





Tim Johnson
-
Posts
2,248 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tim Johnson
-
FANUC Custom MACRO B Cheats
Tim Johnson replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
I told the engineer I could program it that close. -
FANUC Custom MACRO B Cheats
Tim Johnson replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
How about if you need to hold ±.001 locations from centerline on a 2 1/2 foot long rectangular extrusion tube with .600±.040 walls, ±.074 on width and height, up to .018 straightness per foot and up to 1/4° twist per foot ? -
I don't know how it got on. I deleted the attachment from my name even though I didn't put it there. I ordered 1/2 dozen of them yesterday. Edit: Maybe it was still attached from me copying it and pasting into the e-mail but I copied the tool path so it should have disappeared.
-
You can try something like this; G0 X1. Y-1. G59 G65 P9810 Z.91 F200. G65 P9811 Z.41 G65 P9810 Z5.22 #150=#2706 <<<<<<<<<<<<<<<<<<<<<< G0 X3. G65 P9810 Z.91 F200. G65 P9811 Z.41 G65 P9810 Z5.22 #151=#2706 <<<<<<<<<<<<<<<<<<<<<<<<<< IF[#151LT#150]THEN#151=#150 <<<<<<<<<<<< G0 Y-2. G65 P9810 Z.91 F200. G65 P9811 Z.41 G65 P9810 Z5.22 #151=#2706 <<<<<<<<<<<<<<<<<<<<<< IF[#151LT#150]THEN#151=#150 <<<<<<<<<<<<<<<<<<<< G0 X1. G65 P9810 Z.91 F200. G65 P9811 Z.41 G65 P9810 Z5.22 #151=#2706 <<<<<<<<<<<<<<<<<<<<<<<<<<< IF[#151LT#150]THEN#151=#150 <<<<<<<<<<<<< #2701=#2701+[#150-.01] <<<<<<<<<<<<<<<<<<< M30 What you may need is something different but this should give you an idea on where to start.
-
Without see what you're trying to do, Try giving your Z depth incremental Z0.
-
The last time I tried it (more than a few versions ago) both the ID and OD feed rates were the same and both were wrong.
-
Post Debugger - Variable watch - Server Error
Tim Johnson replied to Kevin E's topic in Industrial Forum
Not the post itself. The post output in the program. I know where I added the post data if a change is needed. Vericut will show the variable results in its own variable window.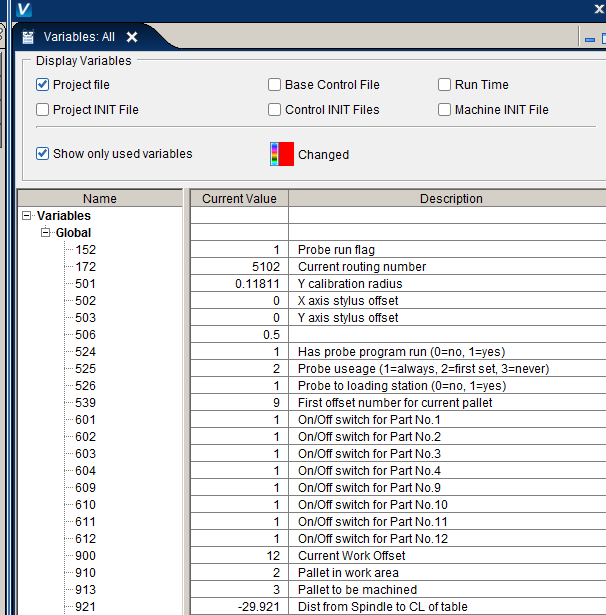
-
Post Debugger - Variable watch - Server Error
Tim Johnson replied to Kevin E's topic in Industrial Forum
I use Vericut to debug variables. It works great. -
We had a problem with drills and taps "doglegging" into a wall with #1401.1 =1. Fanuc stated that there is still a small amount of doglegging going on and the only way to fix it is to use G1 for every movement. I ended up doing full retracts between the three holes since this was the only part we have had an issue with. I think that part is obsolete now.
-
I could see speeding up the feed as a possible issue for probe stylus breakage but unpredictable motion seems odd.
