cncappsjames
-
Posts
1,223 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
I use an MX Master. I've got big hands and 90% of the mice in the market just suck and make my hand cramp after a short time of use.
-
 What model control?
What model control? -
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
It's not a g-code simulator like an ICAM, NC Simul CAMplete or Vericut. It doesn't "know" you need this or that to do a tool change. It only knows to do the toolchange and outputs whatever the post says to. -
Yeah, Mill Level 1 has the wire frame toolpaths. Early in my career I (V3.0 days) the wireframe paths saved my bacon because surface tool paths were pretty primitive at the time... and SLOW to process. I still use 2D Swept a fair amount. 2D swept is a great way to cheat top surface corner radii if you don't have a corner rounding end mill.
-
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
I saw this and figured that's what he's got... -
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
Post issues ≠ software issues. Get with @Postability and the issues will go away, it really is as simple as that. Especially for a FANUC controlled machine. -
List of toolpaths not supported by mill turn
cncappsjames replied to AGreen5's topic in Industrial Forum
I'd work with Postability. There is no reason those features described should not post out the way you would expect. There's probably some Misc. Int./Reals that need to be set. -
2D Contour Compensation Selection
cncappsjames replied to mackenzieruiter's topic in Industrial Forum
Use Ethernet and it won't take that long... -
Is Mazatrol 3+2 without CAM possible?
cncappsjames replied to AlexScott's topic in Machining, Tools, Cutting & Probing
This... ^^^^^^^^^ I've got a customer with probably 30 Mazak VMC's. They do a lot of part family type work. They still do all their programming offline. Revision control, process control, tool library control, etc... in this day and age, conversational programming for all but the simplest of parts just doesn;t make a whole lot of economic sense. At least from my seats. -
Is Mazatrol 3+2 without CAM possible?
cncappsjames replied to AlexScott's topic in Machining, Tools, Cutting & Probing
