic in Machining, Tools, Cutting & Probing
Thanks Ron, -
Some camplete tricks i worked on
Tim Johnson replied to Leon82's topic in Machining, Tools, Cutting & Probing
We are getting quotes from several manufacturers for a mill turn. The Nakamura rep was showing our director Camplete and I was asked about it. I'm sure we'll get Vericut for whatever machine we get. With that said is there still redeemable value with Camplete along with Vericut? -
Some camplete tricks i worked on
Tim Johnson replied to Leon82's topic in Machining, Tools, Cutting & Probing
Does anyone use Camplete for Nakamura mill turns? If so is it worth the purchase? -
Carbide drill for 316 stainless - recommendations needed
Tim Johnson replied to Thad's topic in Industrial Forum
Yeah, I was also told drilling 316 with a flat bottom drill was a bad idea for the same reason. -
Carbide drill for 316 stainless - recommendations needed
Tim Johnson replied to Thad's topic in Industrial Forum
I helical bore and helical circle mill in 316 quite often. The helical circle mill would helical bore thru the hole at a smaller diameter then give a finish circle pass to remove the burr. -
Carbide drill for 316 stainless - recommendations needed
Tim Johnson replied to Thad's topic in Industrial Forum
That's why we use a flat bottom drill but you need material against the bottom of the part and under the hole to lessen the burr no matter what kind of drill you use. I agree with the crazy millman. Helical circle mill the hole with a 5/32" or a 3/16" coated end mill. -
Carbide drill for 316 stainless - recommendations needed
Tim Johnson replied to Thad's topic in Industrial Forum
316sst is not necessarily "hard". The molybdenum in 316 does make it a lot tougher and more chemical resistant than 304sst. What you need to watch out for with an uncoated carbide drill is the accumulation of heat to the point that the cobalt can no longer hold on the the carbide at a faster pace. If you start seeing notches in your drill then you will need to cut the rpm. If your drill has a web point you need to either give it a split point or cut the rpm to lessen the heat. I would go 80 to 100 sfm. -
Carbide drill for 316 stainless - recommendations needed
Tim Johnson replied to Thad's topic in Industrial Forum
You didn't mention a thickness but here's what we use for 3/8" 316 sheetmetal https://www.mitsubishicarbide.net/webcatalog/OMA14F002BLogic.do?r=7227010211147191945 OOPs, a little late -
FANUC macro - high speed look ahead
Tim Johnson replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
I do the same thing with exception of the length. 88.8888" -
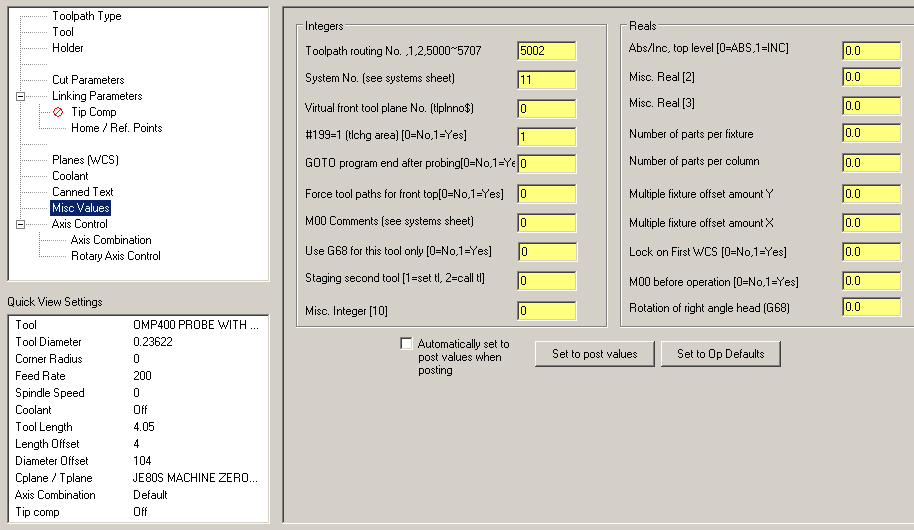
Parameters of tool in Mastercam
Tim Johnson replied to MR.Cua's topic in Machining, Tools, Cutting & Probing
I think number 1 is tooling sheet data. The only field I use in that block is Chuck. I add the tool holder name in that field and it gets added to the tooling list. Number 2 is a set of parameters for how a milling tool is to perform. If you are using a 1/2" end mill and put 40% rough XY step you will get .200 width of cut in your tool path. If you put 40% in the rough Z step you will get a .200 depth of cut. finish XY and finish Z work the same way for your finish pass. I don't use the rough and finish check boxes since that will be controlled inside the operations. That may also be for the tooling sheet. -
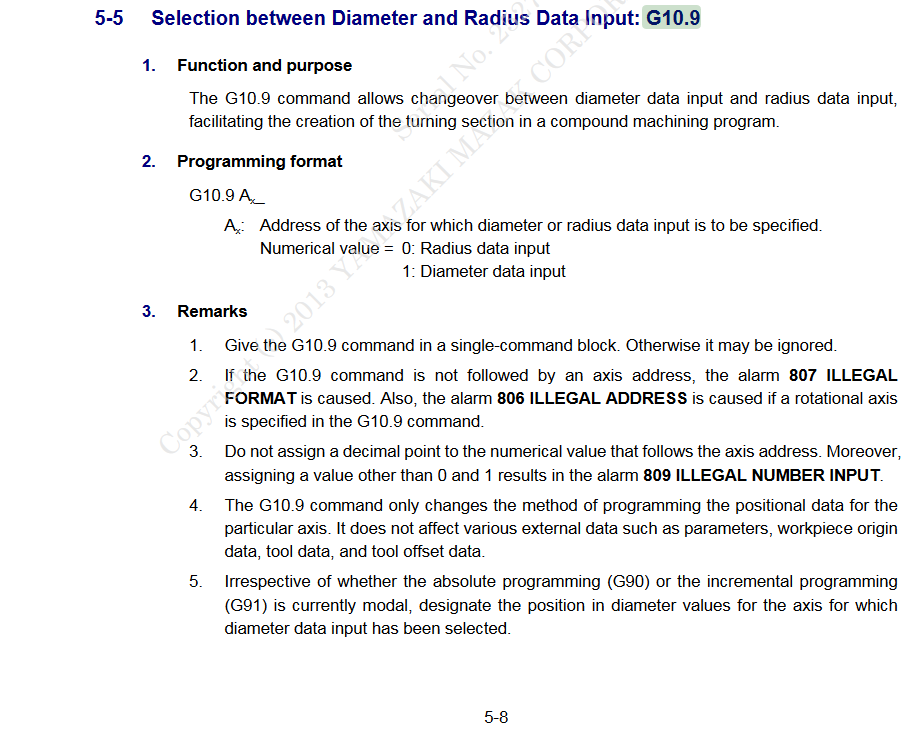
From our i-300st docs... G10.9 X0 or G10.9 X1
-
Make the robot a shovel and let it spread the chips when it's just reading a magazine.

