mikenaturalice
-
Posts
138 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by mikenaturalice
-
The center looks wonky, but maybe they are trying to represent where the collet might be recessed into the nut a bit? (doesn't explain *concave* but..)
-
is it bad form to ask for a machine sim?
mikenaturalice replied to medaq's topic in Industrial Forum
If you have purchased the machine, and have made at least first payment, or down payment, don't see why you can ask for your copy of CAMplete now so you can start learning it. And as above, there wasn't a need to buy a post, or have a seperate MCX machine sim as CAMplete does all that for you. -
Alot of times I am programming 2 or 3 similar parts. The first one might take half a day or more, but I can then re-use toolpaths like Matt said and the next two parts might only take an hour each.
-
Thanks Colin! I was never really sure, but I thought it was doing something* with the Gcode as it did the posting "routine" the same as posting the NC code before the simulation would start. And I would say I am a novice user of 5 axis. *something is as technical as I can be on that subject LoL
-
I am not familiar with those codes, I am assuming they are for DWO, TCP, and 3d length comp? On the UMC750 it is G254 for dynamic work offset (3+2) and G234 for TCP (full 5 axis) and G141/G142 for 3d length. I can say all those functions worked fine using a post from Postability (?). Got the post and full machine sim for xx (cheap relatively speaking). And it was gcode sim pretty sure as it went through the posting 'routine' before it ran the simulation. It also gave warnings about a C axis rewind, which the UMC handles with a parameter to make it do the shortest revolution back to zero point and reset the C to zero instead of unwinding 1000 degrees or whatever. edit: Never had a crash with my machine and post (if you are wondering about the simulation factor).. just sayin'
-
That seems odd, not saying it is wrong as I don't know enough to be sure... I programmed a chamfer path (odd shape where I really needed to control lead in/lead out etc) and just manually edited a B90. into the program and it drew correctly on the toolpath. Did not get a chance to verify it ran 'cuz a mazatrol guy got it done in Mazatrol....
-
Also, you can try dopdf 8. For some reason here at work the cutepdf is blocked as malware. I am using dopdf and it works great with Mastercam.
-
Rotary axis substitution breaks C axis moves into many lines
mikenaturalice replied to wdg5555's topic in Industrial Forum
I got that type of output too using a post for Haas UMC750. Postability guys made it. Didn't seem to hurt anything, but the Haas rotary is by no means fast anyways. I will agree it is a little annoying to see 100's of lines of code in what could be 10-20, or something similar. -
Peck Drill output G0 and G1... not a canned cycle
mikenaturalice replied to DCOPE17's topic in Industrial Forum
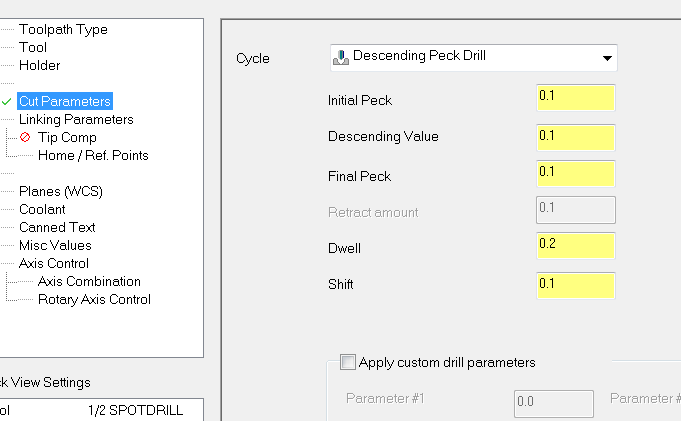
Does your machine support the IJK format for peck drilling? Where I is the first peck, J is the decrease in peck size, and K is the minimum peck value. G98 G83 Z1.376 R.1 I.5 J.1 K.1 F11.7 edit: screenshot is from X9
-
The only thing I would add to what Ron said, I did a similar project and left a few thou clearance in the keys, since the machine key ways were not perfect. That way, if you have a very long piece, you have some room to indicate the tailstock perfect. The key is leaving just enough that it is easy to indicate perfect, but not so much you spend 20 minutes indicating it in.