If I had CAD/CAM at my disposal, I would NEVER use conversational on a mill except as an ABSOLUTE last resort. That just defies all logic IMHO. -
You "should" be able to use either to turn on the probe as long as it's wired that way into the control. If not, G65P9832 will roll through the MACRO programs triggering the probe to turn on once the probe has LOS with the transmitter. Most of the machines I work with have an m-code, I find myself still using the MACRO call method (G64P9832) because its universal mostly. HTH
-
Those big Raptors are pretty badass. I machined about a 14" x 14" x 2" Telecommunications housing with one and not a lick of chatter.
-
I think we have a winner for the oldest post to be brought back to life.
-
Arrrrrrrrrrrrrrrrrrrr Matey!!!!!
-
verification of a toolpath in 2021
cncappsjames replied to Born to machine's topic in Industrial Forum
If they had a competing product I'd give that statement credence but since they have nothing even remotely like it, I rate that statement very unlikely. -
@Leon82... this may be your solution.
-
Carbide thru tool drill recommendations
cncappsjames replied to Tinger's topic in Machining, Tools, Cutting & Probing
Mitsubishi, Sumitomo, Kennametal and Mikron are my favorites and I'll use Harvey or Guhring in a pinch. -
Switching Probe On/Off with M96 and M97
cncappsjames replied to mayu's topic in Machining, Tools, Cutting & Probing
For programming a probe, you can get the Renishaw Trigger Logic app... -
Switching Probe On/Off with M96 and M97
cncappsjames replied to mayu's topic in Machining, Tools, Cutting & Probing
#4 is the variable sometimes used for "I" if that helps... -
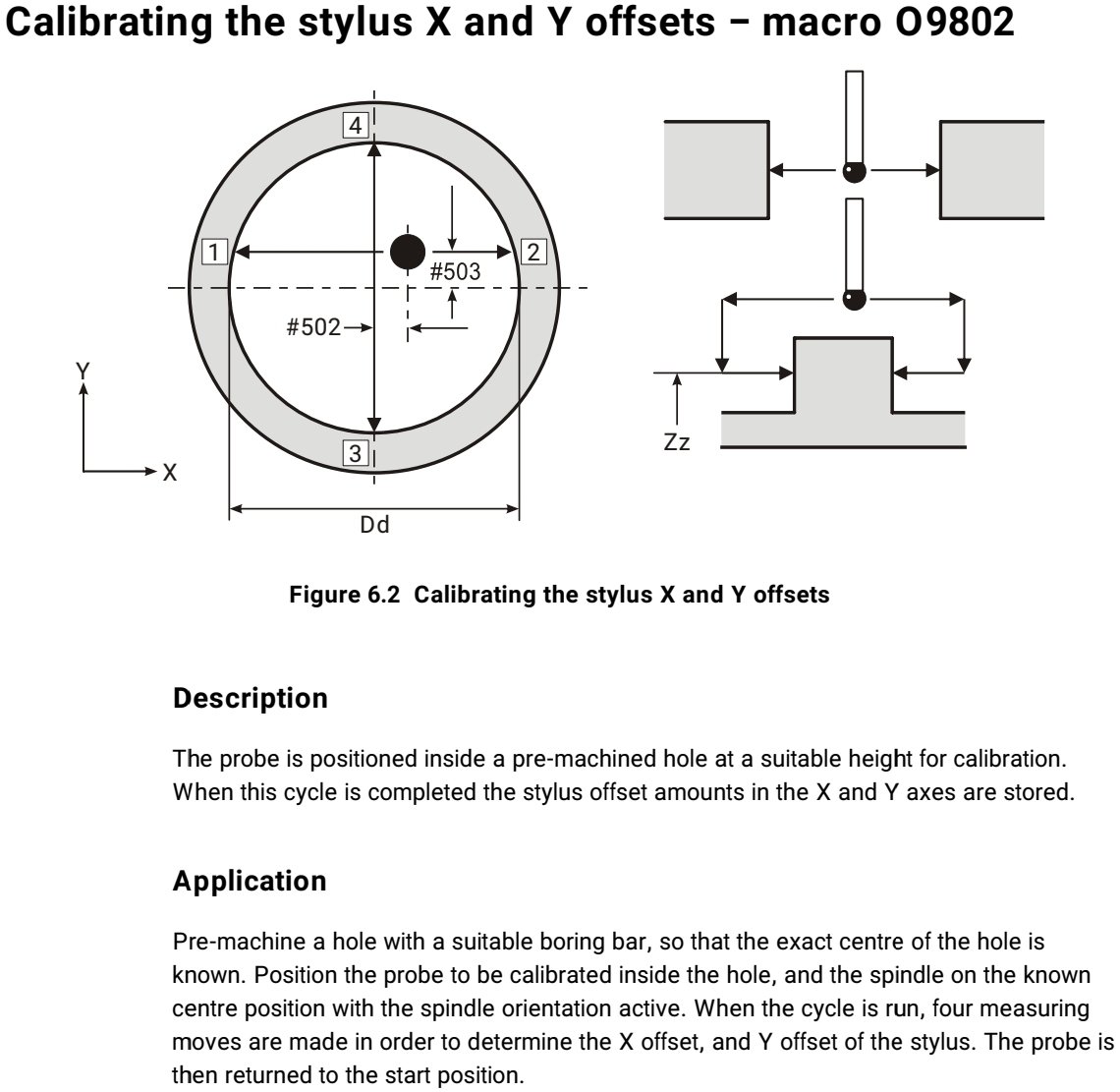
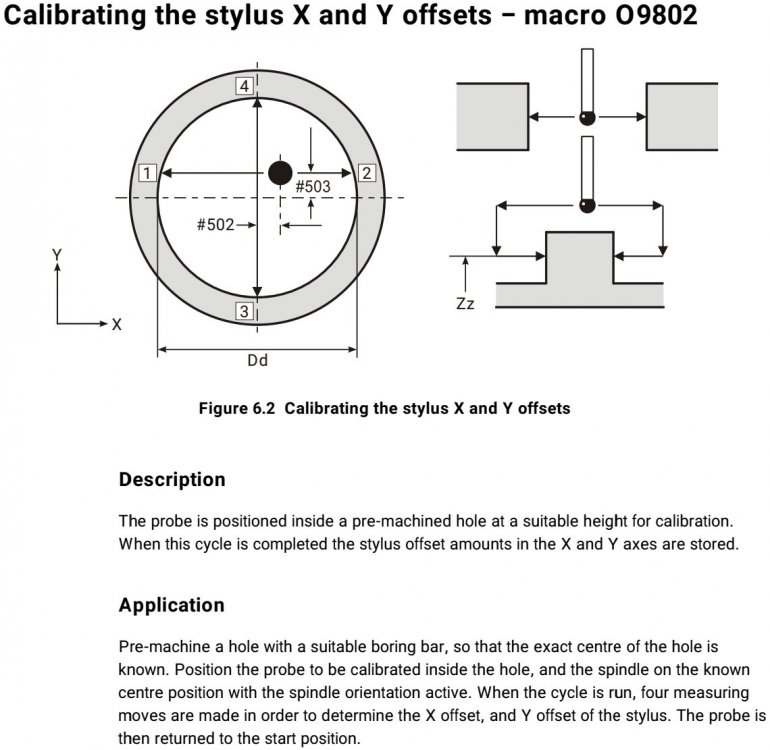
The Meaning of Probe Calibration in XY
cncappsjames replied to mayu's topic in Machining, Tools, Cutting & Probing
-
Switching Probe On/Off with M96 and M97
cncappsjames replied to mayu's topic in Machining, Tools, Cutting & Probing
