mikenaturalice
-
Posts
138 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by mikenaturalice
-
Ha! Try hsm if you want unpredictable!!! I can't remember ever seeing it (repaired nci) in X9, but I don't use X9 much, still using X8 mostly. I don't see it in X8 either, so I would conclude it is something in your pc/network/config, etc that is causing it.
-
Settings>Load workspace (X9).
-
If I was in that area I would jump all over that. Just the thought of being in something that sounds so exciting! I want to play with the MX520!!!
-
5 Axis Spot Facing?
mikenaturalice replied to Matthew Hajicek - Singularity's topic in Industrial Forum
I think with my limited experience 3+2 is best for helix and circle milling. If you have multiple ops (for each hole/feature) it sort of takes away the pain of creating the planes... Although plane creation is very easy, it does suck if you have to make 30 or 40 of them and name them, sort them, etc etc -
I know this doesn't help, but we have ITAR controls and clearances,etc. Surprisingly the IT department here only once asked me about MCX. It showed up (for some reason) as unregistered or something, I just had them contact our reseller for license and purchase info....
-
Huh! I ran a VF2 with an HRT210 on it. Ran just fine (indexing and full 4th axis machining). It does use up a little real estate but it works. We might have had a riser under it, or a subplate of some kind as maybe the T slots don't line up in the VF2, not sure...
-
No, I think we might have had the same boss at one time! HAHA. Seriously though, sometimes it is faster to let the machine/cam/programmer do their thing and get the part cutting instead of tweaking every single feature to save a minute here and there. Yes, you get in production then you start looking for those time savings, but for 1-2-50 parts it often does not offer any payback (unless you really have the programming dorked up!).
-
You are right, but if you play with the options in facing you can make it pretty much act the same way as the first one. I get what people are saying about it adding up over hundreds or thousands of parts, but I think you can get the face to perform very well if you just play with options. I use to let it 'default' to leaving the part completely at the end of stroke, but unless you are trying to achieve something special with the finish there is no need. As long as the radius of the cutter machines the very far corners it does not have to completely leave the part if you use the high speed loops option. I don't think there is anything wrong with drawing your own lines and programming a contour to face with, I just don't see it as necessary for the most part. A very long time ago (maybe X2 or X3) a guy said this same thing "the facing doesn't work right so i draw my own lines", I just called BS on that. It will do what you want if you play with options. Yes, if you are trying to shave 1-2-3 seconds off each part, ya maybe with your own lines and using contour you can do that. Fortunately for me I am not in that position!
-
I've never understood this logic personally ^. The facing toolpath always works fine for me... How much time are we talking here (wasted cutting air)? I guess if you are routinely facing 4 foot lengths or so, sure you don't want to cut air for that much, but in "regular" size blocks (3,4,6,10" etc) whats the big deal? I know someone will chime in about production and how much time you save by eliminating that one extra pass, sure I get that, but glad that isn't an issue for me! You said you don't have enough memory, holy crap that must stink!
-
Your graphics card needs to support dual monitors first. If you only have one port, I suspect it does not... Although, my old work pc had one monitor connected with some type of adapter, and one hdmi. Honestly, if it is not hdmi I could not tell you what kind of port it is anymore!
-
multiple setups...how do you approach?
mikenaturalice replied to MIL-TFP-41's topic in Industrial Forum
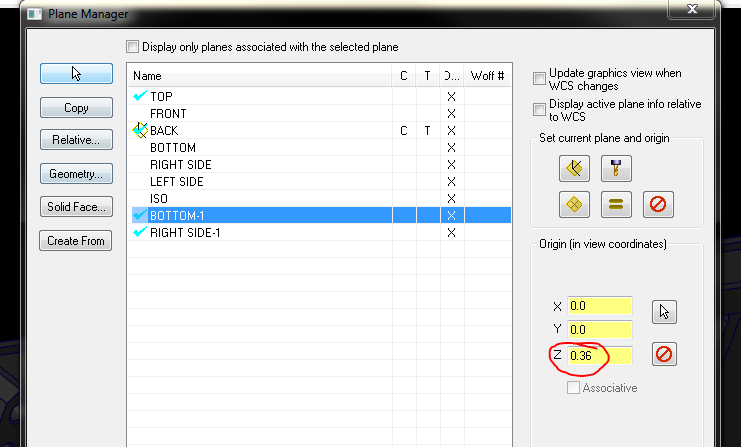
I use WCS and different work offsets as needed. I can't post a file because of security where I work, but here is a screenshot of my plane manager for an example. You are right, the OP should post a file and let some people look at it...
