Glenn Bouman
-
Posts
1,498 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Glenn Bouman
-

Changing over to X style coolant on existing operations library
Glenn Bouman replied to Thad's topic in Industrial Forum
It has been common knowledge since the X style coolant was released that it does not support default settings. I never could understand why there would be an option to turn on the coolant before the toolchange -
Roger, can you re-compile VHELIX.DLL and ZSPIRAL.DLL? I get this error after I install SP2

-
X6 and X7 had the following problems with custom tools also. You cannot drag a custom tool from the library or use Select Library tool. The only way to use a custom tool is to have the Show Library Tools selected. If enough people complain about it, maybe they will fix it.

-
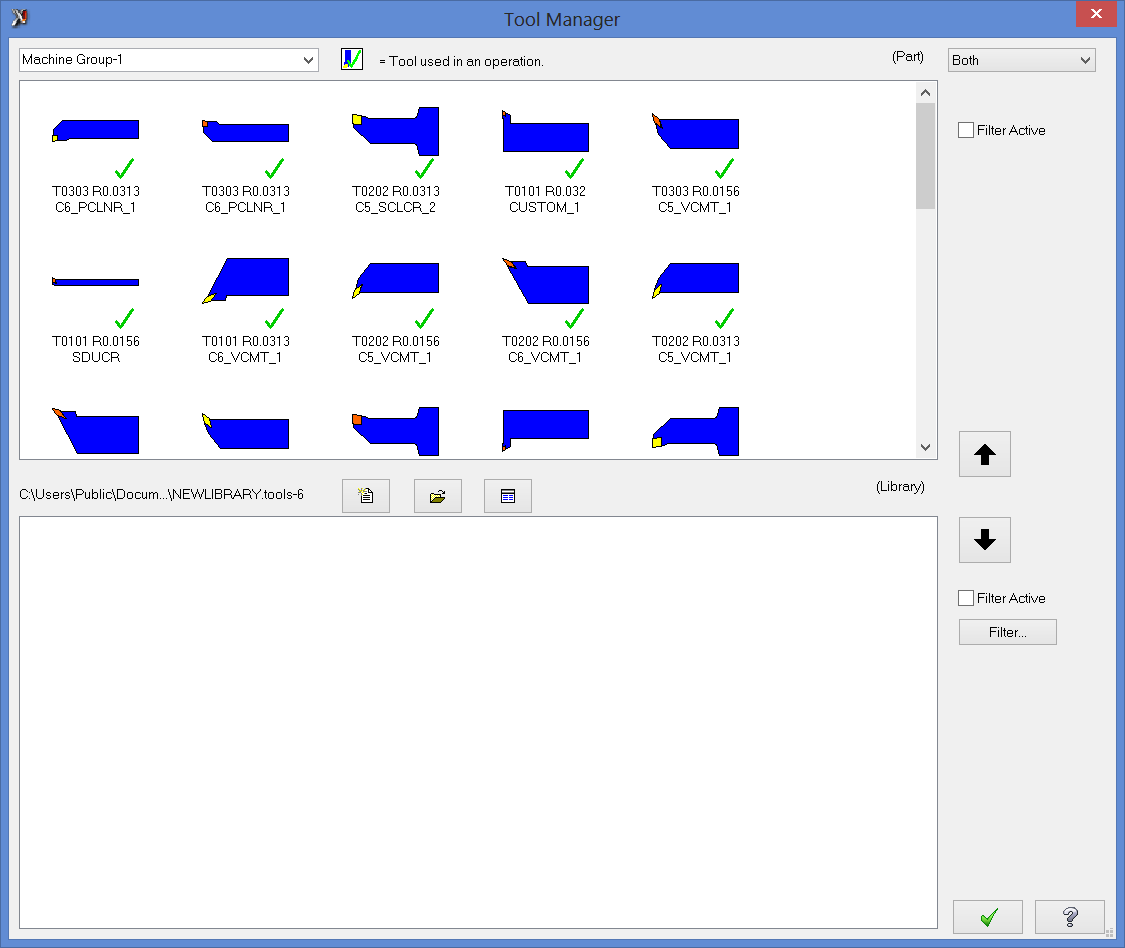
The original question of this topic is in regards to converting a X6 lathe tool library that uses the tooldb extension with custom tools into X7. It does not work, it is broken, it needs to be fixed. The work around that worked for me: Create a toolpath in X6 that uses every tool in your library. From the Lathe Tool Manager create a new tool library in X6 with an .tools-6 extension. Drag the tools from the part to the new library. In X7 with the Update Folder function convert the .mcx-6 custom tool profiles to X7 Open the .tools-6 file in the X7 Lathe Tool Manager Make any minor edit to a tool and when you exit the Lathe Tool Manager it will save it to a tools-7 file.

