



All Activity
- Past hour
-
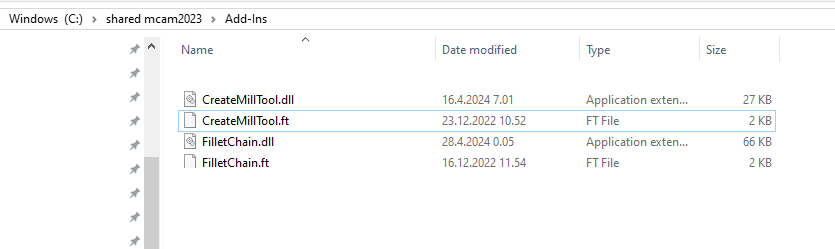
 Okay, I've done this before and it worked then but can't figure out what I'm missing here. Shouldn't the icons of nethooks appear here that you put in [shared mcam holder]\Add-Ins ? I built the 2023 examples and they launch ok using Run Add-In command but their icons do not show nor does my own We can't update to 2024 yet so ribbon customization is not an option.
Okay, I've done this before and it worked then but can't figure out what I'm missing here. Shouldn't the icons of nethooks appear here that you put in [shared mcam holder]\Add-Ins ? I built the 2023 examples and they launch ok using Run Add-In command but their icons do not show nor does my own We can't update to 2024 yet so ribbon customization is not an option.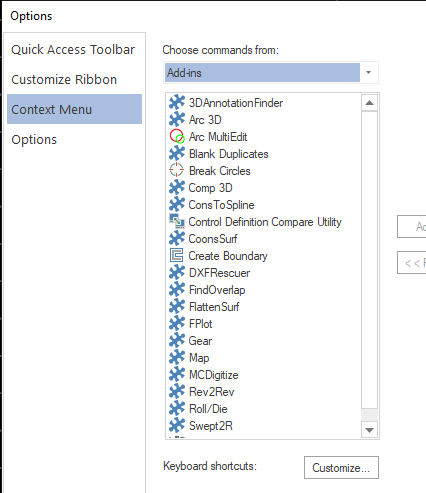
-
Appeasing the OCD and what the machine actually cares about are more often than not completely seperate issues. For example I will typically have an S code, then have the M03/M04. In my NC Format, one situation will have the M03/M04, then the S code. I twitch when I see it... but I leave it there on purpose just as a reminder that it REALLY does not matter one single bit. The control executes the block just fine with zero issues. My OCD with code borders on the absurd.
- Today
-
I did this with high speed blend blend.zip
-
 Juan Alvarez joined the community
Juan Alvarez joined the community -
Pros big screen space. Cons Big screen space with no real division of what is what. I have 3 27" Asus flat monitors and have mt method and process down using them. Going to curved would be hard. The other thing is screen sharing using Teams or something else it sucks for the other people to see the curved screen.
-
 [email protected] would be your best bet.
[email protected] would be your best bet. -
It been requested numerous times over the years. Join the Mastercam.com forum and send an email to QC and add your name to the list.
-
 rafiq08 joined the community
rafiq08 joined the community -
That's awesome. I have only ran 3+2 jobs so far on the matsuuras so I have yet to feel the need to tackle this subject but this sounds like a great way to go about it. I do not mind a Z retract at all, but the M05 + M09 for no reason between toolpaths would probably be a little annoying if I was feeling O.C.D. haha Always a fun line to walk when trying to appease my O.C.D. and just let "good enough" be good enough. Usually how busy I feel dictates my decision.
-
 sorry if the title is a big cryptic. I am trying to help a friend out who just started a new CNC programming job. He needs to learn the PST/MP scripting language and asked me to help him search for something that can help him view the output G-Code that would result from a .pst file. I have seen similar tools and plugins for e.g. VS Code that does this for other software's post-procecssor scripting languages, but so far I could not find something specifically for MasterCam's MP language. So as an example, the other tools I've seen, you can click on a G-code block in a .nc file and it will point you to the exact place in the .pst where that routine is defined. Is there something similar for Mastercam scripts? I do apologise but while I'm a seasoned software developer, the totality of my experience with CAD/CAM and CNC sofware is about two months worth of Ladder Logic for Mitsubishi PLCs so i don't have the vocabulary. Update: an example of what I'm looking for is the Autodesk Fusion Post Processor Utility plugin for SV Code. https://marketplace.visualstudio.com/items?itemName=Autodesk.hsm-post-processor
sorry if the title is a big cryptic. I am trying to help a friend out who just started a new CNC programming job. He needs to learn the PST/MP scripting language and asked me to help him search for something that can help him view the output G-Code that would result from a .pst file. I have seen similar tools and plugins for e.g. VS Code that does this for other software's post-procecssor scripting languages, but so far I could not find something specifically for MasterCam's MP language. So as an example, the other tools I've seen, you can click on a G-code block in a .nc file and it will point you to the exact place in the .pst where that routine is defined. Is there something similar for Mastercam scripts? I do apologise but while I'm a seasoned software developer, the totality of my experience with CAD/CAM and CNC sofware is about two months worth of Ladder Logic for Mitsubishi PLCs so i don't have the vocabulary. Update: an example of what I'm looking for is the Autodesk Fusion Post Processor Utility plugin for SV Code. https://marketplace.visualstudio.com/items?itemName=Autodesk.hsm-post-processor -
I've got my NC Format set to be able to use both Auto-Link or Mastercam's Linking... just on the off chance I want it. Being in feed mode (as opposed to rapid mode) while in 5-Axis is essential for smooth positioning. Some CAM systems struggle with this. Fortunately CAMplete can correct that issue if it presents itself.
-
mavusi joined the community
-
 Easy Move Services joined the community
Easy Move Services joined the community -
 Yuuvans0502 joined the community
Yuuvans0502 joined the community -
I'm having this issue also. Solid will disappear for no reason, toggle the level that contains solid off/on and it will reappear.
-
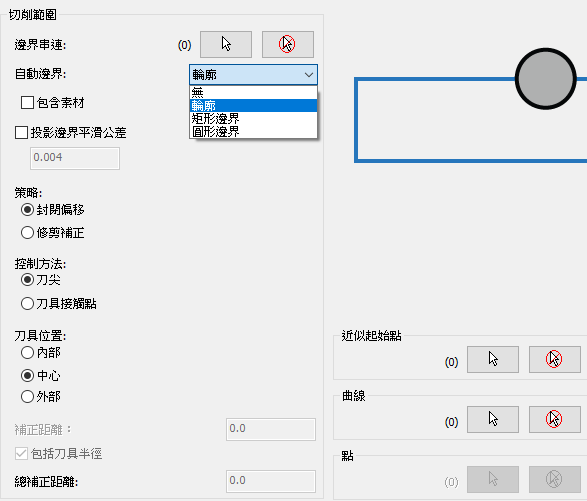
Looks like you removed the avoidance, and added a containment. Is the jagged path stemming from the software trying to avoid that face? That toolpath looks nice. I'll try it. Thank you.
-
 kumar12 joined the community
kumar12 joined the community -
 leon69 joined the community
leon69 joined the community -
Equla Scallop...the step distance will be more even