-
multiple setups...how do you approach?
mikenaturalice replied to MIL-TFP-41's topic in Industrial Forum
Oh man you aren't kidding! Plus you were programming on the fly, while setting up machine to start the roughing, then back to pc to program a few more ops, all the while optimizing toolpaths as you move farther into the part. Back on topic, it depends is the best answer I got. IF each op is only 10-20 toolpaths I will just make toolpath groups and call them Op1, Op2, etc. If i have a really complex part with 100 toolpaths or so, I usually create whole new MCX files so my pc does not choke! This creates it own set of problems, so if you have the machine to do it I would leave everything in one file if possible. Creating new machine groups will let you use new tool numbers without interfering with the other ops if that is what you want to do... I have a part I run real similar to what you describe, where I made two toolpath groups splitting the part into (basically) top and bottom, but I wanted to run two vises with one op in each vise and use same tools. What I did for that part was what you said, made them separate, then copied them to another group and re-ordered them by tool number. After I had everything straightened out I deleted the first two toolpath groups leaving just the combined group and saved this as a new file. Not sure why I even kept the original as I have never referenced it after I got the part running... Anyways, that eliminated the problem of altering two separate groups as now it is all one group. If I make a change now everyhting is right with the world and I can re-post it no issues at all. -
need advice on simultaneous 4th axis part
mikenaturalice replied to steveo25's topic in Industrial Forum
You missed the part where he wants to use a Haas indexer on a fadal. The part is not that difficult looking, but triggering an mcode to index the indexer (not much there, just set up your post), BUT having to program all the moves in the indexer beforehand sounds like a bad day to me. -
need advice on simultaneous 4th axis part
mikenaturalice replied to steveo25's topic in Industrial Forum
What they^ said. I would not do this with an indexer! Can it be done? Yes, with lots and lots of time and a 'few' extra pieces of material. -
Man o Man! I know that feeling. Had a team of consultants estimate a project a t 18-24 months, so of course the powers that be decided that was 'overkill' and went with 9 months.
-
If you mean all the z moves in the code, it is because you are doing that feature as a 3d contour (I think). I made a plane and then picked the geo and I only get one Z level, although lots of xy moves because it is a nurb. TUBE10A.mcx-9 N200 G254 N210 M10 N220 M12 N230 G187 P2 N240 X2.3012 Y-.8431 N250 G43 H3 Z1.7829 N260 Z1.7329 N270 G94 G01 Z.9831 F10.6 N280 X1.8944 Y-.7747 F12. N290 X1.5976 Y-.7249 N300 X1.3304 Y-.6717 N310 X1.0933 Y-.6161 N320 X.8857 Y-.559 N330 X.7068 Y-.5015 N340 X.5548 Y-.4443 N350 X.4279 Y-.3879 N360 X.3239 Y-.3331 N370 X.2405 Y-.2802 N380 X.1752 Y-.2294 N390 X.1257 Y-.181 N400 X.0898 Y-.1349 N410 X.0654 Y-.0908 N420 X.051 Y-.0485 N430 X.0454 Y-.0073 N440 X.048 Y.0333 N450 X.0587 Y.0741 N460 X.078 Y.1157 N470 X.1069 Y.1586 N480 X.1468 Y.2032 N490 X.1995 Y.2496 N500 X.2666 Y.2979 N510 X.3503 Y.348 N520 X.4525 Y.3996 N530 X.5752 Y.4525 N540 X.72 Y.5061 N550 X.8885 Y.5599 N560 X1.082 Y.6132 N570 X1.3011 Y.6652 N580 X1.5461 Y.7153 N590 X1.8167 Y.7625 N600 X2.1118 Y.8061 N610 X2.4299 Y.8451 N620 X2.7686 Y.8789 N630 X3.1249 Y.9067 N640 X3.4746 Y.927 N650 X3.8864 Y.9509 N660 Z1.1831 F6.42 N670 G00 Z1.7829
-
I happen to be using that post, although I have not used it with X9 yet. I will look at file and see if I 'find' anything. What "z moves" are you talking about? Going to need more information for people to help...