-
Switching Probe On/Off with M96 and M97
Tim Johnson replied to mayu's topic in Machining, Tools, Cutting & Probing
Your O9833 looks similar to ours. O9833(REN SPIN OFF) G65P9724 #148=0 #149=0 #2=#5043-#116 #4=0 #3=#2-[.10*#129] N2 G04X.1 G31Z#3F[100*#129] IF[ABS[#5043-#116-#3]GT#123]GOTO5 G0Z#2 IF[#4EQ4]GOTO4 IF[#4EQ0]GOTO3 #3001=0 WHILE[#3001LT9000]DO1 END1 N3 S500M3 #3001=0 WHILE[#3001LT1000]DO1 END1 M05 #4=#4+1 GOTO2 N4 #[3006-[[#120AND8]/8*6]]=1(PROBE SWITCH OFF FAILURE) N5 G0Z#2 M99 Our probes activate once they enter the work area and turn off a certain amount of time (30 seconds?) after they leave the work area. You may need to set/reset the probe parameters on the probe itself to get it to work. -
The Meaning of Probe Calibration in XY
Tim Johnson replied to mayu's topic in Machining, Tools, Cutting & Probing
Every machine here has their own individual program based on the machine position of our gage fixture which is mounted on pallet a. % O7001(PROBE TOTAL CALIBRATION) (K:NCSYS\ENSHU GE480H\PROBE\AUTO-CAL193.NC) (THIS WILL USE THE AUTO-CALIBRATION FIXTURE) (FIXTURE OFFSET -- G54) (XOYO CENTERLINE -- Z TOP OF RING GAGE) M00(SET TOOL LENGTH WITH A TAPE MEASURE) (THIS PROGRAM MUST BE RUN ON PALLET A) #5221=0 #5222=0 #5223=#921 #5224=0 G00 G17 G20 G40 G49 G80 G90 G94 M06 T04 (4" LONG PROBE) G10L52 N6202R00000001 G11 M19 G54 X3.1003 Y-31.5124 <<<<<<<<<<<< each machines actual center point G43 H04 Z13. G65 P9810 Z11.3 F20. G65 P9801 Z10.8425 T04 G65 P9810 Z13. F200. G65 P9810 X.00116 Y-30.63373 G65 P9810 Z10.7 G65 P9802 D1. G65 P9804 D1. G65 P9810 Z13. F200. M30 % -
Here's a little snippet of an probing inspection program... O4242 (4" LONG OMP400 PROBE INSPECTION PALLET A) IF[#153EQ#0]GOTO1 N32770 G00 G90 X30.1239 Y17.1176 (B0.) M19 N32780 G43 H04 Z4.5 N32790 G65 P9810 Z3.8 F200. N32800 G65 P9814 D1.03 N32810 #5301=[[#135+#[[[#4130*20]-20]+7001]]+[1.8865]] N32820 #5302=[[#136+#[[[#4130*20]-20]+7002]]+[-1.4216]] N32830 G65 P9810 Z4.5 F200. N32840 Y18.8676 N32850 G65 P9810 Z4.25 F200. N32860 G65 P9811 Z3.75 N32870 #5303=[[#137+#[[[#4130*20]-20]+7003]]+[-4.]] N32880 G65 P9810 Z4.5 F200. N32890 #[6981+[[#181+1.]*20]]=#5301 N32900 #[6982+[[#181+1.]*20]]=#5302 N32910 #[6983+[[#181+1.]*20]]=#5303 N32920 #[6984+[[#181+1.]*20]]=#[6984+[#181*20]] (1.030*DIA*THRU*SHEET*3) N32930 #900=#181+1 N32940 X-1.8865 Y1.4216 Z4.5 G54 P[#900] N32950 G65 P9810 Z3.8 F200. N32960 G65 P9814 D1.03 N32970 G65 P9810 Z4.5 F200. POPEN DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***1.030*DIA*THRU*SHEET*3***] DPRNT[X-1.8865*Y1.4216*DIA*1.03*TOL*+/-*.005***] DPRNT[***RESULTS***X#135[24]*Y#136[24]*DIA*#138[24]] DPRNT[-----------------------------------------------------------] DPRNT[] (1.25*DIA*LOWER*BOSS*SHEET*3) N0210 X-10.2018 Y4.961 N0220 G65 P9810 Z4.5 F200. N0230 G65 P9814 Z3.8 D1.25 R.25 N0240 G65 P9810 Z4.5 F200. DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***1.25*DIA*LOWER*BOSS*SHEET*3***] DPRNT[X-10.2018*Y4.961*DIA*1.25*TOL*+/-*.002***] DPRNT[***RESULTS***X#135[24]*Y#136[24]*DIA*#138[24]] DPRNT[-----------------------------------------------------------] DPRNT[] (1.25*DIA*UPPER*BOSS*SHEET*3) N0250 X-9.0995 Y6.8449 N0260 G65 P9810 Z4.5 F200. N0270 G65 P9814 Z3.8 D1.25 R.25 N0280 G65 P9810 Z4.5 F200. DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***1.25*DIA*UPPER*BOSS*SHEET*3***] DPRNT[X-9.0995*Y6.8449*DIA*1.25*TOL*+/-*.002***] DPRNT[***RESULTS***X#135[24]*Y#136[24]*DIA*#138[24]] DPRNT[-----------------------------------------------------------] DPRNT[] (.252*DIA*LOWER*POCKET*SHEET*3) N32980 