Leaderboard


.thumb.jpg.9ec558122c0479d844e9a9707b913308.jpg)

Popular Content
Showing content with the highest reputation on 08/09/2018 in all areas
-
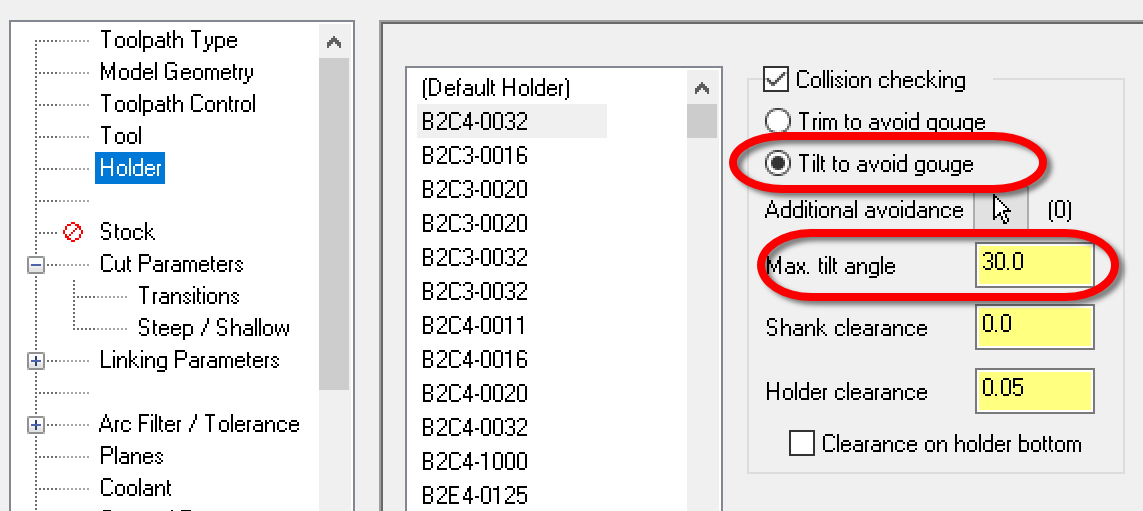
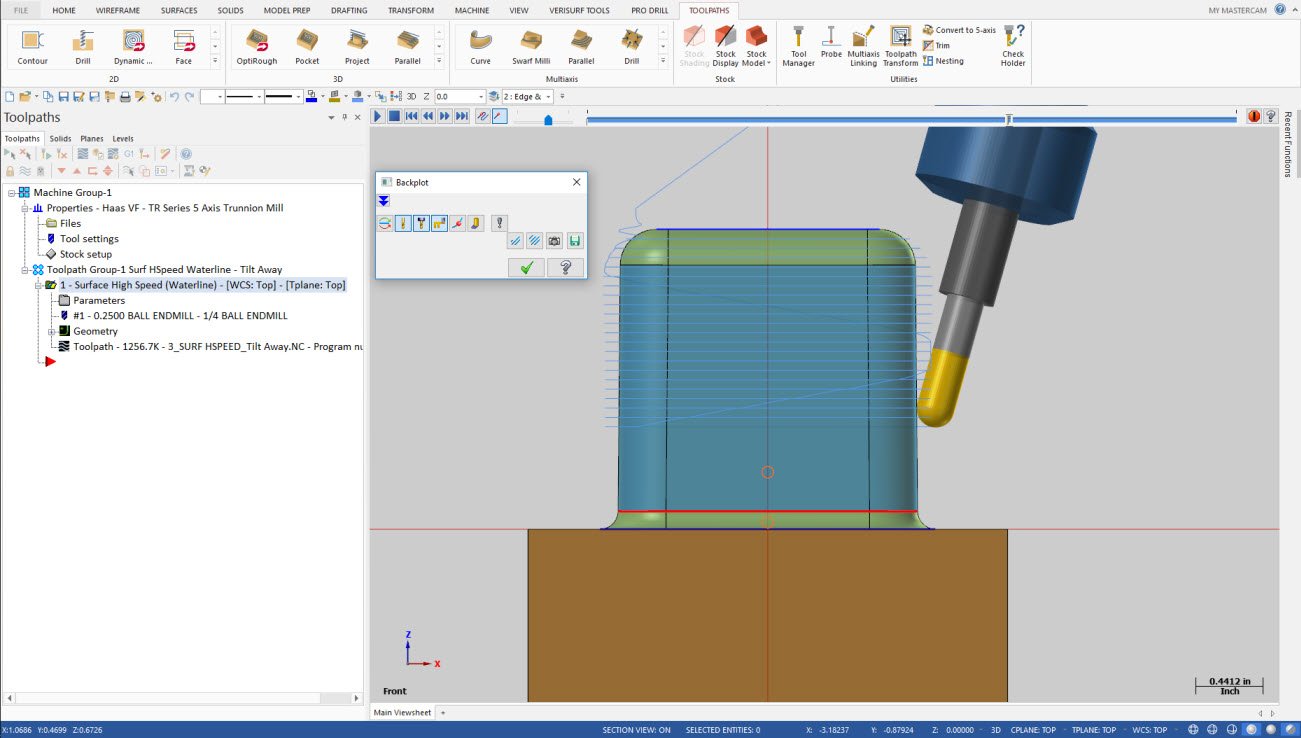
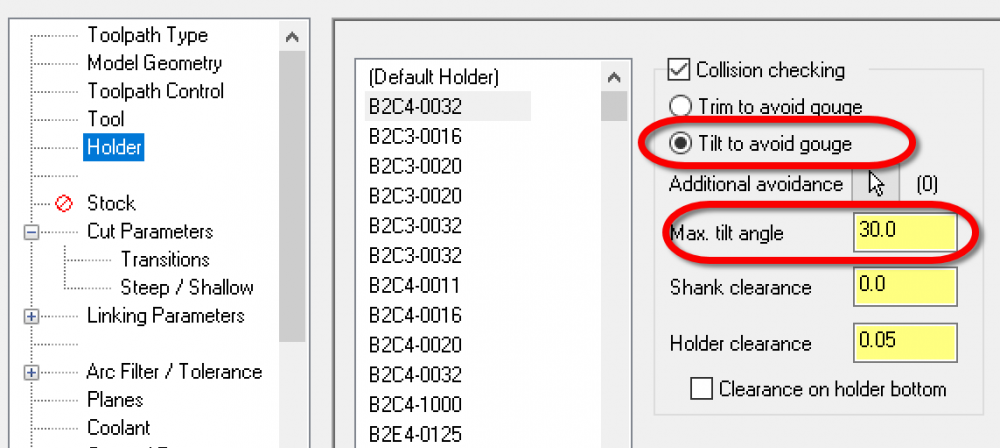
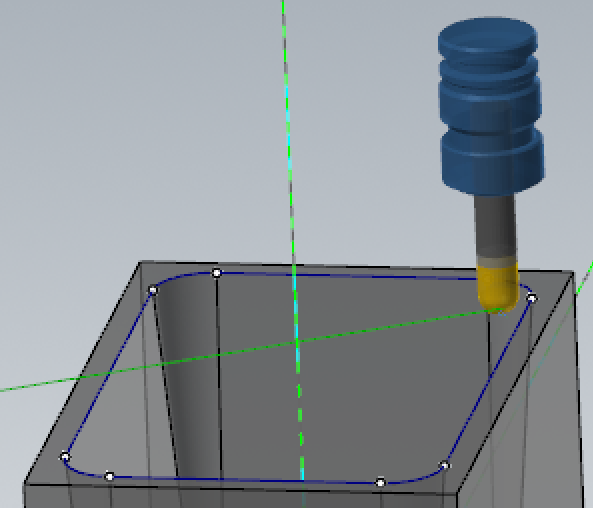
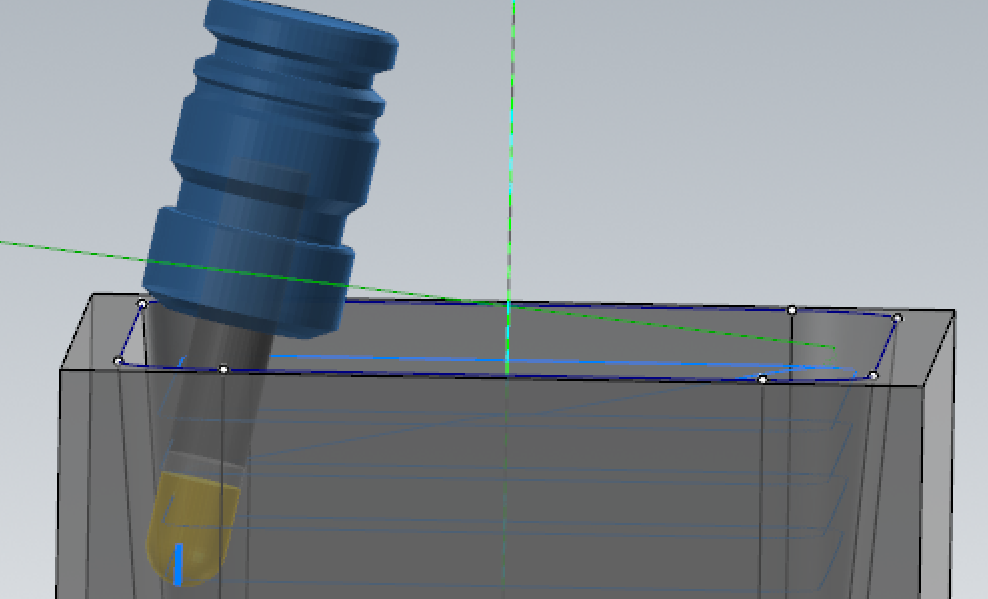
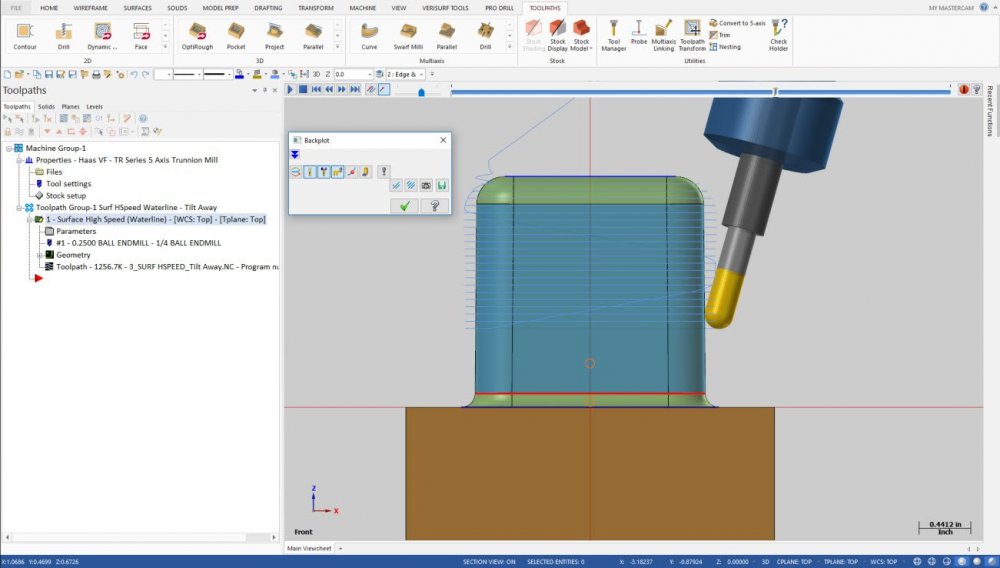
Edit: Whoops, I missed that Chris said this right above. Good call, Chris. Although of course nothing will replace real training , what you're looking for here is probably to just use a Surface High Speed, probably a Waterline? On the Holder page, just turn on "tilt to avoid gouge" After that, you'll get a gouge free toolpath, so for this simple example, it'll start 3 axis: Then quickly get to 5 axis as it needs clearance: You can, of course, do this with a Parallel toolpath or other multiaxis toolpath, but if you don't really need finite control or don't use it enough to remember what the settings do, why try harder? High speed tilt away.mcam
 2 points
2 points -
This is exactly how I got going creating my custom tool libraries some 20 years ago. I suggest picking a brand of tools that you like and be consistent. I like widia and helical, so his is always my first choice (add others as needed). When naming tools in library I'm very specific. Example: .375 DIA EM 4FL W/.875 LOC 1.125 EXT HELICAL HSV-SR-40375 EDP 30322 Keep on adding tools as you go and don't get discouraged! This is a never ending process. Before you know it you'll have hundreds if not thousands of them in your libraries. Makes writing toolpaths a snap. It's pretty painful watching some programmers creating or searching for the same tool over and over again. I'd also at the same time add a holder (create an assembly) with the common holders for clearance (1 at a time, as needed). A must when doing multi-axis stuff. You're already ahead of the game by starting this process2 points
-
yes, you are correct, my 1.0 ball only needed 10 deg of tip because I could stick it out 4.5" in a Precision Holder 50-1.000-9.0. But my smaller tools needed 15 deg even though I had them in straight shanked, shrink fit holder in the same Precision holder. Just being specific in case any one else is curious. Thanks a million!1 point
-
Are you using a tool with a taper defined? The tilt strategy doesn't like tapered shanks, I define them as having a stepped shank then it will produce tilt.