-
 Thuan Truong joined the community
Thuan Truong joined the community -
Is it possible to use Unified toolpaths independently for 3 axes in the future? Because not all users will use multi-axis licensing...
-
I should understand what you mean...select the geometry and let the software determine that there is no undercut. This is also a way! But it must be suitable for the graphics. If avoidance geometry is used, it may still cause undercut. If there is no multi-axis permission, as Colin said, Flowline and Surface Finish Contour directly support the calculation of undercut, and using avoidance geometry should not affect it. cut straight walls that are in the shadow of overhanging geometry....Surface Finish Contour is more suitable Surface Finish Contour needs to use a tool that can undercut to enable the undercut option. TERRYH did not use the correct tool, so the undercut option is grayed out.
-

Errors when open example c++
eltklas replied to eltklas's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I never used C++, sorry if I ask a lot. I have already added the reference and the windows form. Could you tell me how I show it? my code works in C# //creamos la copia del formulario FrmOffset FrmOF = new FrmOffset(); //hacemos dialog FrmOF.ShowDialog(); Thanks -
We have the 1053 delimit tool path setting on as a recommendation from Camplete. What this does is on 5 axis paths since there is no transition block it zero returns z and starts the next path, no tool change spindle keeps running. It doesn't affect 3plus2 because there is an approach block short that transitions to the next path. I did mess around with the multi axis linking in Camplete but for us it's not worth using.
- Yesterday
-
 Jacob harper joined the community
Jacob harper joined the community -
 berkay joined the community
berkay joined the community -
I can definitely see your point. I will stick to forced tool changes between multiaxis operations on the Matsuuras then For the Haas I have found some "workarounds" that seem to really smooth out the process. Main one being under "feed rate control" in a multiaxis toolpath I will have checked "custom feedrate for clearance blend spline" and "replace rapid with feedrate". and then under the multiaxis link settings I'll have it checked to output feedrates as well. I'll usually have them set around 50-100 inches per minute (with butt puckered and hand on the feed stop button) to first prove it out and if the motion is smooth out at the machine I'll up it to 200-250. Essentially this will force all of the multiaxis toolpaths to stay in TCPC during relinking (while in that operation) but during the actual multiaxis linking moves it does swap back to dynamic work offsets (haas g68.2) so I am still technically rolling the dice a bit. Now really thinking about it I'll probably stop using the multiaxis link on the haas just for standardization's sake though especially since eventually I'll be too busy to prove out every single multiaxis program. Appreciate the insight!
-
That is just crazy I tell you. Crazy talk.
-
Remember getting berated for using the eraser and not rolling the pencil well enough. I still have a drafting table, that thing is heavy!
-