Branching, GOTO, looping, subs, etc.... that is so they can use many things in many ways for many situations. Maybe not the most "efficient", but, definitely quite flexible. O9833(REN*PROBE*STOP) (F-4012-0519-AH) (COPYRIGHT*1990-2019*RENISHAW*PLC.*ALL*RIGHTS*RESERVED) IF[#1EQ1.]GOTO4 #31=0(PROBE*STATUS*OFF*CHECKING*1=ON/0=OFF) IF[#23EQ#0]GOTO1 () PCLOS N1 M19 #8=1 M98P9724 IF[#5NE#0]GOTO15 #2=#5043-#116 #4=0 #32=#2-[0.10*#129] #[#111+5]=#[#111+5]OR576 #[#111+5]=#[#111+5]XOR576 N15 () GOTO4(DELETE*TO*ENABLE*MULTI*PROBES) () #147=#147+9833 IF[#147NE[9833+2]]GOTO2 M98P9712 GOTO6 N2 IF[#147NE[9833+4]]GOTO3 M98P9713 GOTO6 N3 IF[#147NE[9833+6]]GOTO4 M98P9714 GOTO6 N4 (-->PROBE*OFF) M85(PROBE*OFF) (<--PROBE*OFF) () IF[#5NE#0]GOTO6 IF[#1EQ1.]GOTO7 IF[#31EQ0]GOTO6 G65P9725Z#32F[100*#129] IF[ABS[#5043-#116-#32]GT#123]GOTO5 G0Z#2 #4=#4+1 IF[#4LT8]GOTO4 G65P9700E460. N5 G0Z#2 N6 #147=#0 #149=0 #[#111+5]=#[#111+5]OR256 #[#111+5]=#[#111+5]XOR256 IF[#5NE#0]GOTO7 () (-->USER*M/C*STOP*CODE) (<--USER*M/C*STOP*CODE) () N7 G53 M99 -
The Meaning of Probe Calibration in XY
cncappsjames replied to mayu's topic in Machining, Tools, Cutting & Probing
It's not really lag "time", it's lag distance. #502 and #503 for X and Y non vector calibration respectively and #510-#518 for probe radius trigger points on vector calibration. -
I would rate that statement as extraordinarily unlikely. Nothing is impossible which is why I won't say that. It would require a rewrite that doesn't make sense to even a company like AD. It is a non competitive product to any of their offerings or any other product on the market frankly. It's only competition might be ICAM and NC Simul... sort of. Even those aren't really in competition because with those packages you can build your own machines whereas CAMplete cannot. At least for the foreseeable future since the machines are factory verified unlike Vericut, NC Simul, and ICAM. Post Processing, Collision Checking and Gcode simulation for certain machine tools is what it does. The biggest change I see happening for the foreseeable future is expanding the machine offerings. I look back at our conversations regarding Dassault's acquisition of SW... a lit of us thought they would kill it off. So far doesn't even look possible at this point and the fact they still haven't killed off using the Parasolid kernel... JM2CFWIW
-
None so far that I have noticed. I expect this acquisition to be different than the others.