Greg Williams
-
Posts
2,221 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Greg Williams
-
Polar interpolation for Okuma VTM 200YB
Greg Williams replied to JeremyV's topic in Machining, Tools, Cutting & Probing
Thats the one -
Polar interpolation for Okuma VTM 200YB
Greg Williams replied to JeremyV's topic in Machining, Tools, Cutting & Probing
Looks like you don’t have the control option to run that code, I think it is called something like cylindrical C axis or similar. Use G137 that will be better Something like this, no helical arcs allowed G270 (GWET-SPR-L-1__GCODE.MIN) (POST REV - 14) (DATE - 28-07-22) (TIME - 11:18) CLEAR DRAW M216 (TOOL - 8 OFFSET - 8) (8 BULL-NOSED ENDMILL) NAT8 G50 S1500 M110 M960 G0 G94 X999. Z355. T080808 M8 SB=3500 M13 M63 Z24.151 G0 C0. G137 C0. G0 X-29.992 Y-33.485 G17 G265 F8000 E0.02 J1 Z-5.349 G101 Z-5.849 F5000. X-29.945 Y-33.469 Z-6.294 X-28.094 Y-32.855 Z-7.849 X-27.667 Y-32.68 Z-7.93 F1000. X-26.718 Y-27.002 Z-9.02 G103 X-27.934 Y-25.625 L30.059 X-18.612 Y-39.919 Z-6.346 Z-5.846 G0 Z24.154 G136 G264 M12 M63 M109 G0 X999. M9 G0 Z355. T0800 M215 M02 % -
I think the evo has the nutating table.
-
I have never seen the ram above ~20GB of usage here. laptop has 96GB
-
Optirough with a stock model
-
Looks like you have installed the Verisurf free tools, the setting to turn that off is in there somewhere
-
learning 5axis mill with turning
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