-
Force\Remove Positive '+' sign on values - Heidenhain
Glenn Bouman replied to rogkick's topic in Industrial Forum
Edit the post and remove the plus sign on the format definition fs2 2 +0^4 0^3 #Decimal, absolute, 4/3 place -
This happens with not only under cut tools, but Face mills and tools with the shank being smaller than the cutting diameter. It is really annoying to have that message pop up every time. Happens in SP2 also.
-
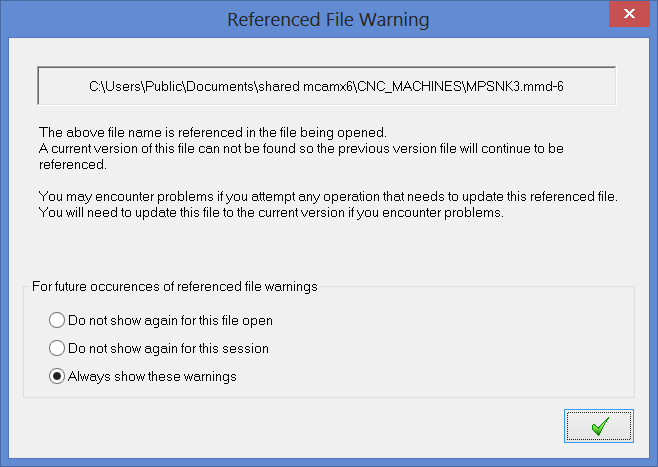
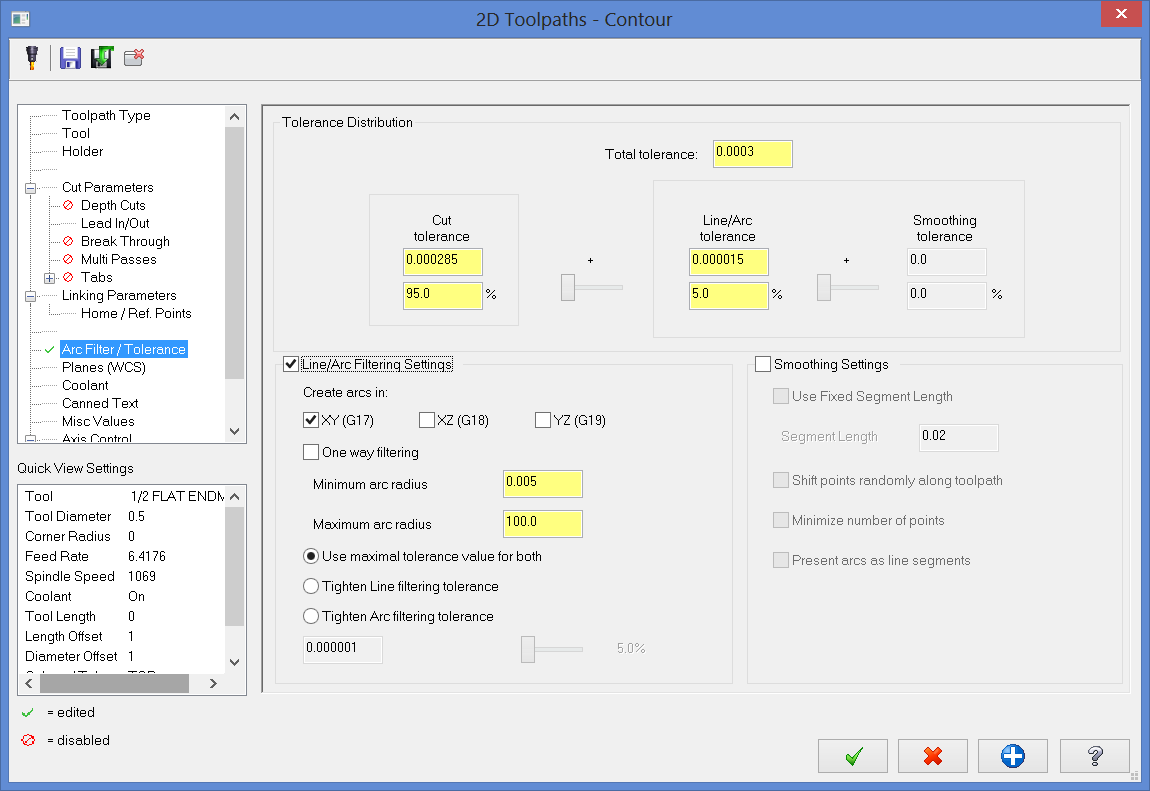
I had a look at your control def and having all error check options checked is what is causing the arcs to be linearized. Use this control and reload the machine def and it should be fine. MPSNK3.zip

-
You need to do a zip2go so that you are sending us your post and md/cd files. MPSNK3

-
You have the ratio set 1:1, set it 2:1 and you will have better results. That is a very coarse tolerance you have for an inch part.