X-3.686 Y-3.737 N32990 G65 P9810 Z3.45 F200. N33000 G65 P9814 D.252 N33010 G65 P9810 Z4.5 F200. DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***.252*DIA*LOWER*POCKET*SHEET*3***] DPRNT[X-3.686*Y-3.737*DIA*.252*TOL*+/-*.001***] DPRNT[***RESULTS***X#135[24]*Y#136[24]*DIA*#138[24]] DPRNT[-----------------------------------------------------------] DPRNT[] (.252*DIA*UPPER*POCKET*SHEET*3) N33020 X2.092 Y4.814 N33030 G65 P9810 Z3.45 F200. N33040 G65 P9814 D.252 N33050 G65 P9810 Z4.5 F200. DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***.252*DIA*UPPER*POCKET*SHEET*3***] DPRNT[X2.092*Y4.814*DIA*.252*TOL*+/-*.001***] DPRNT[***RESULTS***X#135[24]*Y#136[24]*DIA*#138[24]] DPRNT[-----------------------------------------------------------] DPRNT[] (FIRST POINT .870 UPPER O-RING SIDE DISTANCE) N33060 X-7.8232 Y8.035 N33070 G65 P9810 Z3.4 F200. N33080 G65 P9821 A-137. D.25 N33090 G65 P9810 Z4.5 F200. N33100 #[940+1]=#135 N33110 #[940+2]=#136 N33120 G65P9834 (.870*UPPER*O-RING*SIDE*DISTANCE*SHEET*3) N33130 X-8.4595 Y7.4417 N33140 G65 P9810 Z3.8 F200. N33150 G65 P9821 A-137. D.25 N33160 G65 P9810 Z4.5 F200. N33170 #[950+1]=#135 N33180 #[950+2]=#136 N33190 G65 P9834 A-137. D.87 DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***.870*UPPER*O-RING*SIDE*DISTANCE*SHEET*3***] DPRNT[***DISTANCE*.87*TOL*+/-*.005***] DPRNT[***RESULTS***DISTANCE*#138[24]***] DPRNT[-----------------------------------------------------------] DPRNT[] (FIRST POINT .400 UPPER O-RING FLOOR DISTANCE) N33200 X-8.8618 Y7.0666 N33210 G65 P9810 Z4.25 F200. N33220 G65 P9811 Z3.75 N33230 G65 P9810 Z4.5 F200. N33240 #[940+3]=#137 N33250 G65P9834 (DEPTH*UPPER*O-RING*FLOOR*1*SHEET*3) N33260 X-8.4595 Y7.4417 N33270 G65 P9810 Z3.8 F200. N33280 G65 P9811 Z3.3 N33290 G65 P9810 Z4.5 F200. N33300 #[950+3]=#137 N33310 G65 P9834 Z-.4 N33320 #961=#137 N33330 #962=#137 POPEN DPRNT[] DPRNT[-----------------------------------------------------------] DPRNT[***DEPTH*UPPER*O-RING*FLOOR*1*SHEET*3***] DPRNT[***DISTANCE*-.4*TOL*+/-*.001***] DPRNT[***RESULTS***DISTANCE*#138[24]***] DPRNT[-----------------------------------------------------------] DPRNT[] Report... ----------------------------------------------------------- 1.030 DIA THRU SHEET 3 X-1.8865 Y1.4216 DIA 1.03 TOL +/- .005 RESULTS X-1.8866 Y1.4213 DIA 1.0243 ----------------------------------------------------------- ----------------------------------------------------------- 1.25 DIA LOWER BOSS SHEET 3 X-10.2018 Y4.961 DIA 1.25 TOL +/- .002 RESULTS X-10.2011 Y4.9600 DIA 1.2507 ----------------------------------------------------------- ----------------------------------------------------------- 1.25 DIA UPPER BOSS SHEET 3 X-9.0995 Y6.8449 DIA 1.25 TOL +/- .002 RESULTS X-9.0989 Y6.8439 DIA 1.2506 ----------------------------------------------------------- ----------------------------------------------------------- .252 DIA LOWER POCKET SHEET 3 X-3.686 Y-3.737 DIA .252 TOL +/- .001 RESULTS X-3.6861 Y-3.7371 DIA .2514 ----------------------------------------------------------- ----------------------------------------------------------- .252 DIA UPPER POCKET SHEET 3 X2.092 Y4.814 DIA .252 TOL +/- .001 RESULTS X2.0917 Y4.8135 DIA .2514 ----------------------------------------------------------- ----------------------------------------------------------- .870 UPPER O-RING SIDE DISTANCE SHEET 3 DISTANCE .87 TOL +/- .005 RESULTS DISTANCE .8704 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 