I can get it to work in my 2 axis environment, but getting it to work and respecting the A axis in the post writers environment may be different. I dont have a Postability or In-house machine and control def to test it on. I am not saying what I have attached is better or worse it is just what I have. AUSTECH2009-MU500_TURNING-ISSUED.mcam The vid from 11 years ago is here https://youtu.be/6VYYIc8EFec and here https://youtu.be/M2Cs0PWyKXU -
learning 5axis mill with turning
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
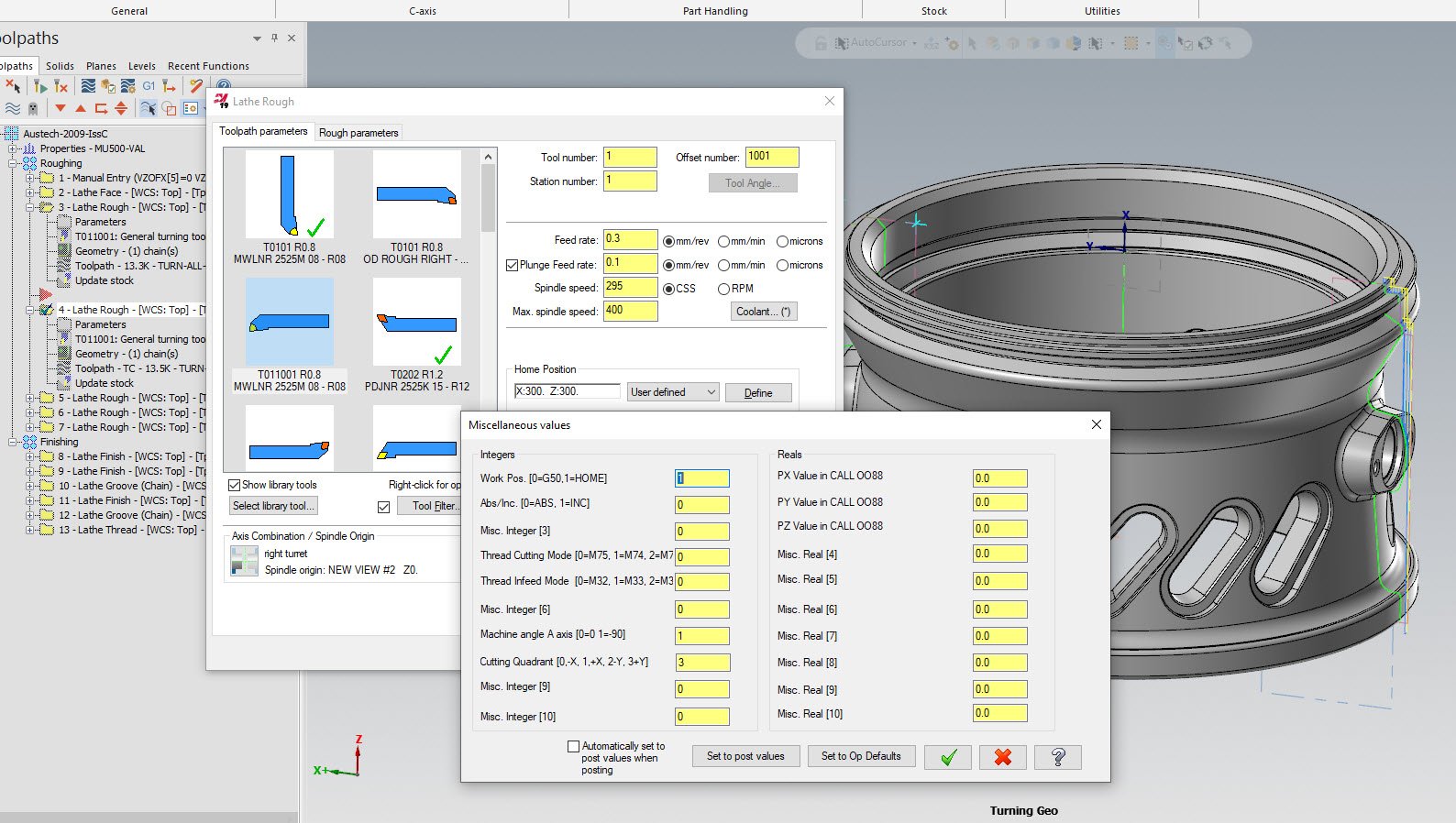
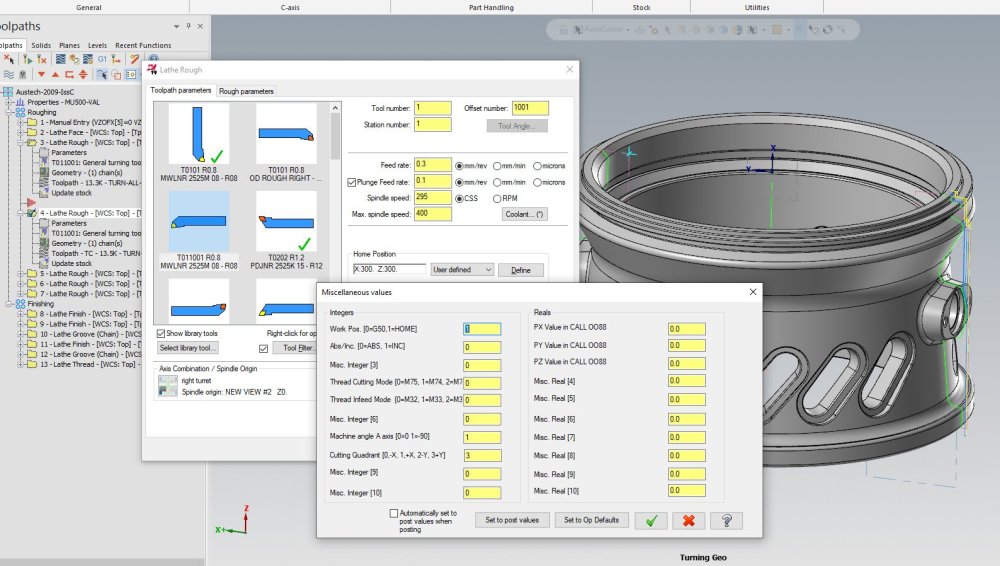
My thinking is the machine can turn in both X+ and X- so why not set it up as a 2 turrett, We could then go the next step and say all right turrett turning is at A-90 -
learning 5axis mill with turning
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
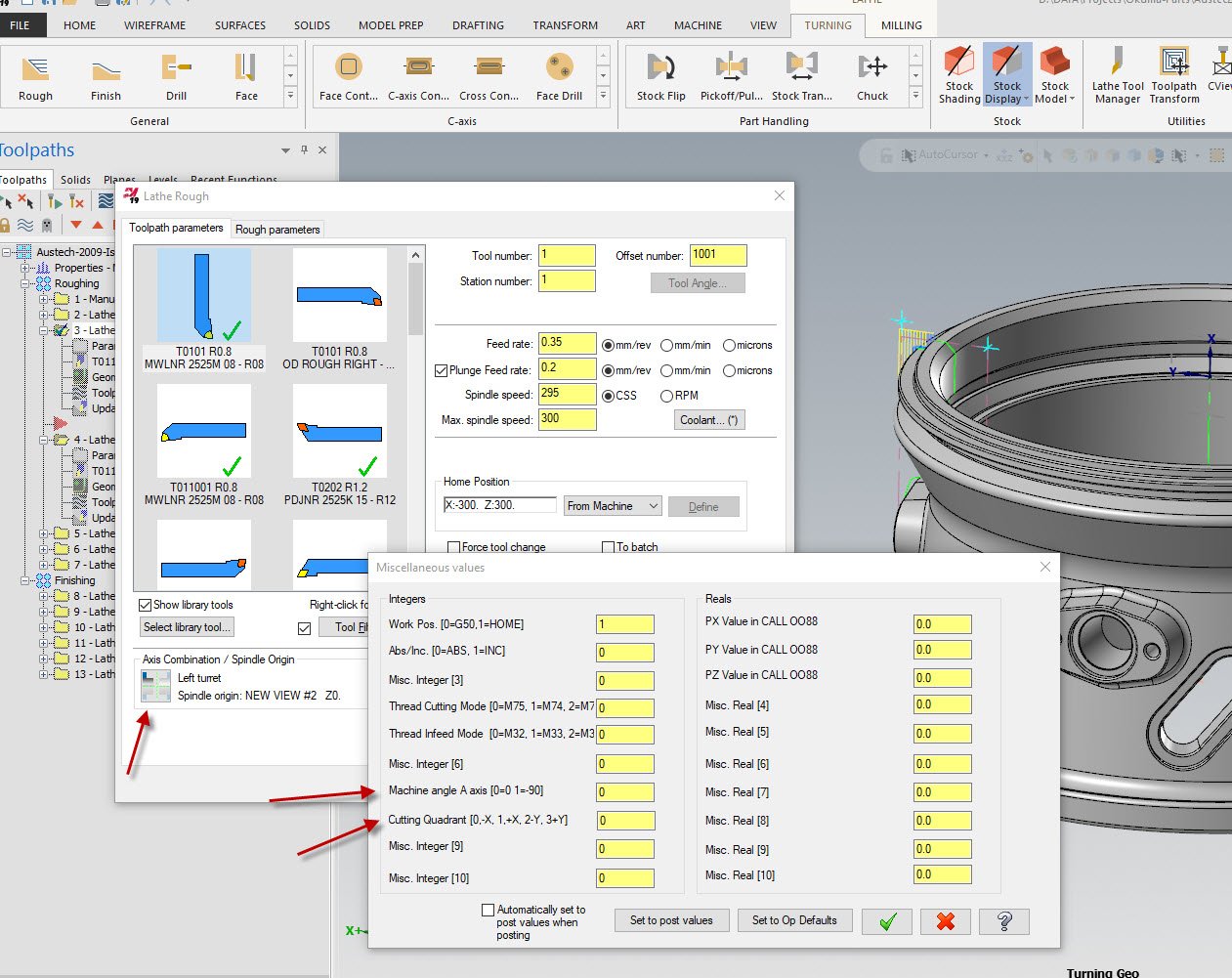
That file dates back to 2009, at the time there were not many options for posts. I hacked up a 2 axis Okuma lathe post, set it up as a 2 turret VTL, even though the machine obviously only has one turret. I also used Misc values to output the Tilted turning code and the quadrant code, the plan was to use it for demo's.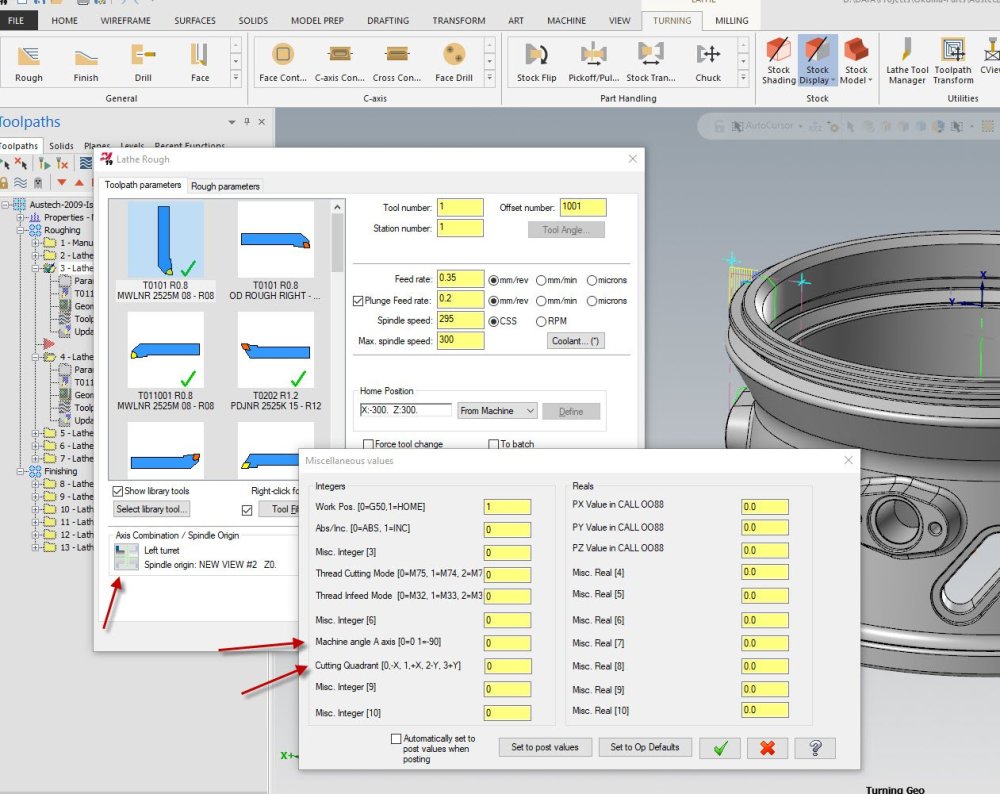
-
learning 5axis mill with turning
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
Uplaod a file, happy to look -
problems using call oo88 okuma mu4000