-
RollDie works great, it is the only method for cutting barrel cams, you do not need to create any surfaces or solids and it can be done in Level1

-
Rolldie does not have Leadin/Leadout options
-
Colin put a good description of the arc filter here: http://www.emasterca...84 Too bad the new arc filter in X7 switches to 95% cut tolerance and 5% filter tolerance when you turn it off/on regardless of the default settings. This is opposite to the 2:1 ratio that has always been recommended.

-
Here is the link for the X7 X+ setup sheet install http://www.gmccs.de/downloads/SetupX+_X7_en.zip
-
Does the new Tool Manager allow you to use Metric Tools when programming in inch (and vise versa) and scale the tool sizes accordingly like in Mastercam lathe? Currently a 6MM tool back plots like a 6inch tool.
-
Try copying the nethasp.ini file from C:\Program Files\mcamx7 to C:\Program Files\mcamx7\common\Editors\CIMCOEdit6\
-
It would be nice if it supported hide, now it shows all the geometry regardless of what geometry is hidden.
-
Or just go to your registry HKEY_LOCAL_MACHINE\SOFTWARE\CNC Software, Inc.\Mastercam X6 Demo Double Click on InstallTimeStamp and change to today’s date to get another 6 months. It will quit all working together in Oct 2013
-
I have run into this problem before also. I will get the post department to update the post download. Under ptlchg0$ remove this lines. # if retractflg = 0, #output if not forced output above with the G43 # [ # phsm1_on # phsm2_on # ]
-
I have done it using Teamvier (www.teamviewer.com) to log in to the mastercam computer and then once Mastercam is launched, I switch to Remote Desktop to use Mastercam as the graphics is much better than in TeamViewer.
-
Change drilling depths within a drilling cycle in mastercam
Glenn Bouman replied to powerfulp's topic in Industrial Forum
I think he meant different depths within a Mastercam Drilling Operation. For holes with different depths but the same R level, just select positions that represent the bottom of each hole and set the depths in Mastercam to incremental 0 and the Top of Stock and Retract Level to Absolute. Or if the R planes are different for each hole pick the the top of each hole and set the Retract, Top of Stock and Depth to incremental. This assumes that each hole is equal depth from the R plane. -
They don't need to take it out, they just need to make the material library useable, by setting HSS, Carbide etc to all 100% shows that not a lot of thought or effort has gone into Feeds/Speeds from Material calculation. It would be nice as if something like the MillingAdvisor was incorporated into Mastercam since most of the variables could come directly from Mastercam's toolpath and tooling parameters. MillingAdvisorSetup-4.1-1369.zip
-
I agree, ever notice that Mastercam's tool libraries SFM values are all based on HSS tooling? There is a huge oppurtunity for CNC Software to make some improvements here. This program is a good starting point for setting feeds/speeds as it take depth of cut, work holding and cutting method into account www.millingadvisor.com And yes old tool libraries will convert to 7


-
This is what I use as a nethasp.ini, and it works fine. Just change the ip addresses to match your network. As Todd mentioned increasing the timeout helps [NH_COMMON] NH_TCPIP = Enabled ;;or Disabled ; Use the TCP/IP protocol [NH_IPX] [NH_NETBIOS] [NH_TCPIP] NH_SERVER_ADDR = 123.123.123.123, 192.168.1.1 ;external, internal NH_TCPIP_METHOD = TCP NH_USE_BROADCAST = Disabled ; Default: UDP NH_SESSION = 15 NH_SEND_RCV = 30 Just run this batch file on the server to reboot the nethasp easily without having to go into services. NET STOP "HASP Loader" ping -n 15 127.0.0.1 NET START "HASP Loader" pause
-
Try this $FILENAME.MIN%
-
Another option is to do everything in Mastercam using the Stock Model function. If you add the Verisurf Reverse option you can slice and dice the Stock model and dimension off that. It is a huge benefit if you can do everything in one system.