How to do a undercut program
Matthew Hajicek - Singularity replied to TERRYH's topic in Industrial Forum
I just did an undercut fillet with a T-slot cutter the other day. I used Flowline, with Direction and Depth Limits, and it worked perfectly. -
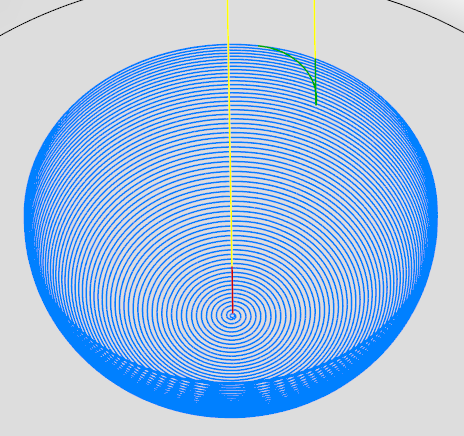
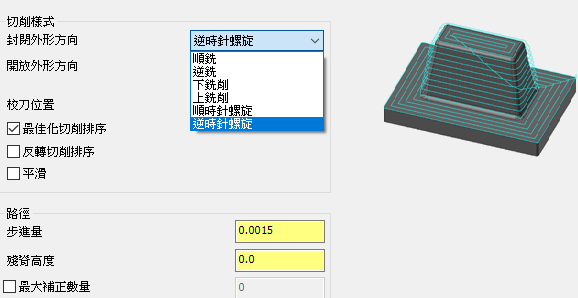
take a look at this file ajmer_ihs_SPIRAL.mcam
-
-
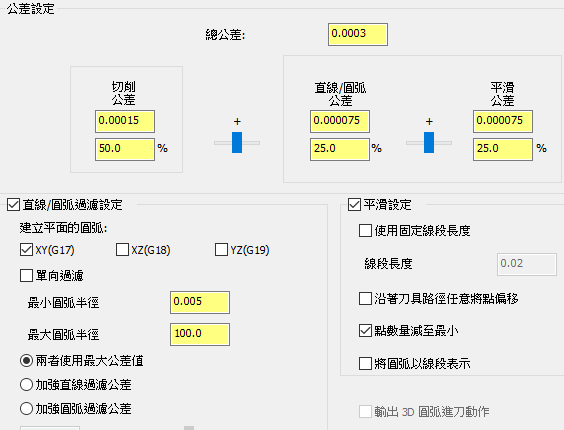
Thanks, I'll give those settings a shot on monday. At least I was on the right track, with the arc filter settings.
-
I typically do not use those 5-Axis linking strategies, or if I do, I use them sparingly. Transition from operation to operation can be tricky. You can get wild unpredictable motion. Much of the motion is dictated by machine parameters (wind/unwind/rotary axis rollover, etc...) In a multi-pallet production environment where unattended operation is the main goal, safe and predictable is your friend.
-
Although my toolmaking apprenticeship, turned into Modelshop/R&D, that quickly turned into the DO at the age of 21. I was REALLY fortunate that my mentor agreed to take me under his wing - he told me "I don't think I can make a silk purse out of a sows ear, but I think I can make a sows ear purse out of you" But we'd hit it off early during my apprenticeship - while work experience in the DO, he gave me my 1st job which was to copy an existing print. Mylar, 5H and 2H pencils, rule ("we don't call them rulers in here as the Queen of England has F'all to do with this job") square, protractor, compass and the most important thing eraser - and away I went. The part was the base of an instrument which was square with the 4x corners turned off, and everything was about the C/L - and I thought I was doing okay when he said "that top right quadrant - tatty - have another go at it"....so the eraser got a hammering and 15 minutes later "that's good, but it shows up the bottom right quadrant - have another go at that"....so out with the eraser again and 15 minutes later rinse and repeat for the left hand side.... End of day I remember him saying "the cleaners will love you tonight - look at all that mess on the floor" But yes, printing was my downfall - CAD was a godsend. There's 2x real arts to being a drafty from a "picture drawing " perspective - neat printing, and the most important one having the initial visibility of first laying the job out in your head so you know you can then get all views and all dimensions on the sheet. As with everything now, things change and it's a lost art - but we now have the other extreme where "everyone can use a computer", so everyone thinks they can be an "engineer"!




.thumb.jpg.e1ed32e8dc33a68b1f20806bb5d55e08.jpg)