Greg Williams replied to lowcountrycamo's topic in Industrial Forum
I dont think CALL0088 will work for you, try using G469/G467 T54 M06 S2000 M03 G00 G90 G17 G15 H1 G469 P1 X10. Y0. Z0. I90. J45. K0. M21 M27 G00 B45. C0. G467 P1 M20 M26 G56 HA X52.091 Y-15.531 Z50. -
The license should return after the allocated borrow time
-
Also 9.2.2 has an issue with Ghosted ops. The 9.2.1 Chooks works better
-
Do you have an external moitor with an adapter?
-
Mastercam and the machine can do that. I doubt anyone will help much from a step file. Its a bad look
-
Got a sample file? Your question will be easier to answer
-
Go with the RTX you will love it
-
I think this error is fixed by using G469/G467 G21 G00 G90 G17 G94 G40 G80 M05 G00 Z=VPPLZ M01 ( OPERATION 4 ) ( EM-12-FINISH-FACE-PLANE-1 ) ( EM-12X75X32_FINISHER | TOOL - 54 | DIA. OFF. - 54 | LEN. - 54 | TOOL DIA. - 12. ) T54 M06 S2000 M03 G00 G90 G17 G15 H1 G469 P1 X10. Y0. Z0. I90. J45. K0. M11 M27 G00 A-45. C-90. G467 P1 M10 M26 G56 HA X15.531 Y52.091 Z50.
-
maybe easier with a mastrecam file
-
Mastercam Support the RAH. I did this for an Okuma G00 G17 G94 G40 G80 G90 G21 N4 G00 Z999. (OPERATION NUMBER - 2) (WCS NAME - TOP) (TOOLPLANE NAME - HOLE-2) G116 T4 ( 0.00 / 90.00 - STATION NO -) (VC1 = THE X OFFSET) (VC2 = THE Y OFFSET) S2652 M03 G15 H1 (MAX | Z150.) (MIN | Z-118.001) G00 G90 X=VC1+416.433 Y=VC2-201.491 G56 H4 Z150. M08 G01 Z-12. F5000. X=VC1+418.965 