-
So anyone, think the OP will be back to report if any of these suggestions helped? Also, Colin G's post reminded me that there are two check boxes at the top for perpendicular and tangent entry. Might have those mixed up for whatever contour op you are doing.
-
If you think they are "limitless" in Pro-E our guy must not be very good LoL. Seriously though, I say that about Mastercam (limitless options), like you said tons of options just for lead in lead out. I would bet it is because we both are very familiar with 'our' software, yours being pro-e and mine being Mastercam. What version are you using? What are you trying to achieve exactly (a file will help)? I think the lead in lead out is very straightforward so I can't imagine what problem you are actually having, other than just not being familiar.
-
Creating Custom Tools from Geometry
mikenaturalice replied to Mickey@acceltool's topic in Industrial Forum
I've asked before, although I don't think I got a direct answer. For those of you using solid models for toolholders, is it just because you find it easier, or you want it exact, or..? I only ask because I thought the holder libraries in Mastercam were pretty good. They allow pretty decent modification too, however you can't make a radius. Back to the question of it being exact, anyone ever use a solid model from a company and find it is not the same as the solid file? -
Forcing MCX to select edges, etc
mikenaturalice replied to mikenaturalice's topic in Industrial Forum
You are right. I should have been more clear, I was actually specifically speaking of drafting LoL when I mentioned the CAD side of it! The actual CAD, creating geometry, solids, filleting/chafering said solids, is quite good!! I hate the fact I have to create a sketch plane in Inventor, then the tools just seem odd to me to create lines and things. Now the solid modeling in Inventor is spot on! Back on topic, thanks Thad for the heads up on creating a direct dimension (I'm lazy and always use the smart dimension), I might add that to my shortcut menu if I continue needing to dimension solid rounds. -
WOW! That is salty! I think Inventor Pro with the full HSM package (lathe and full 5 axis) is only like $400/month. Ya, that is $k a year more or less, but still. Besides, full blown MCX now (lathe, 5 axis) is probably$$-$$k + $k year for maint..?
-
Forcing MCX to select edges, etc
mikenaturalice replied to mikenaturalice's topic in Industrial Forum
I can toggle the edge button on and off (face and body are grayed out) but it doesn't seem to do anything, just tried it. Still wants to grab the center of round solid bodies. It's not killing me LoL, just a little nuisance. edit: As much as I like Mastercam vs every other CAM I have used, the CAD side is really lacking I am finding out the more I dig into Inventor pro... thats some nice stuff! -
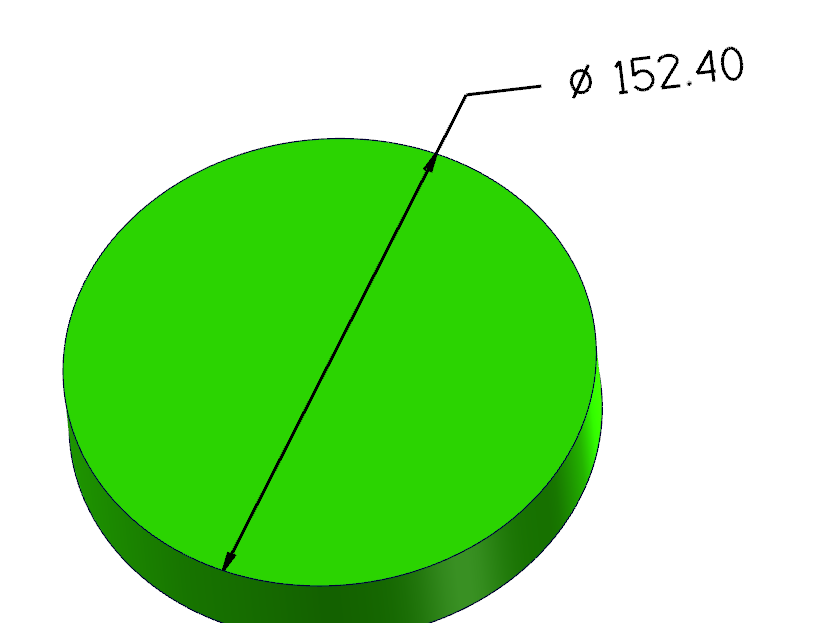
Hey guys, using MCX9. Is there a way to force Mastercam to select an edge only without going into the filter options? For example, I have a simple extruded 'bar' no wireframe, solid only. So I want to put a dimension on the OD and Mastercam continually wants to grab the center of the piece instead of the edge. If I wiggle the mouse around it sometimes will grab the edge, but for some reason this particular part took forever to get to the edge instead of the centerpoint. Appreciate any help. thanks, Mike
-
-