1 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3977 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 2 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3977 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 3 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3968 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 4 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3969 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 5 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3969 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 6 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3968 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 7 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3976 ----------------------------------------------------------- ----------------------------------------------------------- DEPTH UPPER O-RING FLOOR 8 SHEET 3 DISTANCE -.4 TOL +/- .001 RESULTS DISTANCE -.3981 ----------------------------------------------------------- I don't know how this got in...
-
Machining inclined groove with T slot
Tim Johnson replied to Shadi salhab's topic in Industrial Forum
If you don't have a 5 axis and the groove bottom is flat you can use a sine vise on top of a sine plate but the top walls will need to be surfaced with an undercutting type cutter. -
We have a part made from Noryl™ that needs a "customer visible" finish or what would be a very nice finish with Delrin™ (previously what we used) on the OD of the material. The material is around Ø6.00 and the diameter tolerance is loose. I'm thinking we need a dead sharp uncoated insert that can handle abrasive material but I could be completely wrong. Can anyone give me insert recommendations? TIA
-
I don't know what our "packages" are but our Fanuc and Mitsubishi probing are the same on the programming side.
-
What documentation are you looking through? I'm at home but the documentation we have shows the program numbers and variable numbers used and how to use them.
-
https://www.osgtool.com/a-brand-a-lt-pot-16535
-
Royal quick grip collet chuck
Tim Johnson replied to Jespertech's topic in Machining, Tools, Cutting & Probing
We have them on our two 4-axis lathes. They work very well. -
Award cutter is about a mile away from Conical tool and is less costly than Conical. They both have the same quality.
-
Are you nesting the same part or an assembly of parts? If they're the same part or multiple different parts you may be able to use subprograms to lessen the crunch time.
-
4 Axis Lathe - Ideas for Clocking Parts
Tim Johnson replied to mayu's topic in Machining, Tools, Cutting & Probing
Is the part to be aligned a purchased part? If not, you can machine the holes and slot on the lathe. -
Try creating your own end mill with the radius you want .dxf style.
-
Carbide thru tool drill recommendations
Tim Johnson replied to Tinger's topic in Machining, Tools, Cutting & Probing
The last i knew MA Ford was contracted to regrind drills for Mitsubishi but with the Mitsu grind. An MA Ford sales rep told our tool crib guy that MA Ford was licensed to use that grind on their drills. Our Mitsu rep says that isn't so and he was going to check into it. I have not heard anything since. -
The dumbest thing I have ever seen in a mastercam post
Tim Johnson replied to pro grammer's topic in Industrial Forum
Most customers will benefit as much or more than the post developers through savings in time needed to build their own and getting a better post.