Y=VC2-189.046 X=VC1+419.364 Y=VC2-187.087 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+419.364 Y=VC2-187.087 X=VC1+419.762 Y=VC2-185.127 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+419.762 Y=VC2-185.127 X=VC1+420.161 Y=VC2-183.167 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. ********************************** X=VC1+424.946 Y=VC2-159.649 X=VC1+425.345 Y=VC2-157.689 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+425.345 Y=VC2-157.689 X=VC1+425.743 Y=VC2-155.729 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+425.743 Y=VC2-155.729 X=VC1+426.142 Y=VC2-153.769 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+426.142 Y=VC2-153.769 X=VC1+426.341 Y=VC2-152.789 F265.2 X=VC1+418.965 Y=VC2-189.046 F5000. X=VC1+416.433 Y=VC2-201.491 Z150. M09 M05 G00 Z999. S300 M03 M12 (TOOL CLEANING AIR BLOW) G04 P3.0 M09 M05 G00 Y999. G90 M02 %
-
Is their any valid alternatives to camplete?
Greg Williams replied to medaq's topic in Industrial Forum
NC2check, Post link to MachSIM then Vericut, IMS and ICAM -
A and C need to be zero in the machine work offset page
-
I dont think CALL OO88 supports values in the A and C axis
-
.NC CODE SHOWING IN WINDOWS PREVIEW PANE
Greg Williams replied to CEMENTHEAD's topic in Industrial Forum
save this as nc.reg Windows Registry Editor Version 5.00 [HKEY_CLASSES_ROOT\.NC] @="NC File" "Content Type"="text/plain" "PerceivedType"="text" nc.reg -
Good luck and thank you