Hmmm... different strokes, different folks and all that, but that seems odd to me. A couple jobs ago, we did 95% of our work on rotaries. The transform was sooooo easy!! Program a 'patch' of the part, transform/rotate around an axis, BOOM part programmed! I suppose it depends alot on what you program and HOW you program to make it usefull, but I thought the transform/rotate/mirror functions were the cat's xxxx. I am using hsm inventor at a PT job and it is such a pain to do rights/lefts and/or mirror images of parts/features. It might be int here somewhere, but after 10-12 years of Mastercam, I can't ever seem to find what I am looking for...
-
Verify comparison: Mastercam X6 vs Mastercam 2017
mikenaturalice replied to Titanium's topic in Industrial Forum
I might have missed something, but why are your tolerances so close on the verify settings? Similar to what Ron said, verify is just one tool in the box so to speak. I have never used it as my... end result? Not sure how to put that, just saying the part is the part, not what verify shows.... And yes, I understand about job shop work and prototyping where you don't necessarily get a full day or week to program and tweak. For that same reason I have always just used verify as "close enough" and then prove out the part on the machine. -
@Ron. You seem to have atypical experiences, at least to me. I would not argue any of what you said, but I think very single place I have worked for has the mindset of "buy the best value", which to them is never the really the best, its a copout way for them to buy just one step up from the cheapest junk available. Keep in mind as I say this today I am working at a multibillion $ company, that still won't spend money on machining related stuff. So I don't think what I said previously really has much to do with a budget, it seems to be a mindset. Although it is fair to say that machining is not our primary, or even secondary, business. It is still frustrating however... One time we needed to buy a precision boring head for our first cnc milll (years ago, different job) and I argued for a high end tenth setting type. The owner pooped himself when he saw the price so he went with a cheapo bare bones Criterion (yes, I know). Surprise surprise we struggled to get holes in tolerance. I know we paid for that precision head over and over again in time lost fiddling around, but the owner just couldn't see it.
-
Why not just do the fixes in Catia? Sounds like you guys are riding the fence between not spending some money and being inefficient.
-
Programming a metric tap when in inches mode
mikenaturalice replied to krosen's topic in Industrial Forum
This is what I do too. Convert the metric to inches, then play with rpm to get a whole number for feed, or maybe just one decimal place. -
This might be entirely reseller independent, but you can have your hasp setup so the mill/lathe/design are independent. For example, one could have milling and one could have lathe. I would think* you could purchase just a seat of design, not sure if it is cost effective however. *Worked two places that had different configs for the hasp key, but that was back a few versions ago.
-
Last place did not have ac in the machine shop. But god forbid the wire edm room got over 73degrees!! I could never wrap my head around that. The wire is doing 'precision' work, but the bores on all of our parts were +.0007/-0. Nah, we can turn that when the shop is 95degrees....