-
Tool Change Macro- Tool Breakage Detection
mikenaturalice replied to cincy k's topic in Industrial Forum
If you use the 'manual entry' toolpath in mcx and then set that up as output as code, won't that 'operation' be read into camplete? I used camplete with x7 a few years ago on a robodrill, but I have probably forgotten most of what I knew. I have my haas (yes yes nowhere close to your mx520 ) setup using an M45 for the toolbreak check. Could you not just do something like - manual entry (M45, or whatever your control would need here) toolpath toolpath manual entry (M45, etc) ? edit: I see you want to check (actually measure, yes?) the length first, then do a break check after you run. I would think you could do the same thing, but you would use 2 different spare m codes... Like Bob said, building into the macro is going to do every single tool (which I imagine is not what you really want), but I could see by what I propose has you kind of jumping through hoops a little bit too. -
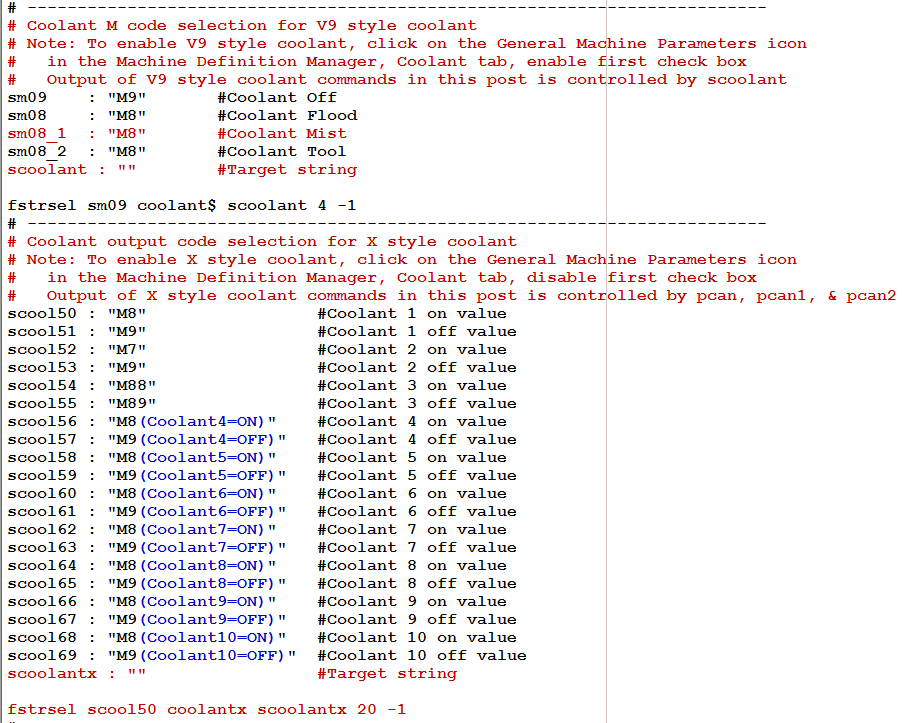
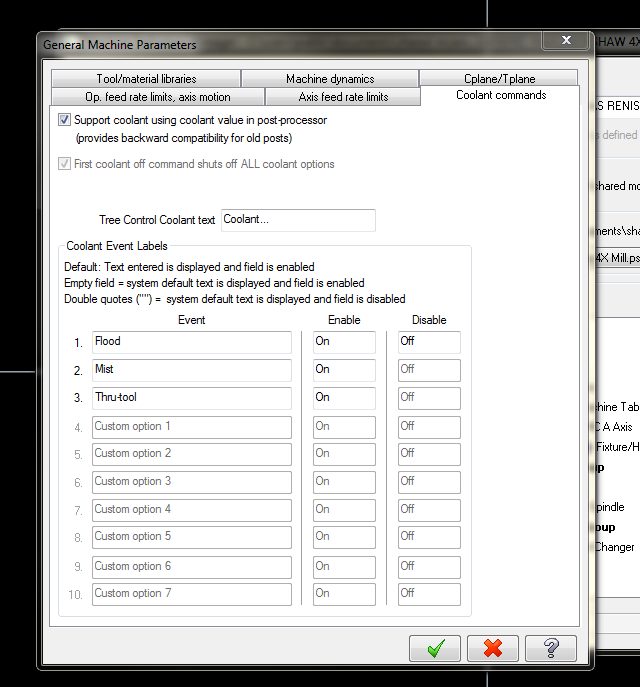
Have you tried under general machine parameters? I think to use the custom codes you have to enable or disable the top left check box. And/or you need to change it in your post processor. Sorry I can't be more help, I do so little with the post processors I can't tell you exactly what you need to do.


-
OMG Yes! Label the operations somehow!!! I don't care if it is a vague description of what the tool is doing "spot small holes", just something. I worked with a guy who did not label anything, and he even had his stuff setup so the tool number did not post at the tool change. What a PITA to follow him ugh! This reminds me, I did an interview one time where they "tested" me on mastercam. I was programming a part, don't remember the details, except I asked him what their setup was, if the said part was being done in a 2nd op, or a fixture, machine type, etc. He told me, it doesn't matter, just program it, WTF?! I realize you could get an idea of what kind of a programmer a guy is without all the nitty-gritty details spelled out, but sheesh!
-
V6 or X6? Big difference. What is your location, if you don't mind sharing.
-
MCam Mill/Turn... something doesn't add up for me
mikenaturalice replied to jlw™'s topic in Industrial Forum
Looking at your picture, isn't that how you are supposed to do it? I have always done my lathe stuff like that. I think of it as looking into the machine with the part chucked, so the "top" of part is actually the od. Just a random thought I guess.... -
Thank you!
-
Change here, then I think you have to change it in the post as well. Well nevermind, not sure how to upload a picture? got it

-
It is an option you have to purchase.