 1 point
1 point -
Insert selection is just as important as cutter selection. Use the wrong insert for the material, and it will blow up in no time. I may know that from first hand experience...1 point
-
I used rotate alot, usually on known angles. Now I either duplicate and then edit or use dynamic1 point
-
Check your machine definition file, do you have a default plane set in the general parameters?
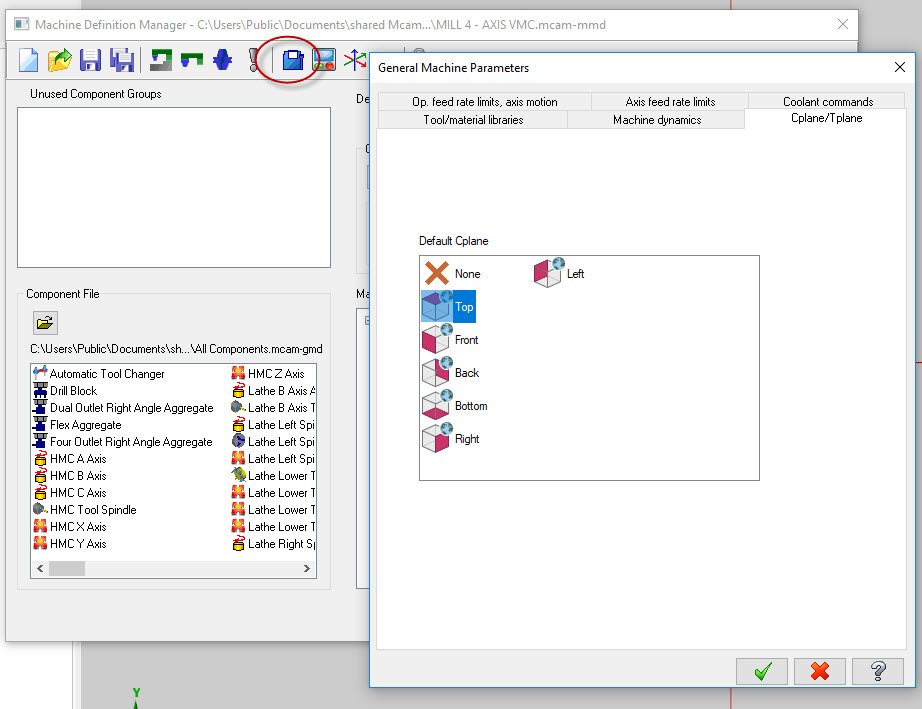 1 point
1 point -
If you click on the rod to move it up to the thickness of the plate, you can start typing in a number and it will go to that distance, ie typing .06 then hit enter will get you .060" and not the .0625 of the ruler. Works for all of the gnomen rods and angles.1 point
-
In the HSpeed surface finish toolpaths you can also add tilt to avoid a collision. The toolpath will give you simultaneous 5 axis motion without the need for tool axis control geometry.1 point
-
you can't rely on a single tool supplier no one have yet invent the miracle tool that can do everything each tool maker have their forces and weakness, and a tool that works flawlessly on a machine can be disastrous on an other1 point
-
Thanx guys , appreciate the appreciation , finally the Uni degree paid off Gracjan1 point
-
I started with v5 in '95. Fanboy through v9, hated X1. Stayed with V9 until at X5 it was was finally usable, now using X9. Hate 2017+ with a passion. IMO the ribbon interface was even worse a decision than adding separate machine and control definition files, which we were promised would eliminate the need for posts. Still waiting for a good version that's reliable and that has enough advances to outweigh the cumbersome ribbon, or that has enough customization options to let me make it behave the way I want it to. The hammer handle should be made to fit my hand, rather than making me reshape my hand to fit the handle.1 point
-
1 point
-
Get vibranium cutter bodies with adamantium inserts.0 points
-
or you could use ALWAYS use ref points and set the Z in the ref point at like .1 above clearance. I imagine then in a few weeks you'd be wanting to write logic to make sure ref points are used. I have done that as well for a head/head I preposition with ref points. Any way, deeper down the rabbit hole we go.0 points
-
The Sandvik R390 is a great cutter. What condition will these be at? 17-4ph isn't all that bad, but you can't rip it like it's 1018. If you start out at 303ss speeds and feeds and go from there you'll be fine.0 points